Профилегибочные станы классифицируются по:
- мощности - на лёгкие, средние и тяжёлые (таблица 15.1)
- назначению – на станы общего и специальноо назначения;
- технологическим признакам - на станы периодического и непрерывного действия.
Таблиця 15.1 - Типы профилегибочных станов
| Тип
| Размер
заготовки, мм
| Число пар
основних валков
| Объём
производства тыс.т/год
| Скорость,
м/мин
| Диаметр
валков,
D, мм
|
| Лёгкие
| 0,18-1,2 ´ 15-150
| 8
| 1,5
| 30
| 25 - 30
|
| Средние
| 1,0-8,0 ´ 50-600
| 24
| 7-65
| 30 - 150
| 50 - 75
|
| Тяжёлые
| 1,0-12´ 400-2000
| 20
| 70
| 30 - 180
| 90 - 380
|
По своему назначению различают профилегибочные станы общего назначения, на котороых производят широкий сортаментгнутых профилей и специальные профилегибочные станы, на которых производят один или несколько видов продукции, например ребристе плиты или формуют сварные трубы. На станах периодического действия (рис.15.3) формуют заготовки, раскроенные на мерную

Рис.15.3 - Схема профилегибочного стана периодического действия
1 - разматыватель; 2 - правильная машина; 3 - дискове ножницы; 4 - гильотинные ножницы поперечной резки; 5 - профилегибочный стан; 6 - стелаж готовой продукции
длину. На агрегатах поштучного профилирования установка правильной машины и ножниц не производится. Выходная сторона станов оборудуется устройствами для
удаления эмульсии, осмотра, промасливания и пакетирования готовых профилей.
К особенности станов легкого типа можно отнести компактное расположение оборудовкания, общий с упрощённой кинематикой привод на все пары консольно расположеннеых шпинделей, большую часть общего вспомогательного деформирующего инструмента: проводки, оправки, ролики и т д. (рис. 15.4).
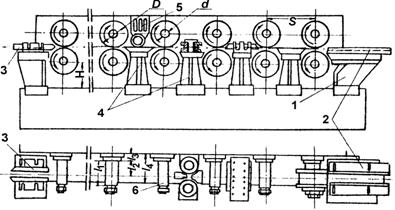
Рис. 15.4 - Схема профилегибочного стана лёгкого типа
1– столы для установлення направляющих планок (на входе и виходе); 2– направляющие
вводные планки; 3– выводные планки; 4– промежуточные столы; 5– кронштейны для
вспомогательных роликов; 6– шпиндели основных валков.
Агрегаты непрерывного профилирования в значительной мере аналогичны трубоэлектросварочным станам валковой формовки. Подготовительная линия этих станов включает стационарные ножницы для предварительной обрезки ко-нцов рулонов, стыкосварочную машину со встроенными ножницами и гратосни-мателем, петлеобразователь; на выходной стороне стана установлены летучие ножницы для порезки открытых профилей и летучая пила для порезки закрытых профилей (рис.15.5). Станы непрерывного действия формуют заготовку неограниченой длины из или одного или нескольких состыкованных и сваренных рулонов, а сформова ный профиль режется на кратные полосы на выходе из стана летучими ножницами,

Рис. 15.5 – Схема профилегибочного агрегата непрерывного действия
1 – разматыватель; 2 – правильная машина; 3 – ножницы; 4, 8 – сварочная машина;
5 –петлевой накопитель полосы; 6 –летучие нолжницы; 7 – формующий стан; 9 – холодильник; 10 – калибровочный стан; 11 – зачистные головки для удаления грата;
12 – летучий пресс для порезки готовой продукции.
пилами или прессами. Конструкцией профилегибочных станов всех типов предусмотрен привод на верхние и нижние валки. Регулирование межвалкового зазора производится верхними валками.
Важными технологическими параметрами профилегибочных станов являются: D – диаметр валков; d – диаметр шпинделей; S – шаг и установочные разеры шпинделей; l 1 –длина рабочецй части шпиделя; l 2 – расстояние от оси профиля до фланцев шинделя; l 3 –толщина фланцев шпинделя; H – расстояние от оси шпинделей до поверхности установочного стола.
Основным недостатком станов лёгкого типа относится консольная конструкция шпинделей, которая при увеличении упругой деформации является причиной искривления профиля. Станы среднего типа конструктивно выполняются подобно станам лёгкого типа, но для уменьшения влияния упругой деформации шпинделей с неприводной стороны устанавливают упрщённые подставные станины, которые уменьшают влияние упругой деформации шпинделей.
Конструкция станов тяжёлого типа подобна главной линии и конструкции прокатных клетей. Они отличаются возможностью регулирования ширины (расстояния) между станинами при изменении ширины заготовки (для тяжёлых станов ширина заготовки изменяется от 400 до 2000 мм). На тяжёлых станах вспомогательный инструмент, как правило, не участвует в формировани профиля, а вся работа пластической дейформации производится основными валками. Тяжёлые станы являются станами специального назначени и оснащаются специальными приспособлениями. Например, формующий стан трубосварочного агрегати имеет приспособление для сварки шва и редуцирования трубы; стан для производства автоободов – приспособления для сварки, навивки, обрезки и т.д.
Формующие валки
Формующие валки и ролики подразделяют на основные и вспомогательные. Основные формующие валки обеспечивают подгиб и образуют транспортную силу, вспомогательные – не приводные используются для дополнительной подгибки, помогают удерживать профиль на оси профилирования. Основные валки выполняются в виде шайб, которые по скользящей посадке, на шпонках насаживаются на рабочие шпиндели. Обработка боковой поверхности валков соответствует седьмому, а рабочей - девятому классу точности. Размеры профиля рабочей поверхности обрабатываются с допуском 0,05 мм. Основные валки делят на три типа. Первый тип - валки с разъёмами по участкам изгибов с углами освобождения (рис. 15.6). Разъёмы помогают настраивать размеры профиля в процессе его доводки, изменяя размеры шайб или отдельных элементов валка.

Рис. 15.6 - Основной валок первого типа с разъёмами в местах изгиба с углами освобождения
Углы освобождения предотвращают защемление заготовки по всей рабочей поверхности калибра благодаря тому, что на отдельных элементах калибра одна сторона обрабатывается с небольшим углом относительно другой. При этом на обработанной поверхности уменьшается количество дефектов от скольжения валков по профилю.
Второй тип - основные валки без разъёмов и углов освобождения (рис.15.7,а) и с принудительными разъёмами (рис.15.7, б). К недостаткам этих валков можно
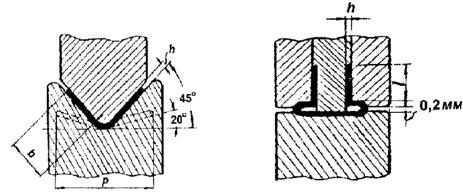
а) б)
Рис.15.7 - Основные валки второго типа:
а) без разъёмов и углов освобождения; б) с принудительными разъёмами;
h – толщина профиля; b – ширина полки; p – ширина нижнего валка в
предыдущей паре валков
отнести трудность фиксации профиля в калибре, отсутствие ограничений по ширине а так же отсутствие фиксации верхнего валка относительно нижнего. Эти недостатки затрудняют монтаж и наладку валковой пары и могут приводить к невыполнению формы и размеров профиля.
Третий тип - валки с калибрами закрытого типа (рис.15.8). Для обеспечения
а) б)
Рис. 15.8 - Основные валки третьего типа с закрытыми калибрами:
а) без разъёмов; б) с принудительными разъёмами
нормального давления на заготовку высоту бурта выбирают по формуле:
h0 = h - (d + D), (15.1)
где h0 - номинальная высота бурта; h - номинальная толщина заготовки;
d - абсолютно величина отрицательного допуска; D - гарантированный
зазор между валками, D = 0,12 - 0,15.
Валки третьего типа легко устанавливаются и быстро настраиваются, гарантируют более высокую точность профиля. Для изготовления валков легких и
средних состояний используют сталь 9х, Х12М и другие похожих характеристик твердостью НRC = 56-60 ед. Валки больших диаметров (свыше 300 мм) изготавливают из легированного чугуна CЧ 32 - 52, СЧ 35 - 56. Валки третьего типа легко устанавливаются и быстро настраиваются, гарантируют более высокую точность профиля. Для изготовления валков легких и средних состояний используют сталь 9Х, Х12М и другие похожих характеристик твердостью поверхности НRC = 56 - 60 ед. Валки больших диаметров (более 300 мм) изготавливают из чугуна CЧ 32 - 52, СЧ 35 - 56.
4 Вспомогательные ролики, проводки, планки, оправки
При профилировании на станах легких и средних типов используется большое количество вспомогательного инструмента. Вспомогательные ролики делят на боковые (рис.15.9, а) и верхние. По конструкции они одинаковы и предназначены
для направления, удержания профиля и выполнения дополнительных изгибов. Вспомогательные ролики выполняются не приводными, устанавливаются на под-
шипниках скольжения и свободно вращаются. Устанавливают их на промежуточных столах или кронштейнах. Для широких профилей ролики применяются вместе с направляющими планками (рис. 15.9,б).
а) б)
Рис.15.9 - Схема установки роликов:
а) боковых; б) направляющих
Направляющие планки разделяют на вводные, промежуточные и выводные. Вводные планки представлены на рисунке.15.10.

а) б)
Рис. 15.10. Вводные планки: с деревянным вкладышем (а) и
металлическим (б) ограничением ширины заготовки
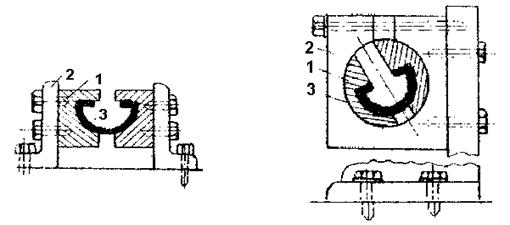
Выводные проводки устанавливают на выходе из последней пары валков на столах (рис.15.11, а) или в специальных кронштейнах, в которых их можно сориентировать, чтобы предотвратить скручивание профиля, если его "ведет" на выходе из калибра (рис.15.11, б ).
а) б)
Рис.15.11 – Вводные проводки, установленные на столе - а;
на специальном кронштейне - б;
1 – оправка; 2 кронштейн; 3 – вспомогательный ролик





