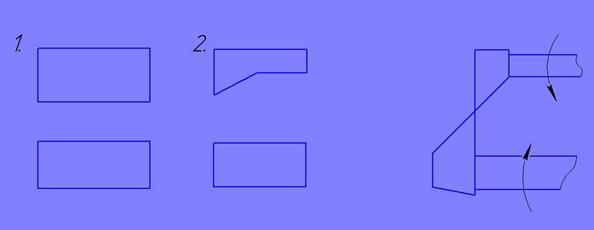
1. штамповка в открытых штампах.
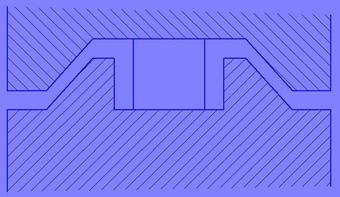
2. штамповка в закрытых штампах.
3. Штамповка выдавливанием.
Штамповка в открытых штампах характеризуется тем, что полость штампа в процессе деформирования не замкнута.
Штамп состоит из двух частей. В каждой части штампа имеются вырезы-ручьи.
Поковки простой конфигурации изготавливаются в одноручьевых штампах за один рабочий ход. Поковки сложной формы изготавливаются в многоручьевых штампах, каждый ручей имеет свое назначение в соответствии с последовательностью формирования поковки.
Штамповка в закрытых штампах характеризуется тем, что весь объем металла идет на формирование поковки (отсутствие заусенец).
Достоинства данного метода: экономия металла, большая точность, снижение трудоемкости изготовления поковок.
Недостатки: большие усилия необходимые при деформировании металлов, необходимость точного расчета объема заготовки.
Штамповка выдавливанием похожа на процесс прессования, такие же виды: прямое выдавливание и обратное выдавливание (аналогично прямому и обратному прессованию).
Отделочные операции после ГОШ
1) обрезка заусенца и прибивка перемычек (для поковок, имеющие сквозные отверстия). Проводится в холодном или нагретом состоянии в обрезных штампах на механических прессах.
2) Правка поковок производится с целью устранения деформаций после обрезки и пробивки.
3) Термическая обработка производится с целью получения необходимой структуры и механических свойств материала поковки.
4) Очистка поковок от окалины.
Холодная объемная штамповка (ХОШ)
Производится без предварительного нагрева исходных заготовок. Производительность ХОШ в два-три раза выше, чем у ГОШ и 10-15 раз выше, чем при обработке металла резанием.
Возможность ХОШ определяются видом материала и качеством подготовки исходных заготовок. В процессе штамповки изменяются структура и свойства материала (наклеп), поэтому ХОШ производится в несколько проходов с постепенным приближением в требуемой форме и размерами поковки с проведением промежуточного отжига.
Форма поковок в основном имеет вид тел вращения, размеры поковок ограничены:
Æ70¸80 мм для стали;
Æ150…200 мм – для медных и алюминиевых сплавов.
d=0,5 – 1 мм – толщина;
l £ 1500 мм.
Основные виды ХОШ
1) выдавливание усилие Р=2000-3000 МН для стали.
2) Высадка – образование местных утолщений (головки болтов, заклепок).
3) Холодная объемная формовка – может использовать только открытые штампы.
Листовая штамповка
К листовой штамповке относятся методы получения заготовок или уже готовых деталей, для которых в качестве исходной заготовки используется листовой материал.
|   ЛШ ЛШ
| В холодном состоянии
|
| В горячем состоянии (для крупногабаритных изделий толщина листа исходной заготовки более 10 мм).
|
|   Операции ЛШ Операции ЛШ
| разделительные
|
| формообразующие
|
Основные виды разделительных операций:
1. отрезка – разделение заготовок по незамкнутому контуру.
2. вырубка – разделение заготовки по замкнутому контуру, при этом отделяемая часть является изделием.
3. пробивка – это разделение заготовки по замкнутому контуру, при этом отделяемая часть является отходом.
Инструменты – ножницы либо штампы.
Ножницы: аллигаторные , параллельные, гильотинные, дисковые.
Формообразующие операции.
1. гибка – изменение направления оси заготовки. Таким методом получают изделия телескопов, кронштейнов, чугунных профилей.
2. вытяжка – превращение плоской заготовки в полое изделие или увеличение высоты полого полуфабриката путем протягивания через матрицу с уменьшением поперечных размеров заготовки.
|   вытяжка вытяжка
| без утонения стенки
|
|
с утонением стенки
|
3. отбортовка отверстий
4. обжим – уменьшение поперечного сечения кольцевой части полой заготовки.
5. Рельефная формовка – предназначена для формирования на поверхности изделия впадин и выступов (ребра жесткости).
Формообразующие операции выполнятся на механических или гидравлических прессах в штампах различных типов.
Нагрев металла для ОМД
В результате холодной деформации металла происходит его упрочнение (наклеп). Однако способность металла к деформированию с течением времени даже при комнатной температуре восстанавливается (устраняется наклеп). Если произвести нагрев, то эти процессы протекают значительно бвстрее. Данное явление называется отдыхом или возвратом. Для проведения горячей обработки давлением металл должен быть нагрет до температуры выше температуры рекристаллизации.
ГОМД проводится в определенном диапазоне температур, который называется температурным интервалом обработки давлением.
Для каждого металла существует свой температурный интервал горячей обработки давлением.
Ти - Тк ~ Тинтервад ОД
Ти » (0,7 ¸ 0,75)Тпл
В любом случае эта температура должна быть ниже температуры начала фазовых превращений, появления жидкой фазы.
Тк » Трекр
Топт = Ти + (50 ¸ 100°С)
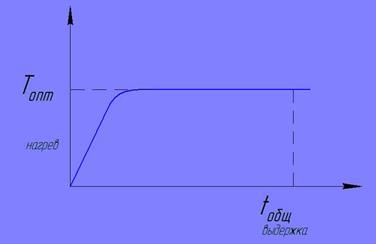
tобщ = 2 КД Д0,5 в часах
a - коэффициент, учитывающий способ укладки заготовок в нагревательном устройстве. (изменяется 0,1 до 4).
К – коэффициент, учитывающий таплопроводимость материала, например, 10 – для низкоуглеродистых сталей, 20 – для легированных сталей.
Д – диаметр заготовки условный.
При нагреве заготовки могут возникнуть два нагревательных дефекта.
Пережог – заготовка нагревается до слишком высокой температуры. Дефект не устранимый, связан с началом плавления легкоплавких включений.
Перегрев – дефект устранимый путем последующий термической обработки, заключается в слишком длительной выдержке при температуре ниже температуры пережога.
Нагревательные устройства:
|   печи печи
| электрические
|
|
плазменные
|





 очистка
очистка

