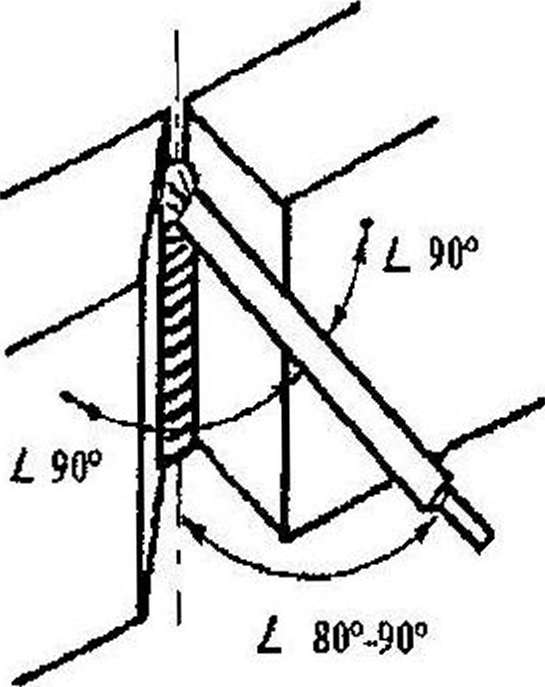
При сварке вертикальных швов применяется только короткая дуга. Сварочный ток по табл. № 2 в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва. Угол наклона электрода к вертикальной плоскости составляет 80° - 90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 48). При сварке электродом под углом 45° - 60° (рис. 49) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2 - 4 диаметра электрода с покрытием (табл. № 5).
| правильно неправильно
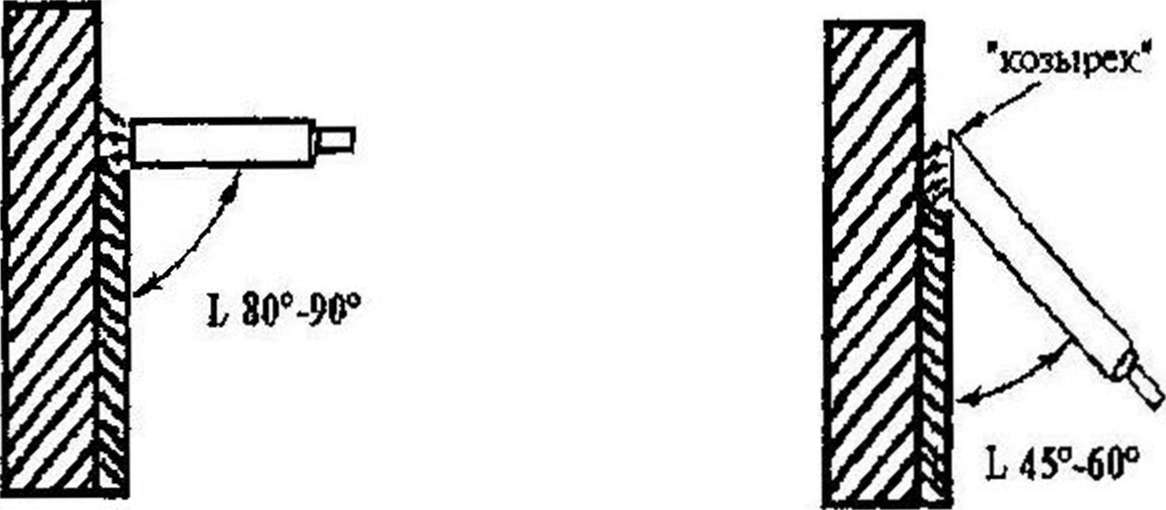
Рис. 48 Рис. 49
|
При сварке вертикальных швов рекомендуется применять два метода манипулирования - «лестница» и «дугой вперед», что позволит выполнить швы нормальной формы (рис. 50).
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода. Задержка по вре
мени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва. Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше - получил подрез и «выпуклый» валик. Передержал - наплыв и гру-
бая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва. Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика. Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Сварка корневого валика {рис. 51)
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
| 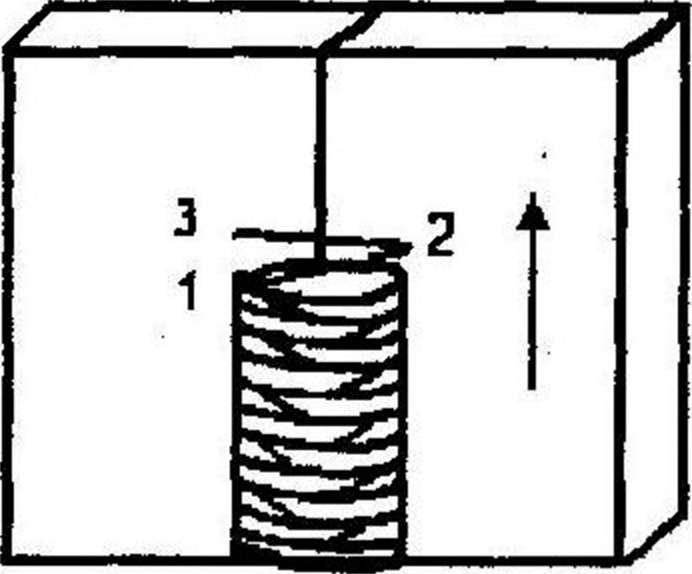
Рис. 50
|
1. Сварка «треугольником» (рис. 52) позволяет получить хорошее про- плавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне - 90 - 100 А при Х-образной разделке и минималь-
Рис. 51 Рис. 52
ный - 80... 90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 53) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и.подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки - 60... 90 А, для X - образной разделки - 90... 100 А.

| S-20 эл скдрода с покрытием
|

| S>20 элсЕтрода с покрытием
|
3, Сварка методом «лестница» (рис. 54) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным
подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках - максимальная, переход - более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А - для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение - замена электрода и сварка тонкого металла).
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке(рис. 55). Первый проход (из положения 1 в положение 2) следует производить быстро.

| S <20 эле ктрода с покрытием
|
| 
|

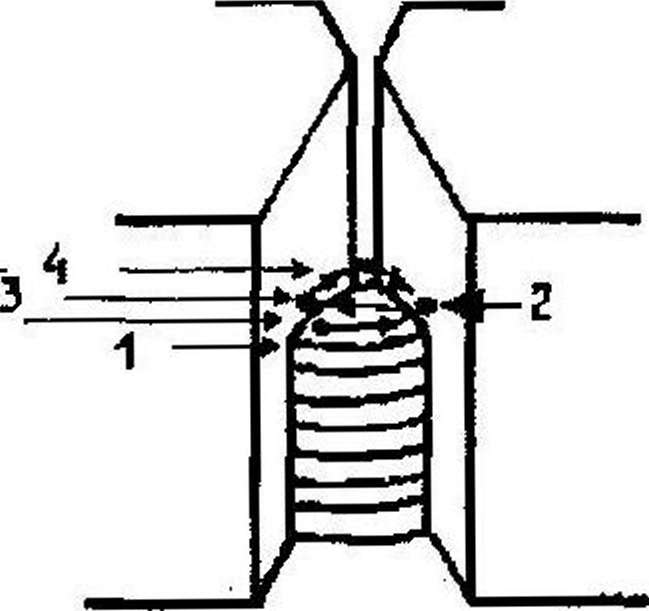
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку,
что позволяет сформировать обратный валик без «ямочек» на месте сты ковки электродов. Как только дуга начнет в основном гореть с лицевой сто роны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависи мости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти п предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после пер вого прохода по краю кратера необходимо (не допуская зашлаковки в зазо ре) сразу перемещать электрод в точку 4 (в зазор).
Второй корневой валик
Второй корневой валик (с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100 -11 OA. Повышенный сварочный ток необходим для хорошего про плавления обратной стороны корня шва. Предварительно нужно произве сти зачистку от шлака, а при необходимости - механическую выборку, ка показано на рис. 36 д.
В зависимости от полноты первого или второго корневого валика свар ку третьего производить со следующей манипуляцией:
а) когда корневой валик легкий (малого сечения) - вариант 2 или 3 манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) пр манипулировании доходить до кра* предыдущего валика и произвести за держку;
б) когда корневой валик полный (вариант 1), кроме манипулировани электродом для формирования «нормального» или «вогнутого» второго последующего третьего валиков, помогает в процессе сварки разворо электрода к проплавляемой стенке (плоскости). Это достигается развор том кисти руки. На рис. 56 показано, в какой момент удобней производит изменение угла электрода. В положении 1 дуга горит на плоскости «а» предыдущем валике, центр дуги направлен на край валика. Электрод ра положен приблизительно параллельно плоскости «б». Заполнив крате электродным металлом и не меняя положения электрода, плавно перейт в положение 2 до касания электродом плоскости «б», а дугой до края в лика. Почувствовав опору, произвести разворот кисти (не руки) так, чтоб электрод занял положение 3 (параллельное плоскости «а») и центром ду проплавлял край предыдущего валика и стенку «б». Заполнив кратер эле
тродным металлом и не меняя угол электрода, перейти в положение 4, проплавляя дугой предыдущий валик. Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При
чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.