

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
При разметочных работах необходимо соблюдать следующие правила безопасности труда:
– установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
– заготовки (детали) и приспособления надёжно устанавливать не на краю плиты, а ближе к середине;
– перед установкой заготовок (деталей) проверить плиту на устойчивость;
– следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободными;
– проверять надёжность крепления молотка на рукоятке;
– удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой.
Порядок проведения занятия
1. Ознакомиться с настоящим описанием.
2. Используя плакаты, стенды, другие наглядные пособия, изучитьинструкцию поохране труда при проведении разметочных работ и
основные понятия и определения, характеризующие разметку.
3. Ознакомиться с оборудованием и инструментами слесарной мастерской, применяемыми при разметке.
4. Научиться пользоваться измерительным (измерения линейкой измерительной металлической, штангенциркулем, микрометром, угломером, щупом) и разметочным (нанесение рисок при помощи металлической измерительной линейки и чертилки, кернение, пользование разметочным циркулем, центроискателями, рейсмасом) инструментом.
5. Научиться производить разметку плоских поверхностей (подготовка поверхности металла к разметке, нанесение рисок - взаимно перпендикулярных, параллельных, расположенных под углом друг к другу, разметка с отсчетом размеров от осевой линии и от кромки заготовки). Произвести разметку учебно-тренировочных пластин. Подготовка поверхности детали и заготовки к разметке. Произвольное нанесение прямолинейных рисок. Нанесение взаимопараллельных рисок. Нанесение замкнутых контуров из прямых линий. Кернение разметочных рисок. Кернение по прямым и криволинейным линиям
|
|
Контрольные вопросы
1. Назначение разметки.
2. Измерительный инструмент.
3. Инструмент, используемый при разметке.
4. Назначение разметочных приспособлений и их устройство.
5. Приемы плоскостной и пространственной разметки.
6. Способы разметки.
7. Безопасность труда при проведении разметочных работ.
8. В прямоугольной плитке (стальная поковка) размером 120х80х20 мм нужно разместить в середине прямоугольное отверстие размерами 60х30 мм. Какой инструмент необходим для разметки, и как её выполнить?
Практическое занятие №3
Правка и гибка металла.
Цель занятия
1. Изучить назначение и приемы правки, применяемые инструменты, приспособления. Приемы правки полосового, листового и пруткового материала, а также труб. Назначение и применение гибки. Инструменты, приспособления и оборудование, применяемое при гибке. Особенности гибки труб. Возможные дефекты при правке и гибке; меры их предупреждения. Техника безопасности при гибке и правке.
2. Научиться выполнять правку на плите листового и полосового материала,правку прутков, труб, уголкового материала. Рихтовка полосового, пруткового и листового материала после термической обработки. Гибка под различными углами полосового материала. Гибка труб из различных материалов, гибка колец.
В результате освоения данной темы обучающийся должен приобрести следующие умения У1-У4, У8
получить практический опыт О1, О2
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приёмами выполнения и применяемыми инструментами и приспособлениями.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Правка выполняется ручным способом на правильной плите или наковальне, машинным – на вальцах или прессах.
|
|
Правильные плиты изготавливают массивными из стали или чугуна размером 400х400; 750х1000; 1000х1500; 1500х2000; 2000х2000; 1500x3000 мм.
Рихтовальные бабки используются для правки (рихтовки) закалённых деталей, изготавливают их из стали и закаливают.
Для правки применяют молотки с круглым гладким полированным бойком (рисунок6 а).
Для правки закалённых деталей (рихтовки) применяют молотки с радиусным бойком (рисунок 6 б);корпус молотка выполняют из стали У10; масса молотка равна 400...500 г.
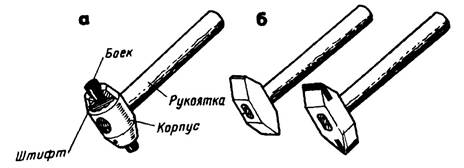
а – с круглым гладким полированным бойком; б – с радиусными бойками.
Рисунок 6 – Молотки рихтовальные
Молотки со вставными бойками из мягких металлов применяются для правки деталей с окончательно обработанной поверхностью.
Гладилки (деревянные или металлические бруски) применяют для правки тонкого листового и полосового металла.
Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм – плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Правка металла
Кривизну деталей проверяют на глаз или по зазору между плитой и деталью.
Во время правки важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне, правильной плите или надёжных подкладках, исключая возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке. Полосу располагают на правильной плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. По выпуклым частям наносят удары, регулируя их силу в зависимости от толщины полосы и величины кривизны: чем больше искривление и толще полоса, тем сильнее должны быть удары. Результат правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением линейки на полосу.
Правка прутка осуществляется следующим образом:после проверки на глаз на выпуклой стороне мелом отмечают границы изгибов, затем пруток укладывают на плиту или наковальню так, чтобы изогнутая часть находилась выпуклостью вверх, и наносят удары молотком.
|
|
Правка листового металла (рисунок 7) более сложна, чем предыдущие операции. При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл. Правку начинают с ближайшего к выпучине края (рисунок 7 а), по которому наносят один ряд ударов молотком в пределах, указанных зачернёнными кружками. Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к выпучине.
Рисунок 7 – Приемы правки листового материала
Если лист имеет волнистость по краям, но ровную середину, то удары молотком наносят от середины листа к краям (рисунок 7 б).
Тонкие листы правят лёгкими деревянными молотками – киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками (рисунок 7 в, г).
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01...0,05 мм.
В зависимости от характера рихтовки применяют молотки с закалённым бойком или специальные рихтовальные молотки с закруглённой стороной бойка.
Изделия толщиной более 5 мм, если они закалены не насквозь, а только на глубину 1...2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать, нанося удары по выпуклым местам. В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно – сначала по плоскости, а потом по ребру.
Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках. Прямолинейность проверяют на глаз или по просвету между прутком и плитой.
Правку валов (диаметром до 30 мм) выполняют на ручных прессах с применением призмы.
Правку наклёпом производят после укладки изогнутого вала на ровную плиту выпуклостью вниз, нанося небольшим молотком частые и лёгкие удары по поверхности вала. После возникновения на поверхности наклёпанного слоя просвет между валом и плитой исчезает, и правку прекращают.
|
|
Оборудование для правки
В основном, на предприятиях применяют машинную правку на правильных вальцах, прессах и специальных приспособлениях.
Гибочные вальцы бывают ручными и приводными. На ручных и приводных трёхвалковых гибочных вальцах правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины.
Листогибочная трёхвалковая машина имеет расположенные один над другим валки, которые регулируются в зависимости от толщины заготовки, удаляясь друг от друга или сближаясь. Заготовку устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками до полного устранения выпучин и вмятин.
Правка валов и угловой стали на винтовых прессах применяется в тех случаях, когда правка молотком не обеспечивает должного результата.
Некоторые особенности имеет правка угловой стали. Деформированный уголок устанавливают в призме на столе пресса, между полками уголка устанавливают закалённый стальной валик. При нажиме винтом пресса валик придаёт уголку соответствующую форму. Листы, полосы и ленты правят на листоправочных станках, горизонтальных правильнорастяжных машинах и пневматических молотах.
Сварные соединения, имеющие коробления, подвергаются холодной правке вручную с помощью деревянных и стальных молотков на плитах, наковальнях и т. д. Холодную правку выполняют особенно осторожно.
|
|
|

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!