Технологические процессы в машиностроении — это сложные динамические системы, в которых в единый комплекс включены оборудование, инструмент, обрабатываемые заготовки (собираемые узлы), СТО, вспомогательные и транспортные устройства, а также рабочие (операторы, сборщики). ТП должен обеспечивать заданные качество продукции и производительность труда, а также стабильность качества во времени, необходимом для выпуска продукции в требуемом объеме. К управлению ТП в машиностроении применимы общие положения теории управления.
Любая система управления состоит из объекта управления и управляющего устройства. Объектом управления являются ТП, операция, технологическая система и т. д. Управляющим устройством может быть техническое устройство (например, авто- подналадчик), а в случаях, если объектом управления является ТП — система ТПП, в которой вырабатываются управляющие решения.
В общем случае ТП в машиностроении представляют в виде многомерного объекта (рис. 3.1, а), на входе которого действует вектор входных переменных  :
:

Составляющие этого вектора характеризуют прежде всего полный набор свойств заготовок и полуфабрикатов (размеры и их отклонения, шероховатость и микротвердость поверхностей, структурные параметры и т. д.), используемых в данном объекте.
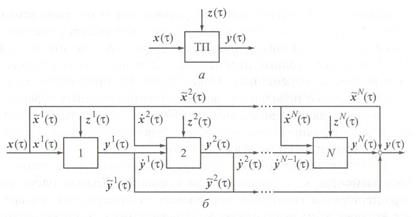
Рис. 3.1. Схема представления ТП без разделения (а) и с разделением на технологические операции (б)
(1, …., N — порядковый номер операции)
Выходные переменные описывает вектор

составляющие которого характеризуют, например, свойства готовой детали (точность размеров, формы и взаимного расположения поверхностей; шероховатость поверхностей; их микротвердость и др.). Составляющими как входного, так и выходного векторов могут быть не только конструктивно-технологические свойства заготовок, деталей, сборочных единиц, но и величины, отражающие технико-экономические показатели ТП.
Параметры, характеризующие условия протекания ТП, описывает вектор  :
:

Составляющие этого вектора — температура, давление, подача, частота вращения, а также факторы, оказывающие дестабилизирующее действие на ход ТП.
Размерность векторов  ,
,  ,
,  для реальных процессов очень велика, и учесть все их составляющие невозможно. Часть составляющих этих векторов рассматривают как случайные функции.
для реальных процессов очень велика, и учесть все их составляющие невозможно. Часть составляющих этих векторов рассматривают как случайные функции.
Вектор содержит как измеряемые, так и не измеряемые входные переменные. Некоторые из них могут быть управляющими и характеризовать, например, параметры заготовок или ТП. Учесть все входные переменные, влияющие на ход процесса и выходные переменные, невозможно. На практике ограничиваются только небольшой частью основных входных переменных, определяющих выходные переменные, а остальные относят к неконтролируемым факторам. Задача управления состоит в компенсации влияния этих факторов.
ТП представляет собой структуру последовательно соединенных элементов — технологических операций. Каждая операция характеризуется собственными, только ей присущими векторами входных  и выходных
и выходных  переменных, а также вектором условий
переменных, а также вектором условий  Размерность векторов входных и выходных переменных для операций значительно меньше, чем размерность одноименных векторов ТП.
Размерность векторов входных и выходных переменных для операций значительно меньше, чем размерность одноименных векторов ТП.
Составляющая вектора входных переменных первой технологической операции является только частью составляющих вектора входных переменных ТП (рис. 3.1, б):

Неиспользованные в первой операции входные переменные поступают на вход второй операции. Составляющая  характеризует те свойства изделия, которые не подвергались изменению в первой технологической операции.
характеризует те свойства изделия, которые не подвергались изменению в первой технологической операции.
Вектор выходных переменных первой операции  включает составляющую
включает составляющую  , которая в дальнейшем не будет изменяться и непосредственно войдет в вектор
, которая в дальнейшем не будет изменяться и непосредственно войдет в вектор  выходных переменных процесса, а также составляющую
выходных переменных процесса, а также составляющую  входных переменных для второй операции. Для множества составляющих вектора
входных переменных для второй операции. Для множества составляющих вектора  справедливо
справедливо

где  — символ объединения множеств.
— символ объединения множеств.
Другой составляющей для второй операции является вектор  , выделяемый как составляющая вектора
, выделяемый как составляющая вектора  :
:


Вектор входных переменных для второй технологической операции  имеет вид
имеет вид

Неиспользованные на второй операции входные переменные ТП поступают на вход третьей операции — составляющая 
Вектор выходных переменных ТП

где  — составляющие вектора входных переменных
— составляющие вектора входных переменных  , обозначающие неиспользованные в ТП входные переменные, например параметры качества необрабатываемых поверхностей заготовок;
, обозначающие неиспользованные в ТП входные переменные, например параметры качества необрабатываемых поверхностей заготовок;  — вектор выходных переменных последней операции ТП;
— вектор выходных переменных последней операции ТП;  — составляющая вектора выходных переменных процесса, формируемая на промежуточных операциях, например параметры качества поверхностей, обработанных на некоторой операции и далее не обрабатываемых.
— составляющая вектора выходных переменных процесса, формируемая на промежуточных операциях, например параметры качества поверхностей, обработанных на некоторой операции и далее не обрабатываемых.
Практически каждая составляющая вектора выходных переменных ТП формируется на нескольких операциях. Однако принято считать, что доминирующее влияние на составляющие вектора выходных переменных, характеризующие параметры качества готовой детали, оказывают финишные операции.
Среди показателей, описывающих ход ТП, выделяют наблюдаемые и управляемые переменные.
Наблюдаемые переменные воздействуют на объект в качестве возмущающих (дестабилизирующих) факторов и при управлении объектом не могут быть изменены. Это, например, вибрации оборудования, характеристика среды (температура, влажность), напряжение в сети и т. д. Параметры наблюдаемых переменных при наличии соответствующих датчиков могут быть определены, но воздействовать на них при управлении ТП невозможно либо сложно и дорого. Число наблюдаемых переменных колеблется (от единиц до десятков). Степень влияния этих переменных на работу системы управления при фиксированном управлении изменяется тоже в широких пределах.
Управляемые переменные могут быть изменены системой управления или человеком. Для технологической системы к таким переменным можно отнести, например, погрешности, вызываемые геометрическими неточностями оборудования, жесткость технологической системы, износ инструментов, параметры процессов резания. Несмотря на то что все управляемые переменные могут быть изменены, возможность и целесообразность такого изменения следует определять в каждом конкретном случае.
Выделение этих двух групп среди воздействующих на систему входных переменных связано с тем, что математическое описание объекта по переменным из разных групп требует различных методов.
В машиностроении ТП имеют вероятностный характер, поэтому измеряемые входные переменные не определяют однозначно выходные параметры процесса.
В серийном и массовом производстве ТП, если они спроектированы правильно, представляют собой достаточно устойчивые детерминированные системы. Нарушения работы таких систем происходят по двум основным причинам:
1) изменение параметров процесса (режимов резания, характеристик заготовки и т. п.);
2) износ оборудования и технологической оснастки.
Значительный разброс составляющих вектора выходных переменных ТП отчасти объясняется наличием операций и переходов, выполняемых при управлении непосредственно человеком. С повышением степени автоматизации процесса разброс составляющих вектора выходных переменных снижается.
Влияние, оказываемое на ход ТП действием факторов (составляющих векторов входных переменных и векторов условий), неравноценно. Всегда можно выделить ряд факторов, имеющих доминирующее влияние на ход ТП. Успех управления зависит от того, удается ли в полной мере выявить все множество указанных факторов и определить для каждого из них степень влияния на ход ТП.
В машиностроении ТП имеют определенную направленность. При их протекании абсолютные значения параметров качества, характеризующих геометрические свойства объекта (отклонения размеров, формы и взаимного расположения поверхностей, их шероховатость и т. п.), от операции к операции уменьшаются. Значения параметров качества, описывающих объемные свойства материала, наоборот, возрастают, особенно после операций химико-термической обработки. Выполнение операций химикотермической обработки приводит к увеличению абсолютных значений отклонений размеров, формы и т. д. Различная физическая природа технологических операций требует различных подходов к выполнению функций управления.
Специфической особенностью процесса сборки изделий машиностроения является возможность целенаправленного управления качеством сборочных единиц и изделия в целом на основе селекции деталей по группам в целях обеспечения наилучших условий работы сопрягаемых деталей и сборочных единиц в условиях эксплуатации. Для этого в процессе сборки ответственных изделий, как правило, предусматривают входной контроль деталей и агрегатов, а также операции по доводке ряда важных характеристик собранных узлов, например балансировку вращающихся элементов, уплотнение с заданными характеристиками стыков и сопряжений, нормирование сил затяжки сопрягаемых элементов и т. д.
Многочисленность форм сопрягаемых деталей и узлов, а также большое число факторов, влияющих на качество собранного изделия, являются объективными причинами большой трудоемкости и сложности процессов сборки. Это же является причиной того, что управление процессом сборки является крайне сложным.
Реализация функции контроля и управления ТПсборки связана прежде всего с выполнением предварительного контроля деталей и сборочных единиц и далее с контролем качества сборки методами технологических испытаний, например статических испытаний на герметичность и плотность соединений, контроля балансировки и легкости хода подвижных элементов, отсутствия заеданий и задиров и т. д. Другим аспектом указанной функции является индивидуальный отбор из имеющихся в наличии сопрягаемых деталей и сборочных единиц для обеспечения близких к оптимальным характеристик сопряжений во всем изделии при условии использования всех деталей. Это позволяет изготавливать детали с более широкими допусками и собирать из них высокоточные изделия.





