

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
Вертикально-фрезерные станки могут быть консольные и бесконсольные.
Вертикально-фрезерные консольные станки (Рис.2.5) имеют вертикально расположенную шпиндельную головку, которая может поворачиваться в вертикальной плоскости, и консольную подвеску стола с механизмами подачи.
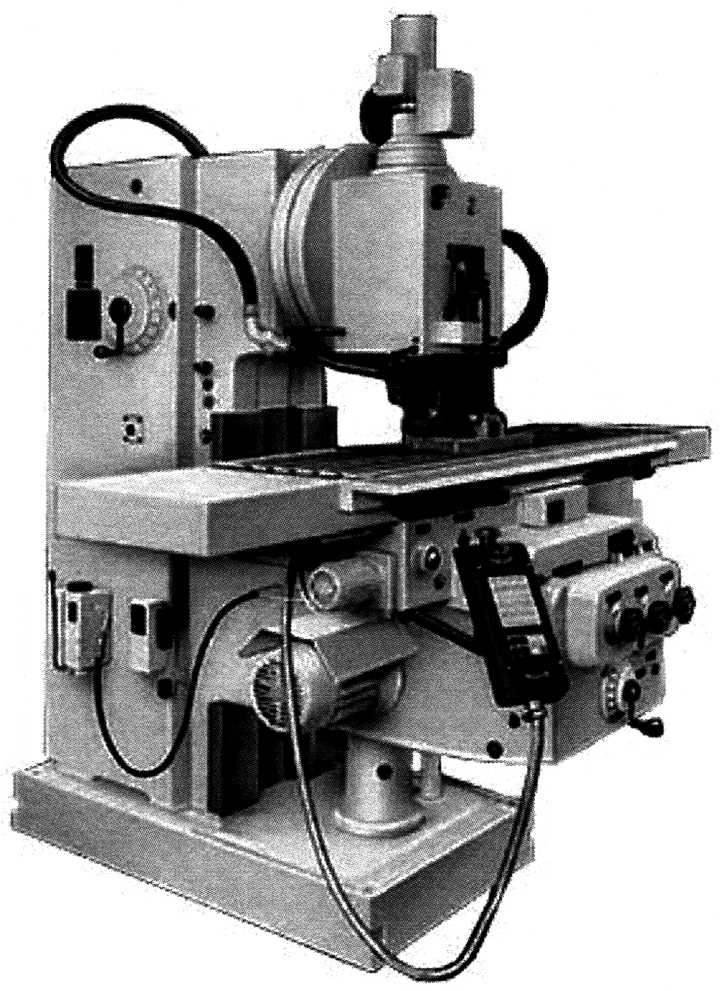
Рисунок 2.5. Вертикально-фрезерный консольный станок FSS-350R.
Бесконсольные вертикально-фрезерные станки имеют стол, установленный на основании станка, и шпиндельную бабку, которая вместе с фрезой может перемещаться в вертикальном направлении. На таких станках можно обрабатывать тяжелые и громоздкие детали.
Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому для скоростной обработки больших и тяжелых деталей применяют фрезерные станки без консоли, так называемые бесконсолъно-фрезерные станки; однако такие станки менее универсальные, чем консольные.
Стол такогостанка имеет продольное перемещение вдоль горизонтальных направляющих салазок, которые имеют поперечное перемещение по направляющим станины. Таким образом, стол бесконсольно-фрезерных станков имеет только горизонтальное перемещение в продольном и поперечном направлениях (крестовый стол). Вертикальное перемещение получает шпиндельная головка с фрезой толькопо вертикальным направляющим стойки.
4) Продольно-фрезерные станки
Горизонтально-фрезерные станки изготовляют разных размеров, так как по мере увеличения размера обрабатываемых заготовок требуются фрезерные станки с большими размерами рабочего стола.
У станков большого размера производить подъем и опускание консоли стола становится неудобным, поэтому у этих станков подъемные консольные столы заменяют столами, имеющими только продольное перемещение. Такие станки называют продольно-фрезерными, которые могут быть одностоечные и двухстоечными, с одним или несколькими шпинделями.
Продольно-фрезерные станки предназначаются для обработки поверхностей крупных и громоздких заготовок.
m Dr68AAAAIQEAABkAAAAAAAAAAAAAAAAAwwQAAGRycy9fcmVscy9lMm9Eb2MueG1sLnJlbHNQSwEC LQAUAAYACAAAACEAoLW/xOAAAAAMAQAADwAAAAAAAAAAAAAAAAC2BQAAZHJzL2Rvd25yZXYueG1s UEsBAi0ACgAAAAAAAAAhADvhouDGUwAAxlMAABQAAAAAAAAAAAAAAAAAwwYAAGRycy9tZWRpYS9p bWFnZTEucG5nUEsFBgAAAAAGAAYAfAEAALtaAAAAAA== "> На рис.2.6. показан двухстоечный продольно-фрезерный станок с одним вертикальным шпинделем. Станок с двумя шпинделями (Рис.2.7) служит для одновременной обработки двух поверхностей.
Стол продольно-фрезерных станков имеет только продольное перемещение. Подвод фрезы по вертикали к обрабатываемой заготовке производится подъемом и опусканием шпиндельных головок по стойкам
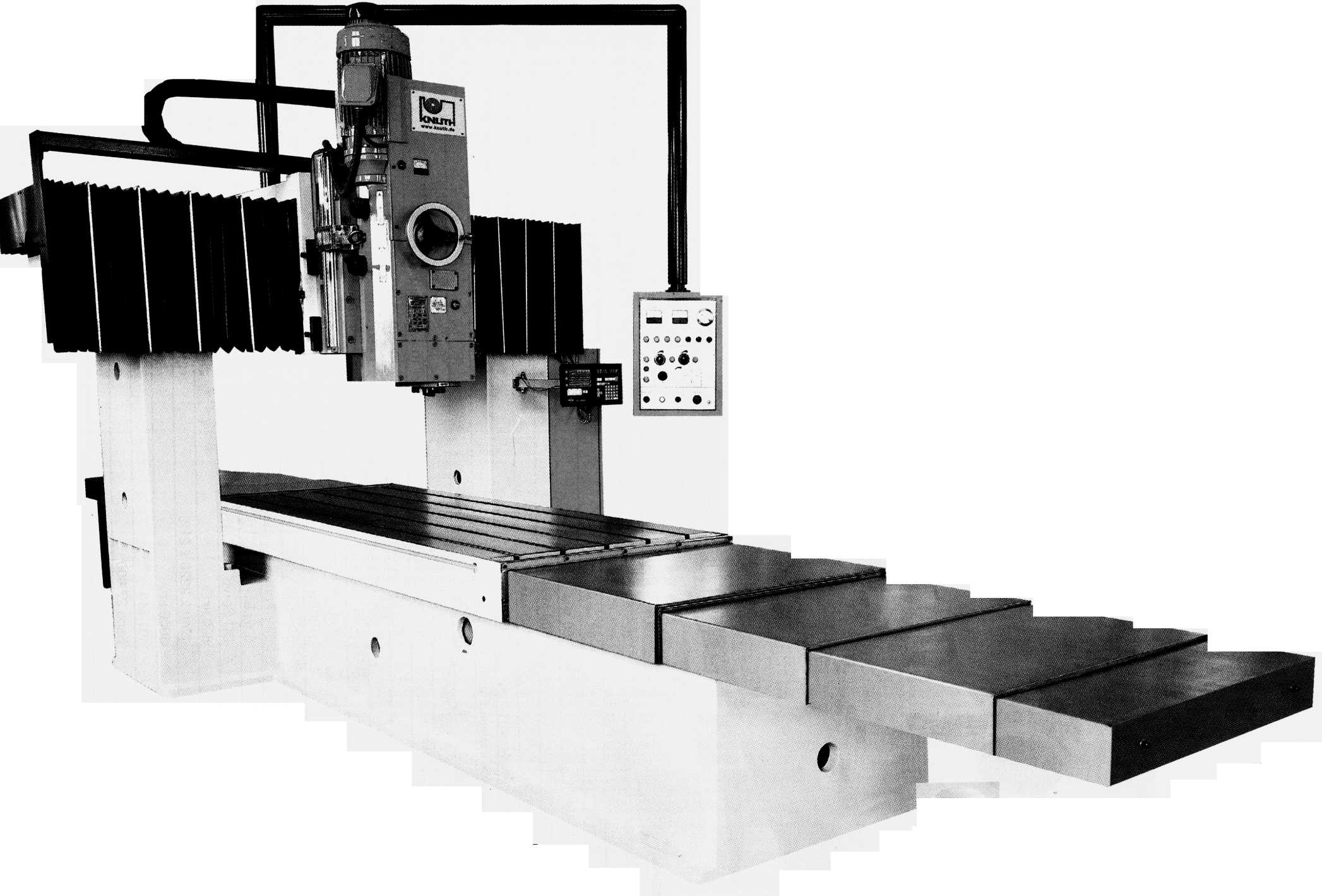
Рисунок 2.6. Одношпиндельный продольно-фрезерный станок.
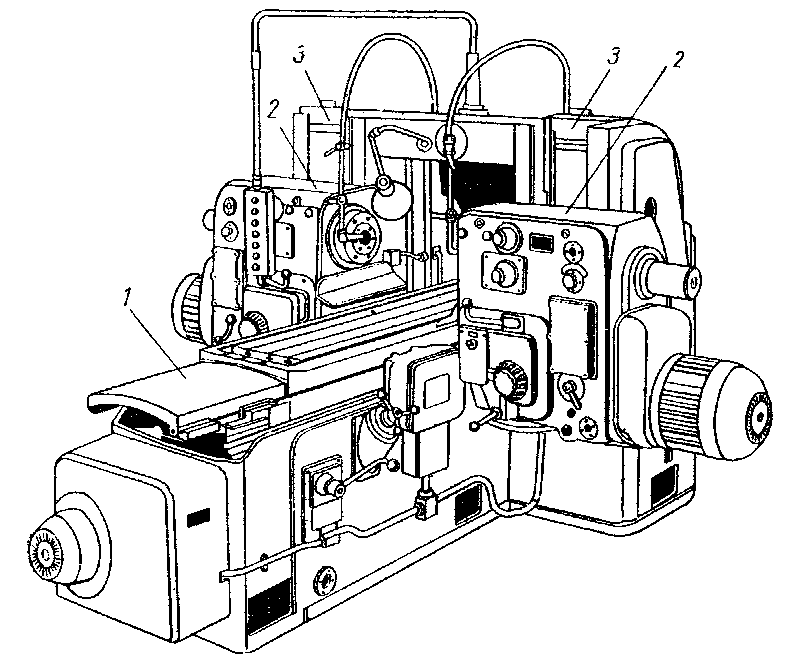
Рисунок 2.7. Двухстоечный двухшпиндельный продольно-фрезерный станок
В случае необходимости обработки одновременно больше двух поверхностей применяют многошпиндельные продольно-фрезерные станки, имеющие, как горизонтальные, так и вертикальные шпиндели.
Станок имеет четыре поворотные шпиндельные головки: две вертикальные,расположенные на траверсе (поперечине),и две горизонтальные, расположенные на боковых стойках. Столстанка имеет только продольное перемещение.
Вертикальную установку шпиндельных головок производят перемещением траверсы по стойкам станка, а поперечную (боковую) установку - перемещением самих головок вдоль траверсы.
Управление станком осуществляется с центрального пульта. Необходимое число оборотов каждого шпинделя устанавливают с помощью рукояток, расположенных на каждой шпиндельной головке.
Для включения и выключения вращения шпинделей, рабочих подач и быстрых ходов стола, траверсы и шпиндельных головок, включения охлаждения непосредственно с рабочего места имеются две кнопочные станции и две подвесные панели, сдублированные друг с другом и расположенные у каждой шпиндельной головки.
Шпиндельные головки могут иметь горизонтальное и вертикальное расположение, кроме того, могут быть поворотными, что облегчает обработку наклонных поверхностей заготовки. Такие станки изготовляются по заказу с числом шпинделей, соответствующим количеству обрабатываемых поверхностей.
5) Фрезерные станки непрерывного действия
Станки непрерывного фрезерования бывают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси с круговой подачей, и барабанно-фрезерные, с горизонтальной осью поворота стола (барабана) также при круговой подаче.
Применение таких станков позволяет снимать готовую деталь и закреплять новую заготовку в то время, когда фреза обрабатывает очередную заготовку. Это позволяет перекрывать ручное время на установку заготовки и снятие детали с машинным временем станка и сокращать время на обработку.
Такие станки имеют два или три шпинделя, из которых один служит для чистовой обработки, что тоже повышает производительность работы,
так как совмещаются по времени две операции (черновая и чистовая обработка). На рис.2.8 показан двухшпиндельный каруселыю-фрезерный станок.
Для одновременной непрерывной обработки заготовок с обоих торцов применяют барабанно-фрезерные станки. На барабанно-фрезерном станке заготовки закрепляют на круглом столе-барабане, вращающемся вокруг горизонтальной оси, таким образом, что их оба торца могут одновременно обрабатываться поочередно черновыми и чистовыми фрезами.
Обработка на барабанно-фрезерном станке заготовок, у которых обрабатываются оба торца, будет вдвое производительнее по сравнению с карусельно-фрезерным станком. Закрепление заготовок и съем деталей на барабанно-фрезерных станках также производится непрерывно в процессе обработки.
Карусельно-фрезерные и барабанно-фрезерные станки широко применяются для обработки заготовок корпусных деталей.
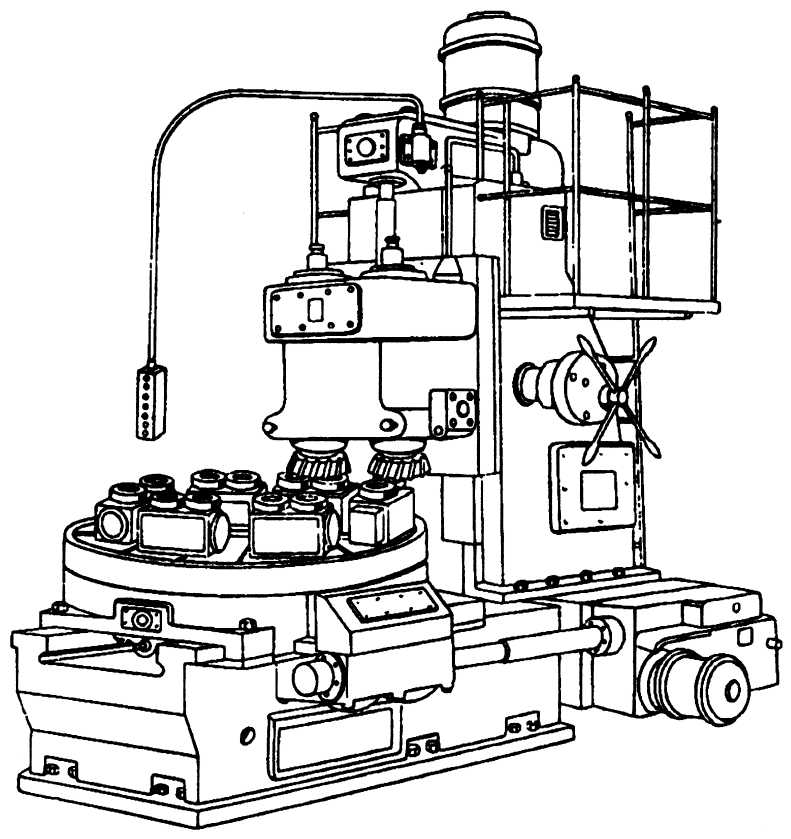
Рисунок 2.8. Двухшпиндельный карусельно-фрезерный станок.

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!