| Эскиз эталона
| Измеряемый параметр
| ∆э, мм
|



|
Погрешность изготовления диаметров di
Биение шеек одна относительно другой
То же относительно оси центров
Погрешность изготовления диаметров di
Радиальное биение внутренних поверхностей одна относительно другой
То же относительно наружных (или оси центров)
Погрешность изготовления размеров hi
Отклонение от параллельности плоскостей
Погрешность изготовления размера h
Отклонение от параллельности плоскостей
|
0,004-0,015
0,005-0,01
0,005-0,01
0,008-0,02
0,008-0,015
0,008-0,015
0,01-0,02
(0,004-0,008)/ l
0,0001-0,0005
(0,0001-0,0005)/ l
|
2.8.4. Последовательность конструирования и пример расчета погрешности контрольного приспособления
Конструирование контрольного приспособления начинают (как и в случае станочного приспособления) с вычерчивания в масштабе контура готовой детали в положении контроля. Затем добавляют базовые элементы для установки детали и зажимные устройства (если необходимо), вычерчивают рычажную систему или прямую передачу для связи с измерительным прибором, а также элементы для установки индикатора и, наконец, корпус приспособления, объединяющий все вышеназванные элементы. Чертеж контрольного приспособления должен иметь габаритные и основные посадочные размеры. Этап конструирования контрольного приспособления заканчивается назначением технических требований на взаимное расположение элементов, влияющих на точность контролируемого параметра (см. § 2.5).
Затем приступают к расчету погрешности контрольного приспособления. Для этого последовательно вычисляют погрешности, составляющие общую погрешность ∆мет, и сравнивают ее с допустимым значением [∆изм]:

или

Рассмотрим последовательность такого расчета на примере контрольного приспособления для проверки отклонения от соосности двух отверстий диаметрами 38+0,027 и 62+0,03 (рис. 2.82), если допустимое отклонение Т ≤ 0,05 мм на длине 150 мм.
Поскольку Т = 0,05 мм, что соответствует IT10, то допускаемая общая погрешность метода контроля не должна превышать
[  ] = 0,3-0,05 = 0,015 мм.
] = 0,3-0,05 = 0,015 мм.
Определим составляющие общей погрешности ∆мет.
Погрешность ε установки детали в контрольное приспособление, как известно, содержит три составляющие:
В данном приспособлении деталь устанавливают, базируя по отверстию диаметром 38+0,027 и нижнему торцу. Поскольку основание приспособления выполнено с наклоном α = 15°, то под действием силы тяжести деталь будет смещаться в сторону наклона и зазор не будет влиять на погрешность базирования, т. е. εб = 0. Погрешность закрепления детали в приспособлении также отсутствует (ε3 = 0).
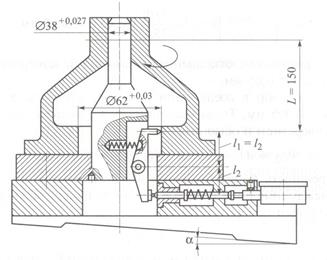
Рис. 2.82. Эскиз контрольного приспособления для проверки отклонения от соосности отверстий
Для определения погрешности εп изготовления элементов приспособления примем по табл. 2.7 и 2.8 отклонение от перпендикулярности оси оправки приспособления и базовой плоскости (на этих поверхностях базируется контролируемая деталь) ε ' п = 0,005 мм на 100 мм и отклонение от параллельности оси индикатора и базовой плоскости ε " п = 0,005 мм на 100 мм. Тогда

Общая погрешность установки детали в контрольное приспособление

Для вычисления погрешности ∆1 от неточности изготовления плеч рычага назначим из конструктивных соображений длину каждого плеча l = 35 ± 0,1 мм. Поскольку рычаг равноплечий,

где а — допустимое отклонение от соосности контролируемых отверстий, а = 0,05 мм.
Примем зазор в соединении ось—отверстие после их притирки s = 0,005 мм. Тогда погрешность ∆2, вызываемая зазором между отверстием и осью рычага,

Погрешность ∆3, возникающая вследствие непропорциональности между линейными перемещениями измерительного стержня и угловым поворотом рычага

или при l = 35 мм, а = 0,05 мм, α = arctg 0,0014 = 0,001 рад
. 
Для вычисления погрешности ∆4 от смещения точки контакта сферического наконечника при повороте плоского рычага ∆ р 4 определим а 1 и а 2. Для этого примем радиус сферического конца плеча рычага r = 2 мм.
Тогда




и, следовательно,

Для вычисления погрешности ∆5, возникающей в прямой передаче, примем длину направляющей втулки H = 20 мм, а зазор в соединении втулка — ось после притирки s ' = 0,006 мм.
Тогда tg β = 0,006: 20 = 0,0003, откуда β = arctg 0,0003 = 0,017°. Следовательно, погрешность, возникающая в прямой передаче,

Общая погрешность передаточных устройств приспособления


Поскольку в рассматриваемом приспособлении не предусмотрен эталон, то  , а в качестве измерительного прибора примем индикатор с ценой деления 0,001 мм, для которого
, а в качестве измерительного прибора примем индикатор с ценой деления 0,001 мм, для которого  0,0016 мм.
0,0016 мм.
Таким образом, общая погрешность контрольного приспособления

меньше допустимой погрешности  0,015 мм, а значит, основное условие расчета выполняется и отбраковку деталей при контроле в данном приспособлении следует проводить не по допустимому отклонению Т = 0,05 мм, а по значению Тк:
0,015 мм, а значит, основное условие расчета выполняется и отбраковку деталей при контроле в данном приспособлении следует проводить не по допустимому отклонению Т = 0,05 мм, а по значению Тк:
Тк = Т -  0,05 - 0,0123
0,05 - 0,0123  0,038 мм,
0,038 мм,
которое следует внести в контрольную карту технологического процесса.






