• механизмы автоматического счета, взвешивания и упаковки.
Машины и механизмы в зависимости от сложности и габаритных размеров разделяются на некоторое число сборочных единиц (узлов) и деталей.
Деталь — изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций.
Сборочная единица — изделие, составные части которого соединяют между собой на предприятии-изготовителе сборочными операциями.
Различают детали машин общего и специального назначения.
К деталям машин общего назначения относятся элементы разъемных и неразъемных соединений (болты, гайки, шпонки, штифты), части механических передач, основанные на использовании трения и зацепления (шкивы, зубчатые колеса), а также валы, оси, муфты, подшипники, пружины, корпусные детали.
Детали машин специального назначения — это детали, встречающиеся только в от дельных видах машин (поршни, шатуны, лопатки турбин, клапаны, шпиндели и др.).
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Разъемными называются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей.
К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, а также соединения, осуществляемые переходными посадками.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовыми соединениями называют разъемные соединения деталей и узлов, полученные с помощью резьбовых крепежных деталей (болтов, шпилек с гайками, винтов) или с помощью резьбы, непосредственно нанесенной на соединяемые детали.
Болты имеют шестигранную или квадратную головку и стержень с резьбой.
По обработке поверхностей болты бывают:
1. Чистыми- у которых полностью обработана головка и чисто обточен стержень
2. Получистыми- у которых обточены только опорная поверхность головки и торец стержня
3. Черные- у которых стержень и головка остались необработанными после штамповки или ковки. Применяют для неответственных соединений
По назначению болты бывают:
1. Фундаментные - предназначены для закрепления машин на фундаменте и выполняются в виде длинных стержней с резьбой на одном конце (другой конец загибается под углом 90° или полукольцом).
2. Призонные болты представляют собой конические штифты, затягиваемые с помощью резьбы. Назначение призонных болтов - предотвратить взаимное боковое смещение соединяемых деталей
3. Грузовые рым-болты - болты имеют вместо головки кольцо для захвата и применяются для поднятия машин.
4. Откидные винты представляют собой винты с головкой, допускающей поворот винта вокруг оси, перпендикулярной оси винта. Они позволяют быстро зажимать и освобождать соединяемые детали и поэтому широко применяются в приспособлениях для закрепления деталей, обрабатываемых на станках.
5. Установочные винты применяют при фиксировании одной детали относительно другой. Такими пиитами закрепляют детали, насаженные на оси или валы (например, установочные кольца, дистанционные фтулки, рычаги, рукоятки и т. д.).
Шпильки — стержни с резьбой на обоих концах, устанавливают в корпусе редукторов, компрессоров, насосов, паровых машин и т. д. для крепления съемных крышек.
Гай к и в зависимости от назначения бывают различной формы и конструкции: шестигранные, квадратные, корончатые и т. д.
По чистоте обработки поверхностей гайки, как и болты, делятся на чистые, получистые и черные.
Черные гайки имеют одну фаску, а чистые и получистые — одну или две. При сборке чаще применяют чистые и получистые гайки.
Шайбы часто подкладывают под гайки при сборке резьбовых соединений. Они бывают черные без фаски, штампованные из листа и чистые с фаской, точеные на станке.
Штифты конические и цилиндрические- для фиксации соединяемых деталей (если болты вставляют в отверстие с зазором) и разгрузки болтов от боковых усилий
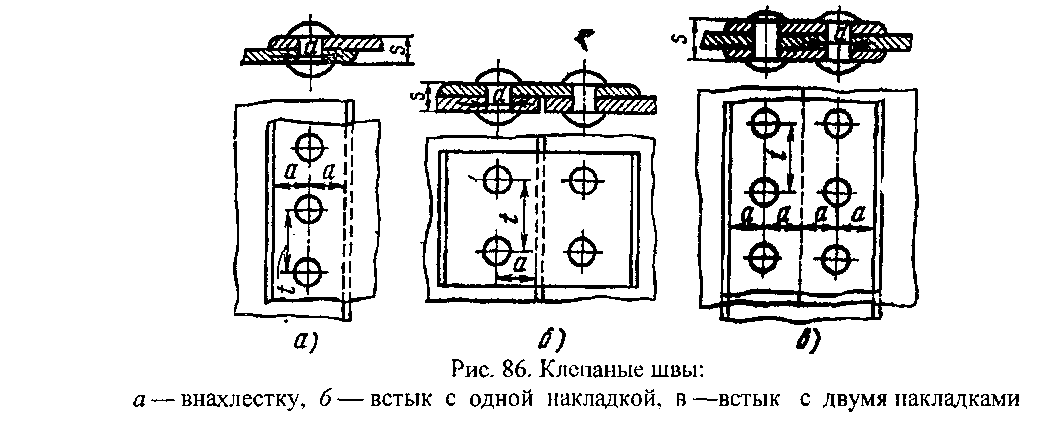
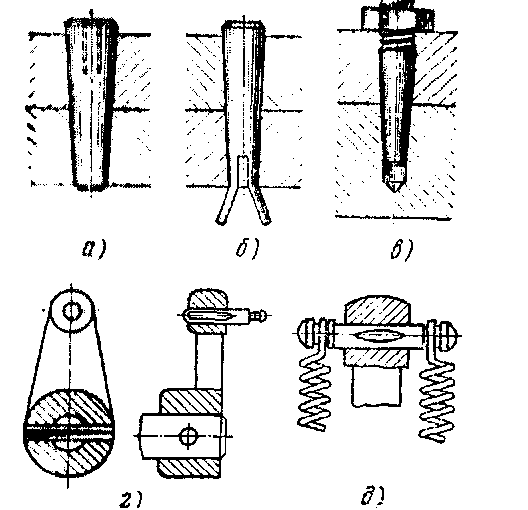 Рис. 76. Штифты:
а- конический, б- конический разводной, в - конический с резьбой, г — цилиндрический, д — с насечкой
Рис. 76. Штифты:
а- конический, б- конический разводной, в - конический с резьбой, г — цилиндрический, д — с насечкой
| Конические штифты бывают:
1. гладкие (рис. 76, а) имеют конусность 1:50 и применяются в соединениях, подверженных вибрации или толчкам,
2. разводные (рис. 76, б) - концы штифта слегка разводят, что предохраняет штифт от выпадения при толчках.
3. с резьбой на одном конке (рис. 76, в). - устанавливают в тех случаях, когда вставляют его в глухое отверстие, из которого его нельзя извлечь. Дня извлечения штифта из гнезда на нарезанный его конец навинчивают гайку,
|
Цилин дрические штифты могут быть:
1. гладкие - удерживаются в отверстии в результате натяга, создаваемого при посадке,
2. с насечкой - удерживаются в отверстии острыми гранями канавок (рис. 76, г), не требуют развертки отверстий и обеспечивают надежное закрепление. Штифты с канавками допускают повторные сборки и разборки. В отличие от гладких их преимущественно применяют для передачи нагрузки, а не для точного фиксирования взаимного положе-ния деталей. Они используются в качестве мелких осей (рис. 76, д).
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпонки предназначены для передачи вращения между двумя деталями, сидящими одна в другой, или для движения деталей вдоль оси.
Для установки шпонок на деталях делают углубления— шпоночные канавки по формам и размерам шпонок. При неподвижных соединениях шпонку устанавливают в паз вала плотно или даже с натягом, а в пазу втулки создается более свободная посадка.
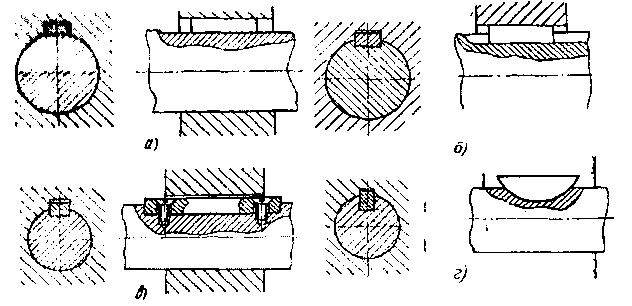
| 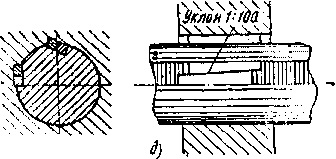 Рис. 80. Типы шпонок:
а- клиновая на лыске, б- клиновая врезная, в- направляющая, г- сигментная, д- тангенциальная
Рис. 80. Типы шпонок:
а- клиновая на лыске, б- клиновая врезная, в- направляющая, г- сигментная, д- тангенциальная
|
Клиповые шпонки (рис. 80, а) представляют собой клин с уклоном 1: 100,который запрессовывается между валом и ступицей
Призматические шпонки (рис. 80, 6) обеспечивают лучшее центрирование вала с сопрягаемой деталью и образуют неподвижные, так и скользящие соединения. Призматические шпонки закладывают в шпоночные канавки так, чтобы между верхней гранью шпонки и дном канавки верхней детали был зазор. Крутящий момент передается боковыми гранями шпонки, поэтому призматические шпонки должны иметь гарантированным натяг по боковым сторонам в шпоночной канавке.
Направляющие шпонки (рис. 80, в) применяют в тех случаях, когда детали должны свободно перемещаться вдоль вала. Направляющие шпонки крепят на валу винтами.
Сегментные шпонки (рис. 80, г) работают так же, как и призматические, но применяют их только для неподвижных соединений. Крутящий момент передается через боковые стороны шпонок и пазов. Основным преимуществом соединения сегментными шпонками является простота и дешевизна изготовления шпонок и шпоночных пазов.
Тангенциальные шпонки (рис. 80, д), как и клиновые, состоят из двух клиньев с уклоном 1:100. Широкая грань тангенциальной шпонки направлена по касательной к цилиндрической поверхности вала. Затягивание осуществляется ударами молотка по торцу широкой части одного из клиньев. Такие шпонки ставят при диаметрах вала более 100 мм.
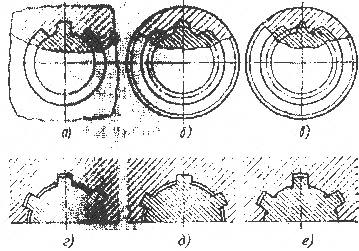
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевые соединения образуются выступами и впадинами вала и ступицами по всей окружности сопряжения, направленными вдоль оси.
Они предназначены для передачи больших крутящих моментов. По сравнению со шпоночными такие соединения имеют следующие преимущества:
1. Более точное центрирование детали по валу.
2. Вал почти не ослаблен, особенно при большом количестве шлицев, когда
впадины можно сделать неглубокими.
3. При сборке шлицевых соединений не требуется никаких пригоночных операций, так как после механической обработки деталей таких соединений получается полная их взаимозаменяемость.
На рис. 81, а, 6, в показаны прямобочные, эвольвентные и треугольные профили шлицев.
ТРУБНЫЕ СОЕДИНЕНИЯ
Жидкости и газы обычно перекачивают насосами или компрессорами по трубопроводам. Трубы бывают чугунные, стальные, медные, латунные, алюминиевые. Наиболее распространены стальные трубы. Чугунные трубы применяют для отвода в канализационную сеть загрязненнойводы, а медные, латунные и алюминиевые — для подачи горючих и смазочных материалов.
По способу изготовления стальные трубы делятся на две группы; сварные и бесшовные (цельнотянутые).
Если трубопровод не требует разборки, то трубы сваривают. Если соединение труб разъемное, применяют фланцы или фитинги.
Соединение труб на фланцах.
Фланцевое соединение труб как более надежное используют в ответственных трубопроводах.
По характеру присоединений фланцев к трубам различаютчетыре типа соединений:
1. приварка встык (рис. 83, а):
2. соединение на резьбе (рис. 83, б);
3. соединение развальцовкой (рис. 83,в, г);
4. соединение разбортовкой труб (рис. 83, д).
Чтобы создать герметичность, между фланцами укладывают прокладки из мягкого упругого материала. После укладки прокладок устанавливают болты или шпильки.
|
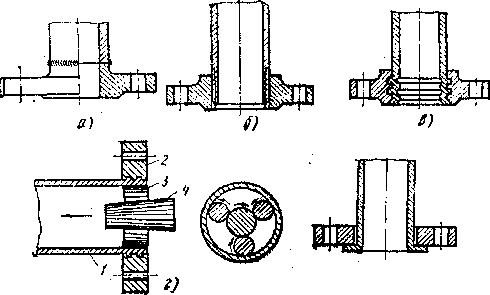
Рис. 83. Соединение труб на фланцах:
а- приварка встык, б- на резьбе, в- развальцовкой,
г- схема работы вальцовки; 1- труба, 2-фланец, 3- ролик, 4-конус вальцовки,
д- разбортовкой.
|
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения или недопустимых остаточных деформаций одного из элементов конструкции.
Неразъемные неподвижные соединения осуществляются
- механическим путем (запрессовкой, склепыванием),
- с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием)
СОЕДИНЕНИЕ ДЕТАЛЕЙ СВАРКОЙ
Сварка — процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Посредством сварки соединяют преимущественно детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмассы и керамики или их сочетаний.
СОЕДИНЕНИЕ ДЕТАЛЕЙ ПАЯНИЕМ
Паянием называют процесс образования неразъемного соединения материалов при помощи расплавленного металла или сплава, называемого припоем. От сварки паяние отличается тем, что кромки соединяемых материалов не расплавляются, а только нагреваются до температуры плавления припоя. Припои имеют более низкую температуру плавления, чем соединяемые материалы. Припой расплавляется и затвердевает в зазоре между поверхностями соединяемых деталей.
Основным достоинством паянии является то, что соединяемые материалы не нагревают до высоких температур, что сохраняет их физические и механические свойства,
Различают два вида паяния:
4. легкоплавкими припоями - имеют температуру плавления до 500° С и незначительную механическую прочность (5- 7 кГ/мм2).
5. тугоплавкими припоями - имеют температуру плавления выше 500° С. Такими припоями можно получить прочность паяного соединения, близкую к прочности основного металла соединяемых деталей.
СОЕДИНЕНИЕ ДЕТАЛЕЙ КЛЕПКОЙ
Клепкой называется процесс получения неразъемных соединений при помощи заклепок. Соединение деталей осуществляется деформированием (расклепыванием) выступающего стержня заклепки, из которого образуется другая головка (замыкающая).
Клепку мелкими заклепками с диаметром стержня до 8—10 мм выполняют в холодном состоянии, а заклепками с диаметром стержня более 10 мм — в нагретом состоянии (горячая клёпка) Клепка может быть ручная и механизированная.
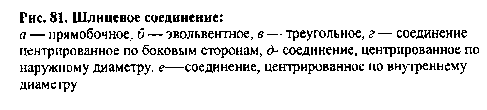
ВИДЫ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Заклепочный шов - один или несколько рядов заклепок, расположенных в определенном порядке для получения неразъемного соединения
I. По назначению клепаные швы делятся на три вида:
1. прочные- применяемые для соединения ферм, мостов, колонн, и т. п.;
2. плотные- используемые при изготовлении баков, сосудов, резервуаров и других изделий (такие швы должны обладать высокой герметичностью; для повышения герметичности между склепываемыми листами ставят различные прокладки или шов чеканят);
3. прочно-плотные, применяемые при склепывании резервуаров с высоким внутренним давлением (наряду с прочностью такой шов должен обладать хорошей герметичностью; герметичность прочно-плотных швов достигается чеканкой).
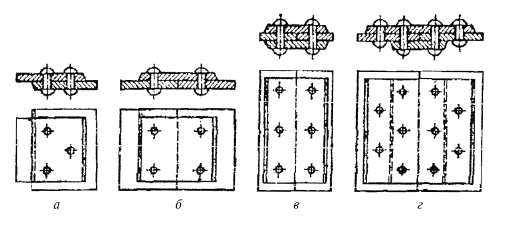
II. По характеру расположения соединяемых деталей различают:
1. соединения внахлестку (рис. 86, а), когда один лист накладывают на другой;
2. соединения встык, когда листы подводят встык и соединяют наложенной на них одной накладкой (рис. 86, б) или двумя (рис. 86, в).
III. По расположению заклепок швы делятся на:
1. однорядные,
2. двухрядные,
3. многорядные,
4. параллельные
5. шахматные. (рис. 86 г)
СОЕДИНЕНИЕ ДЕТАЛЕЙ СКЛЕИВАНИЕМ
Склеивание деталей — это вид сборки неподвижных неразъемных соединений, при котором между поверхностями деталей сборочного узла вводится слой специального вещества, способного неподвижно скреплять их — клея. Склеивание как метод сборки неподвижных соединений находит в последнее время все большее распространение, так как можно получить клеевые швы, по прочности не уступающие основному материалу.
Механическая прочность склеенного соединения зависит:
• от вида и качества клея,
• от качества склеиваемых поверхностей,
• от толщины слоя клея и равномерности его распределения,
• от соблюдения температурных и других режимов.
Важнейшее свойство любого клея — это адгезия, т. е. способность сцепляться с поверхностью материала. Адгезия может быть различна в зависимости от вида клея и характера склеиваемых поверхностей.
Наиболее распространенные клеевые соединения:
• внахлестку
• врезные (шунтовые)
• со вставными элементами
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ