8.1 Тепловую правку конструкций производят следующими методами:
- безударным методом (кратковременным местным нагревом - кругами, штрихами, полосами и треугольниками) с естественным или искусственным охлаждением без механического воздействия). Указанный метод рекомендуется для правки местных деформаций со стрелкой прогиба, не превышающей 3-х допустимых для данной конструкции значений допуска;
- комбинированным методом (кратковременным местным нагревом с механическим воздействием и естественным или искусственным охлаждением). Указанный метод рекомендуется применять в соответствии с РД 5.9621 для правки местных деформаций со стрелкой прогиба, составляющей от трех до пяти допустимых для данной конструкции значений допуска:
- нагрев конструкции в процессе правки может осуществляться:
- ацетилено-кислородной пламенем односопловой или многосопловой горелки
- неплавящимся электродом в среде защитных газов с присадкой
(применение газов-заменителей ацетилена менее эффективно).
8.2 Правку местных деформаций конструкций необходимо выполнять способом, который даёт наибольший эффект при минимальных затратах. При этом должны быть обеспечены требуемая работоспособность, механические свойства и внешний вид.
Технология правки.
9.1 Общие технологические указания
9.1.1 Перед правкой конструкций в составе корпуса необходимо закончить все сварочные работы в районе данной конструкции, выполнить сварку секционных стыков и предъявить выполненную работу представителю отдела 230. Предварительную правку конструкций в районе незаверенных (недоваренных) участков сварных соединений на расстоянии менее 1 м производить запрещается. Правку узлов и секций выполнять по типовому технологическому процессу после окончания всех сборочно-сварочных работ по изготовлению данной конструкции.
9.1.2 В первую очередь необходимо править более жесткие конструкции (борта, палубы и т.д.), а затем менее жесткие (перегородки, выгородки и т.д.). В самих конструкциях, в первую очередь, необходимо править набор, а затем полотнище или набор с полотнищем одновременно.
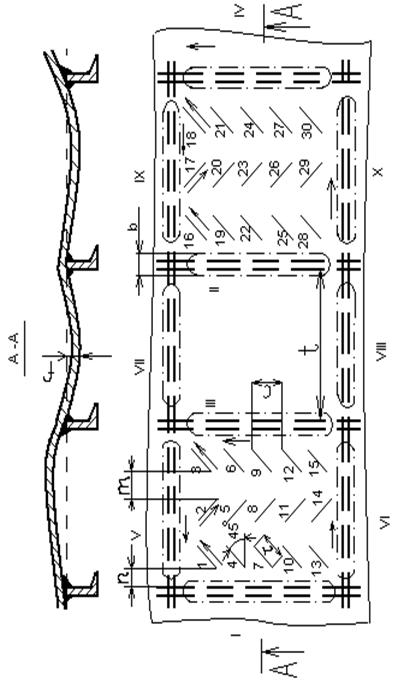
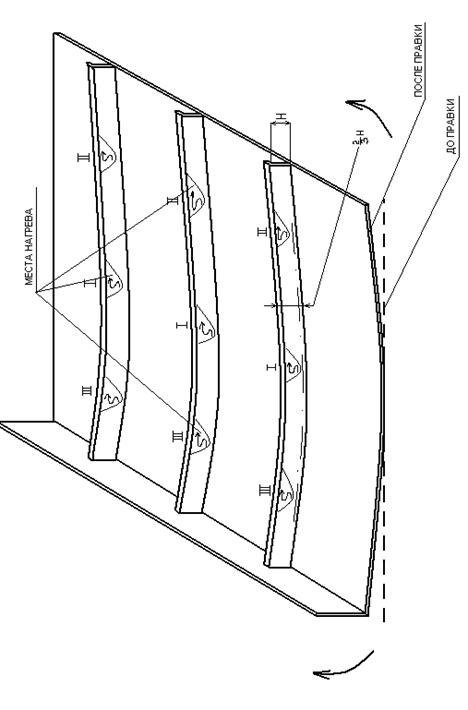
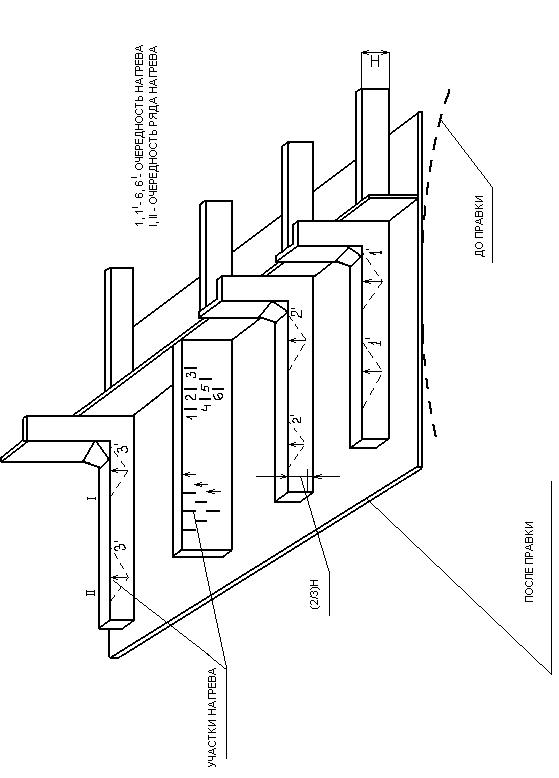
9.1.3 При правке многоярусных надстроек, в первую очередь, рекомендуется править перекрытия между ярусами, а затем наружные стенки. Правку надстроек по ярусам следует производить, начиная с первого (нижнего) яруса (Приложение Г Рисунок 1).
9.1.4 При правке конструкций, на которых установлено насыщение (оборудование, приборы и коммуникации), должны быть приняты меры, исключающие его повреждение.
9.1.5 Максимально допустимая температура нагрева металла при правке, а также минимально допустимая температура окружающей среды должны соответствовать данным таблицы 3.
9.1.6 При безударном и комбинированном методах правки нагрев выправляемых участков конструкций производится:
- кругами - при правке бухтин тонколистовых конструкций с толщиной металла 4 мм и менее;
- штрихами, полосами - при правке бухтин, "ребристости", "домиков";
- треугольниками - при правке общего изгиба балок и волнистости по свободным кромкам.
Примечание:
Нагрев выправляемых участков конструкций с использованием линий спиралевидной формы не допускается, так как приводит к перегреву металла (вследствие большой площади нагрева), снижению пластических свойств и, как следствие, отсутствию возможности повторной правки данной конструкции из-за недопустимости пересечения полос нагрева.
9.1.7 При правке тепловым безударным или комбинированным методами рекомендуется применять естественное или искусственное охлаждение от 500°С и ниже водой или обдувом струей сжатого воздуха для всех материалов, кроме сталей марок СтЗпс и СтЗкп, для которых охлаждение водой не допускается. Охлаждение водой должно производиться равномерным смачиванием по всей поверхности в виде дождя после нанесения всех линий нагрева в районе одной шпации.
9.1.8 При комбинированном методе правки необходимо производить предварительный упругий выжим деформированных участков. Приспособления или грузы, используемые при комбинированном методе правки, необходимо устанавливать до нагрева выправляемых участков.
9.1.9 Удары молотком или кувалдой производить в исключительных случаях сразу после остывания нагретых участков до температуры 500°С.
9.1.10 Повторный нагрев одних и тех же участков не допускается. Перекрещивание полос (штрихов) нагрева не допускается.
9.1.11 Кратеры "холостых валиков" и "холостых проходов" при нагреве электрической дугой неплавящимся электродом должны быть тщательно заварены.
9.1.12 Максимально допустимые размеры участков, нагретых до оптимальной температуры, определяются в соответствии с Таблицей 4.
9.1.13 Правка конструкций должна выполняться до испытаний отсеков на непроницаемость и герметичность.
| Марка материала
| Толщина выправляемого металла, мм
|
| 2-3
| 3-5
| 5-6
| 6-10
| 10-15
| 15-20
| св. 20
|
| Ст3сп, Ст3пс,
A,B,D,E
09Г2,10ХСНД,
A32,A36,
D32,D36,
E32,E36,
F32,F36,
A40,D40,E40
| 8-10
| 12-15
| 20-25
| 25-30
| 30-35
| 35-40
| 40-45
|
| Стали типа Ю3
| 8-10
| 12-15
| 20-25
| 25-30
| 30-35
| 20-25
|
| Примечания:
1 Длинна каждого штриха нагрева при правке безударным методом должна составлять (5-7)B,но не более тридцати толщин выправляемого металла, где В - ширина полосы нагрева.
2 Расстояние между полосами нагрева - не менее 6В, где В - ширина полосы нагрева.
|
Таблица 4. - Ширина полос (штрихов) в и диаметр пятен нагрева при безударном и комбинированном методе правки.
9.1.14 Увеличение размеров нагреваемых участков сверх указанных значений не допускается, и может привести к образованию местных сломов участков конструкции, снижающих эффект правки, ухудшающих внешний вид и работоспособность конструкции.
9.1.15 Необходимая ширина нагрева полос (штрихов) В, приведенная в таблице 4, достигается перемещением источника тепла (горелки) с заданной скоростью:
- прямолинейно без колебательных движений горелкой (рисунок 1).
В этом случае, ширина нагреваемых полос должна быть не более 8 мм - при нагреве электрической дугой, и не более 12 мм - при нагреве ацетилено - кислородным пламенем;
- зигзагообразно без колебательных движений горелкой (рисунок 2).
В этом случае, ширина нагреваемых полос более 12 мм.
9.1.16 Перемещение источника тепла при нагреве "треугольником" показано на рисунке 3. При этом, при нагреве ацетилено-кислородным пламенем следует совершать зигзагообразные движения горелкой (рисунок 3а). При нагреве электрической дугой следует производить прямолинейное перемещение горелки (рисунок 3б).
9.1.17 Режимы правки некоторых наиболее часто встречающихся общих и местных деформаций конструкций приведены в таблицах А.1 - А.2 приложения А.









9.2 Правка конструкций с бухтиноватостью.
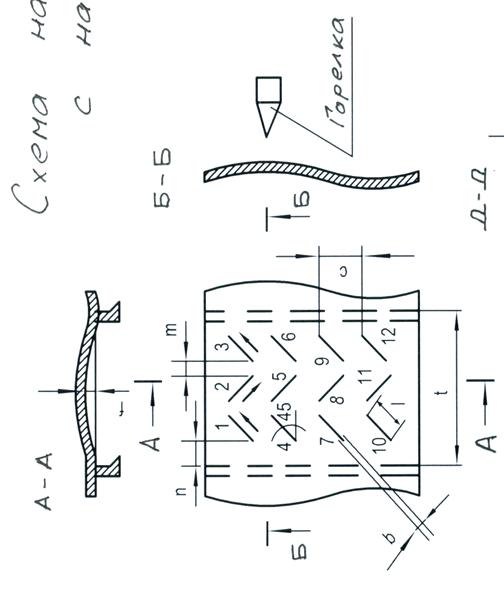
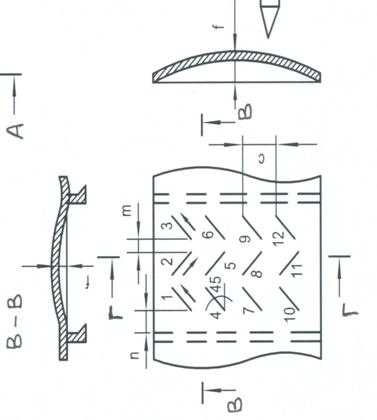
9.2.1 Бухтины не изолируемых и не зашиваемых тонколистовых конструкций (наружные стенки надстроек, переборки и выгородки) устраняют тепловым безударным методом (рисунок 4). Изолируемые и зашиваемые тонколистовые конструкции, а также все жесткие конструкции из листов толщиной более 10 мм правят комбинированным методом. Последовательность нагрева пятен и полос по площади бухтины подбирается индивидуально. Полосы и пятна нагрева располагают на расстоянии не менее 100 мм от элементов набора. Правку обшивки производят в соответствии с рисунками 4-7. Схема измерений стрелок прогиба местных сварочных деформаций обшивки криволинейной формы приведены в приложении В.
9.2.2 Бухтины, со стрелкой прогиба, превышающей значения трехкратного допуска в конструкциях устраняют путем разреза полотна по середине бухтины с последующим выполнением разделки кромок, выравнивания, сборки стыка и сварки на режимах, аналогичных режимам сварки подобных стыков конструкции (рисунок 5). Разрезание полотна производится вдоль направления бухтины (по большей оси эллипса, очерчивающего границы бухтины). Разрезание производить газовым резаком. Перед резкой бухтины в начале и конце разрезаемого участка должны быть просверлены отверстия диаметром, равным толщине обшивки, но не более 10мм.
9.3 Правка конструкций с ребристостью.
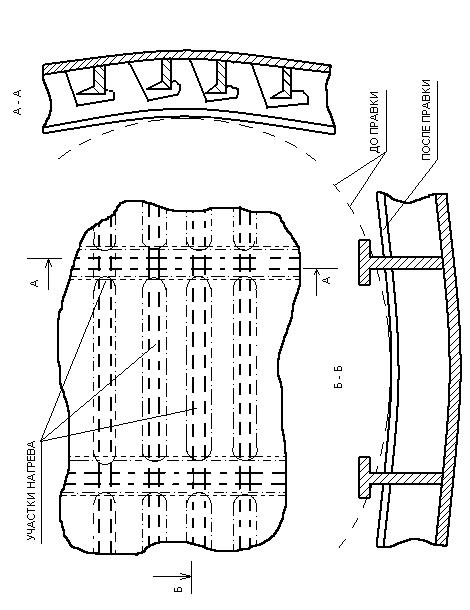
9.3.1 Бухтины типа чередующихся впадин (ребристость) устраняют нагревом обшивки с наружной стороны над ребром (рисунки 8,9).
9.3.2 Нагрев обшивки целесообразно вести через одно ребро. Если после остывания ребристость превышает допустимую величину, правку продолжают нагревом над пропущенными ребрами. Ширина полос в определяется по формуле В= 8+2К+ 10(мм) (рисунок 8), где 8 - толщина стенки, К - величина катета углового шва.
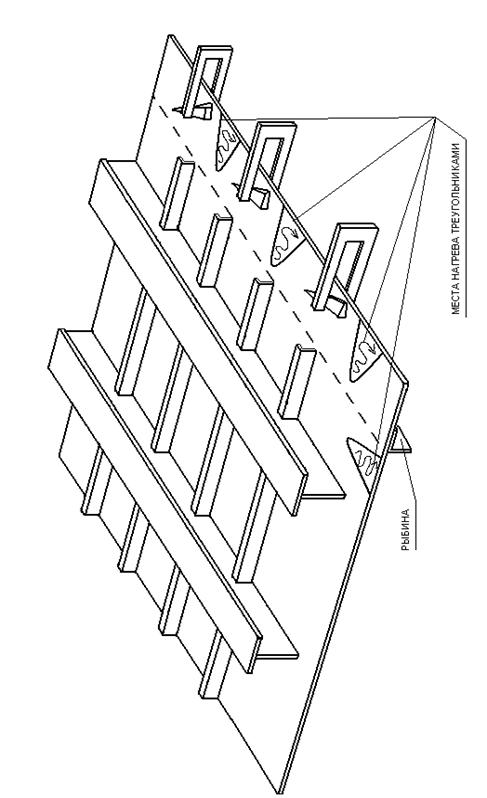
9.4 Правка конструкций с волнистостью и заломом кромок.
9.4.1 Конструкции с волнистостью правят при закреплении кромки "рыбиной" путем нагрева отдельных участков "треугольниками" (рисунки 10,11).
9.4.2 Правку конструкций с заломом кромок следует производить механическим путем с помощью вилки (обратного пластического отгиба кромки), либо путем обратного упругого выгиба до теоретического положения с нагревом полотнища обшивки полосой вдоль линии приварки крайнего набора.























































9.5 Правка конструкций с "домиками"
9.5.1 "Домики", образующиеся в районе стыковых сварных соединений устраняют следующими способами:
- нагревом полотнища полосами вдоль сварного соединения с выпуклой стороны "домика" на расстоянии от 20 до 30 мм от сварного шва с механическим воздействием. Устранение "домиков" по концам стыков и пазов полотнища производят нагревом концов полотнища (рисунок 13);
- подваркой сварного шва после предварительной газовой или воздушно-
дуговой строжки части шва с выпуклой стороны "домика" на глубину не более 2/3 толщины металла.
9.5.2 При величине "домика" превышающей трехкратное значение допуска для стальных конструкций, "домик" следует устранить путем разреза части или всего соединения с последующей разделкой кромок, выравниванием, сборкой и сваркой стыка.
9.5.3 Конструкции с "домиками" по монтажным стыкам на криволинейных участках правят путем нагрева и одновременного выжима обшивки домкратами (рисунок 12). Допускается перед нагревом создать предварительный упругий выжим. Выжим рекомендуется производить домкратами или приспособлениями типа "рыбий хвост". Нагрев производят полосами шириной до 15 толщин одновременно по обе стороны сварного шва до температуры от 200 до 300°С (при правке стальных конструкций). Нагреваемые участки обшивки должны быть не ближе 50 мм от сварных швов.
9.6 Правка конструкций с общим изгибом. Правка секций.
9.6.1 Правку общего изгиба конструкций тепловым безударным или комбинированным методами производят путем местного нагрева набора или полотнища в зависимости от конструкции и характера деформации.
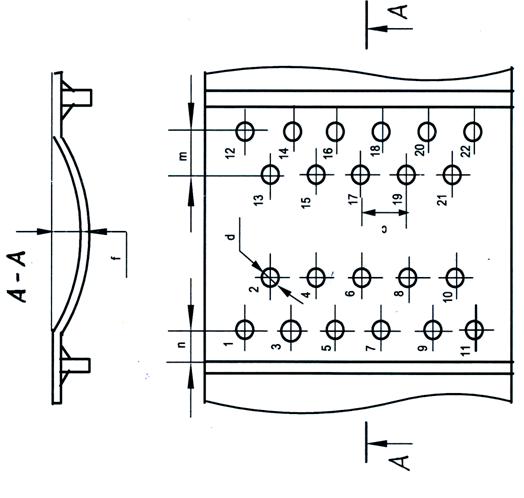
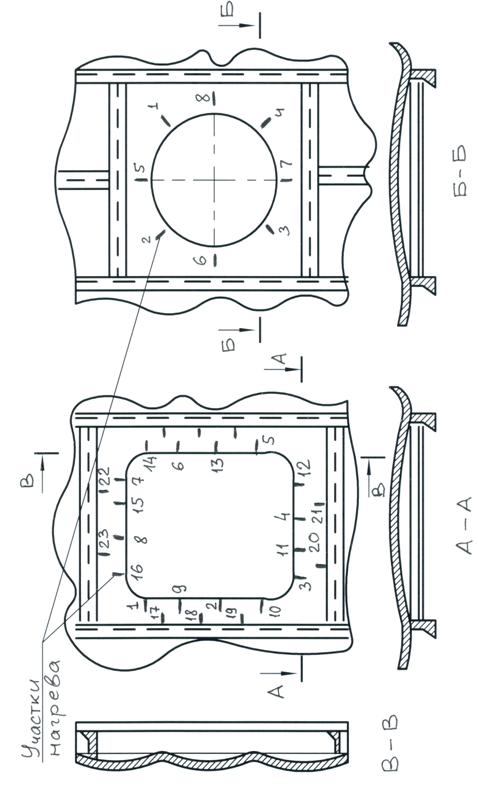
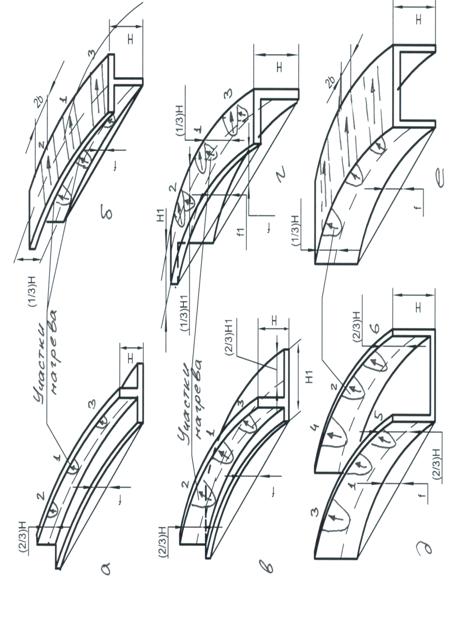
9.6.2 Правку плоскостных секций, получивших изгиб в сторону обшивки ("развал"), производят путем местного нагрева набора, параллельного плоскости изгиба (рисунки 14-18). При этом в первую очередь производят нагрев основного набора, затем вспомогательного. На рисунке 14 показаны положения секции после правки и до правки.
9.6.3 Правку сварных балок производят в соответствии с рисунками 19-21.
9.7 Особенности правки конструкций из низкоуглеродистых и низколегированных сталей.
9.7.1 Безударный и комбинированный методы правки конструкций из стали марок СтЗ, 09Г2, 10ХСНД допускается производить нагревом газовым пламенем, электрической дугой холостыми валиками и электрической дугой неплавящимся электродом холостыми проходами (без присадки). Из всех допустимых методов правки предпочтительным является правка нагревом газовым пламенем. Режимы правки указаны в таблице А.1 приложения А.














9.7.2 Конструкции, к внешнему виду которых предъявляются повышенные требования (наружные стенки надстроек, неизолируемые помещения, настилы открытых частей палуб и мостиков), правят безударным методом, а также разрезанием основного металла (9.2.2) с последующей сваркой и зачисткой заподлицо дополнительных швов, с установкой, при необходимости, дополнительных ребер жесткости (ребра жесткости остаются, как штатные по согласованию с проектантом).
9.7.3 Правка нагревом электрической дугой неплавящимся электродом холостыми проходами допускается для неответственных конструкций из стали СтЗ,09Г2,10ХСНД,A,B,D,E,A32,A36,D32,E32,E36,F32,F36,A40,D40,E40,F40 толщиной до 8 мм. Режимы правки приведены в таблице А.2 приложения А.
9.7.4 В процессе нагрева выправляемых участков осуществляется контроль температуры нагрева, не допуская превышения значений допустимых температур (см. таблицу 3).
9.8 Особенности правки конструкций из стали типа Ю3
9.8.1 Для конструкций из стали типа Ю3 допускается правка безударным и комбинированным методами предпочтительно выполнять нагревом газовым пламенем, используя режимы, указанные в таблице А.1 приложение А, при условии применения наконечника на один номер меньше для соответствующих толщин.
9.8.2 В процессе нагрева выправляемых участков рабочим, производственным и контрольным мастерам необходимо осуществлять контроль температуры нагрева, не допуская превышения значений допустимых температур (см. таблицу 3). В случаем перегрева металла наблюдается появление дополнительных «выпучин» и изломов, а также потеря механических свойств металла. В таких случаях прекращают нагрев и быстро охлаждают нагретые участки водой или обдувом сжатым воздухом.