

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
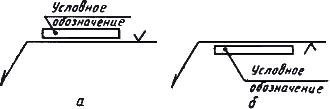
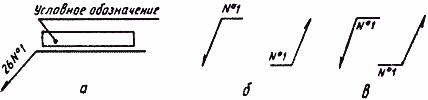
Условное обозначение видимых и невидимых швов
· над полкой — видимый;
· под покой — невидимый.
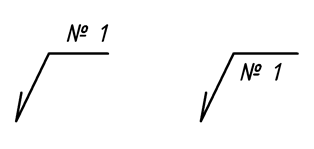
Условное обозначение сварного шва:
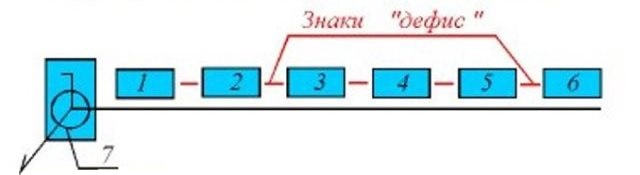
Согласно изображению:
№ 1 — Обозначение стандарта на типы и конструктивные элементы швов сварных
соединений.
№ 2 — Буквенно-цифровое обозначение, ГОСТ.
№ 3 — Стандарт или тип, условный графический знак.
№ 4 — Размер швов в сечении, длина катета.
№ 5 — Знак углового шва с указанием длины участка.
№ 6 — Вспомогательный знак.
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
основные и вспомогательные знаки указываются сплошными тонкими линиями;
знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
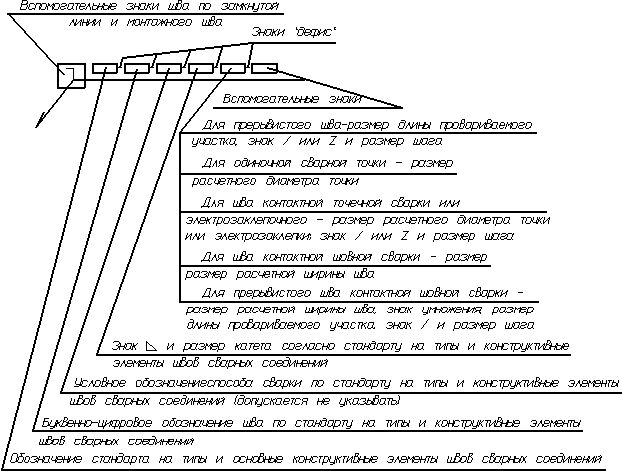
Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме
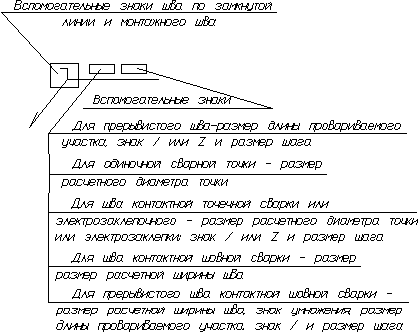
Вспомогательные знаки
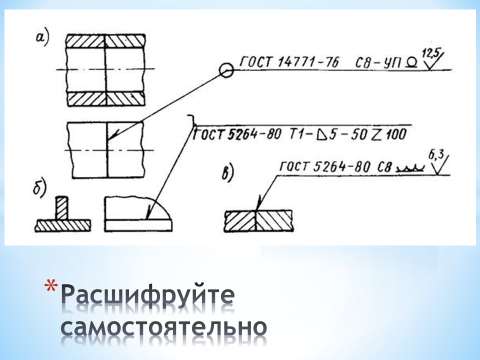
Контролеьные задания:

ГОСТ 2.312-72 Единая система конструкторской документации (ЕСКД). Условные изображения и обозначения швов сварных соединений (с Изменением N 1)
ГОСТ 2.312-72
Группа Т52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Unified system for design documentation. Symbolic designations and representations of welds and welded joints
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. N 935 дата введения установлена с 01.01.73
ВЗАМЕН ГОСТ 2.312-68
ИЗДАНИЕ (июль 2010 г.) с Изменением N 1, утвержденным в июле 1991 г. (ИУС 10-91)
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
|
|
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией (черт.1 а, в);
невидимый - штриховой линией (черт.1 г).
Черт.1-4
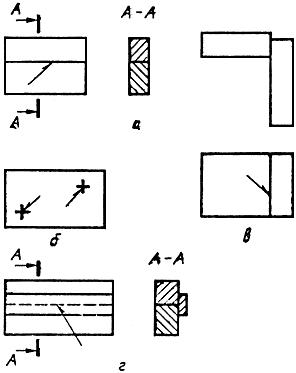
Черт.1
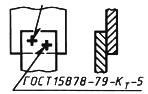
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (черт. 1 б), который выполняют сплошными линиями (черт.2).
Черт.2
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).
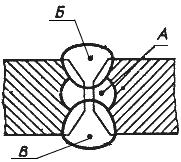
Черт.3
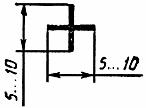
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
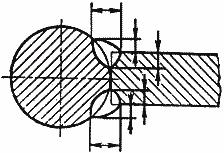
Черт.4
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
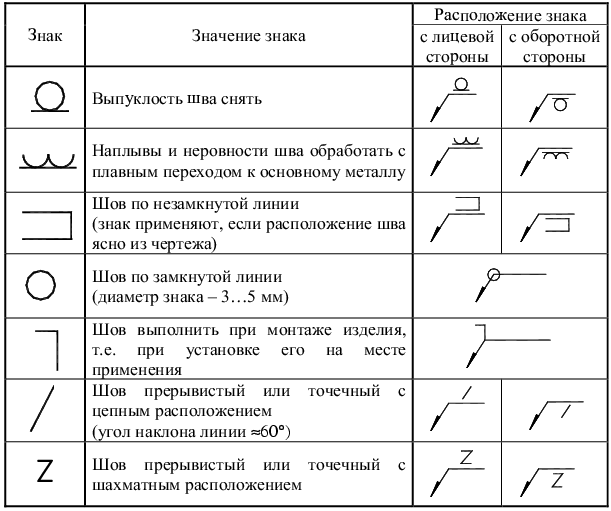
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
| Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | ||
| с лицевой стороны | с оборотной стороны | |||

| Усиление шва снять | 
| 
| |

| Наплывы и неровности шва обработать с плавным переходом к основному металлу | 
| 
| |
| Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения |
| |||

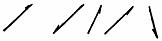
| Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | 
| 
| |

| Шов прерывистый или точечный с шахматным расположением | 
| 
| |
| Шов по замкнутой линии. Диаметр знака - 3…5 мм |
| |||

| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
| |
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
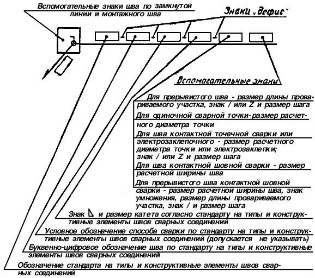
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
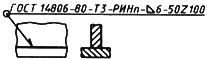
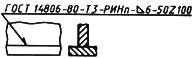
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
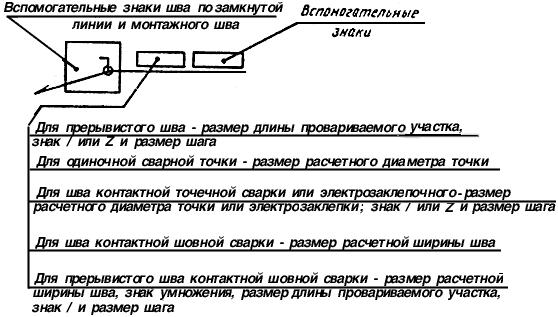
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7 а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7 б).
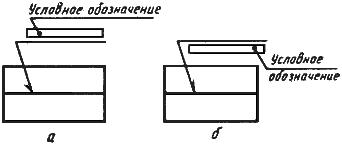
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: "Параметр шероховатости поверхности сварных швов...".
Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
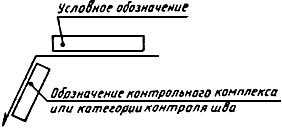
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10 а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10 б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10 в).
|
|
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10 а).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: "Сварные швы... по...") или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
Черт.11
Черт.11
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз - в технических требованиях или таблице швов.
|
|
ПРИЛОЖЕНИЕ 1 (справочное). ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 1
Справочное
| Характеристика шва | Форма поперечного сечения шва | Условное обозначение шва, изображенного на чертеже | |
| с лицевой стороны | с оборотной стороны | ||
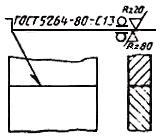
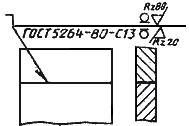
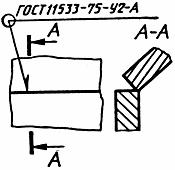
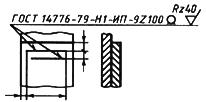
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. | 
| 
| 
|
| Усиление снято с обеих сторон. | |||
| Параметр шероховатости поверхности шва: с лицевой стороны - 20 мкм; | |||
| с оборотной стороны - 80 мкм | |||
| Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой линии | 
| 
| 
|
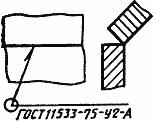
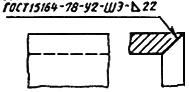
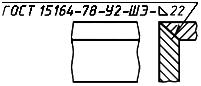
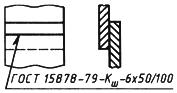
| Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм | 
| 
| 
|
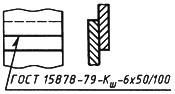
| Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный диаметр точки 9 мм. Шаг 100 мм. | 
| 
| 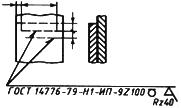
|
| Расположение точек шахматное. | |||
| Усиление должно быть снято. | |||
| Параметр шероховатости обработанной поверхности 40 мкм. | |||
| Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком | 
| 
| 
|
| Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Диаметр электрозаклепки 11 мм. Усиление должно быть снято. | 
| 
| - |
| Параметр шероховатости обработанной поверхности 80 мкм. | |||
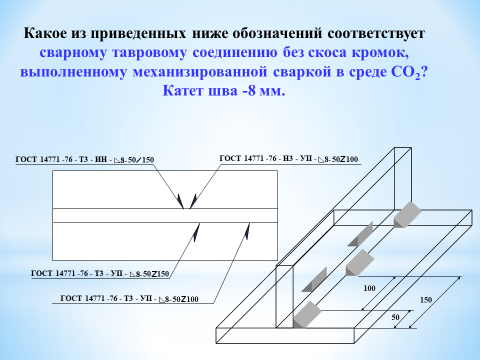
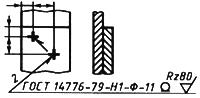
| Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии | 
| 
| 
|
| Катет шва 6 мм. | |||
| Длина провариваемого участка 50 мм. | |||
| Шаг 100 мм. | |||
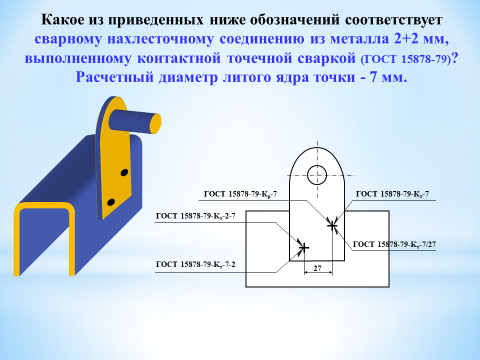
| Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм | 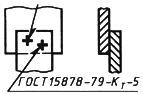
| 
| |
| Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. | 
| 
| 
|
| Ширина литой зоны шва 6 мм. | |||
| Длина провариваемого участка 50 мм. | |||
| Шаг 100 мм. | |||
| Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в инертных газах плавящимся электродом. | 
| 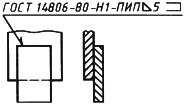
| 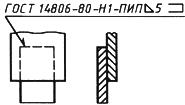
|
| Шов по незамкнутой линии. | |||
| Катет шва 5 мм. | |||
Приложение 1. (Измененная редакция, Изм. N 1).
|
|
ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
ПРИЛОЖЕНИЕ 2
Справочное
| Характеристика шва | Условное изображение и обозначение шва на чертеже |
| Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия | 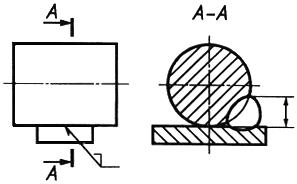
|
Примечание. В технических требованиях делают следующее указание: "Сварка ручная дуговая".
Электронный текст документа
подготовлен ЗАО "Кодекс" и сверен по:
официальное издание
М.: Стандартинформ, 2010
Практическое занятие № 2.
Тема: Изучение нормативной документации, регламентирующей обозначение швов сварных соединений выполненных ручной дуговой сваркой (ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры)
Время выполнения задания – 1 час
Цель работы. Ознакомление с видами сварных соединений и их условным обозначением.
1. Условное обозначение сварных соединений
Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок.
В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
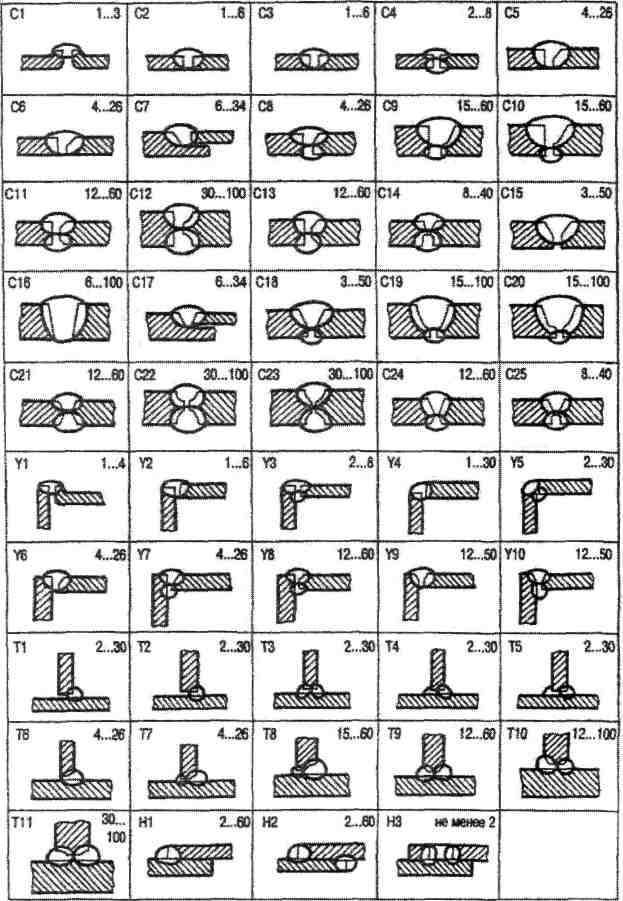
На рис. 1 приведены виды соединений согласно ГОСТ 5264-80 и пределы толщинсвариваемых деталей.
Рисунок 1. Виды соединений
С1 - шов с отбортовкой двух кромок, односторонний;
С2 - без скоса кромок, односторонний;
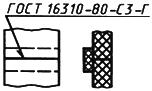
СЗ - то же, на остающейся или съемной подкладке;
С4 - без скоса кромок, двусторонний;
С5 - со скосом одной кромки, односторонний;
С6 - то же, на остающейся или съемной подкладке;
С7 - со скосом одной кромки, односторонний замковый;
С8 - со скосом одной кромки, двусторонний;
С9 - с криволинейным скосом одной кромки, двусторонний;
СЮ - с ломаным скосом одной кромки, двусторонний,
СП - с двумя симметричными скосами одной кромки, двусторонний;
С12 - с двумя симметричными криволинейными скосами одной кромки, двусторонний;
С13 - с двумя несимметричными скосами одной кромки, двусторонний;
С14 - со скосом одной кромки с последующей строжкой, двусторонний;
С15 - со скосом двух кромок, односторонний;
С16 - то же, на остающейся или съемной подкладке;
С17 - то же, замковый;
С18 - со скосом двух кромок, двусторонний;
С19 - с криволинейным скосом двух кромок, двусторонний;
С20 - с ломаным скосом двух кромок, двусторонний;
С21 - с двумя симметричными скосами двух кромок, двусторонний;
С22 - с двумя симметричными криволинейными скосами двух кромок, двусторонний;
С23 - с двумя симметричными ломаными скосами двух кромок, двусторонний;
С24 - с двумя несимметричными скосами двух кромок, двусторонний;
С25 - со скосом двух кромок с последующей строжкой, двусторонний.
В таблице 1 приведены данные по стыковым сварным соединениям листовой стали
Таблица 1. Стыковые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок | 
| С2 С5 | Р; ИП;УП АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-70 |
| Односторонние без скоса кромок со съемной или остающейся подкладкой | 
| С3 С7 | Р АФ;МФ | ГОСТ 5264- 80 ГОСТ 8713-80 |
| Двусторонние без скоса кромок | 
| С4 С2 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки | 
| С5 С10 | Р АФф; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки и со съемной подкладкой | 
| С6 С11 | Р АФо; МФо | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние замковые со скосом одной кромки | 
| С7 С12 | Р АФо; МФо | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом одной кромки | 
| С8 С9 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом двух кромок | 
| С15 С17 | Р АФф | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом двух кромок | 
| С18 С13 | Р АФк; МФк | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки | 
| С11 С29 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосами двух кромок | 
| С21 С30 С31 С32 | Р АФ; МФ АФк АФк | ГОСТ 5264-80 ГОСТ 8713-80 ГОСТ 8713-80 ГОСТ 8713-80 |
| Двусторонние с криволинейным скосом одной кромки | 
| С9 | Р | ГОСТ 5264-80 |
| Двусторонние с двумя криволинейными скосами двух кромок | 
| С19 С21 | Р АФ к | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с четырьмя криволинейными скосами двух кромок | 
| С22 С23 С33 | Р Р АФ | ГОСТ 5264-80 ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала;
ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод;
УП – в углекислом газе и его смеси с кислородом плавящим электрод;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу
АФф - автоматическая на флюсовой подкладке;
АФо – автоматическая на остающейся подкладке;
МФо – механическая на остающейся подкладке;
АФп – автоматическая на медном ползуне;
АФк – автоматическая с предварительной подваркой корня шва;
МФк – механическая с предварительной подваркой корня шва;
Угловое соединение
У1 - шов с отбортовкой одной кромки, односторонний;
У2 - без скоса кромок, односторонний, впритык;
УЗ - без скоса кромок, двусторонний, впритык;
У4 - без скоса кромок, односторонний;
У5 - то же, двусторонний;
У6 - со скосом одной кромки, односторонний;
У7 - то же, двусторонний;
У8 - с двумя скосами одной кромки, двусторонний;
У9 - со скосом двух кромок, односторонний; У10 - то же, двусторонний.
В табл. 2 приведены данные по угловым сварным соединениям листовой стали.
Таблица 2.
Угловые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок | 
| У4 | Р | ГОСТ 5264-80 |
| Двусторонние без скоса кромок | 
| У5 У2 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Односторонние со скосом одной кромки | 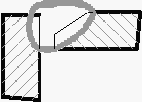
| У6 | Р | ГОСТ 5264-80 |
| Двусторонние со скосом одной кромки | 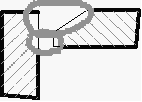
| У7 У4 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки | 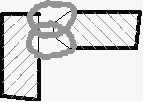
| У8 У4 | Р АФш; МФш | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка
ГОСТ 8713-80
АФш – автоматическая с предварительным наложением подварочного шва;
МФш – механическая с предварительным наложением подварочного шва;
Тавровые соединения:
Т1 - шов без скоса кромок, односторонний;
Т2 - то же, односторонний прерывистый;
ТЗ - то же, двусторонний;
Т4 - то же, двусторонний шахматный;
Т5 - то же, двусторонний прерывистый;
Т6 - со скосом одной кромки, односторонний;
Т7 - то же, двусторонний;
Т8 - с криволинейным скосом одной кромки, двусторонний;
Т9 - с двумя симметричными скосами одной кромки, двусторонний;
Т10 - то же;
Т11 - с двумя симметричными криволинейными скосами одной кромки, двусторонний.
В табл. 3 приведены данные по тавровым сварным соединениям листовой стали
Таблица 3.
Тавровые сварные соединения листовой стали
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Односторонние без скоса кромок | 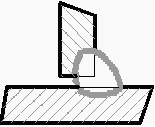
| Т1 | Р АФ;МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Внахлестку без скоса кромок | 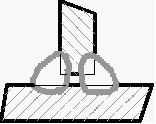
| Т3 Т5 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние со скосом одной кромки | 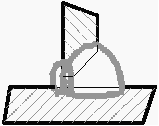
| Т7 Т9 | Р АФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с криволинейным скосом одной кромки | 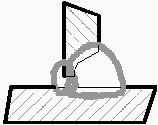
| Т8 Т13 | Р АФш | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя скосами одной кромки | 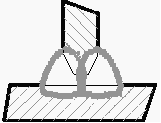
| Т9 Т10 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
| Двусторонние с двумя криволинейными скосами одной кромки | 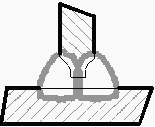
| Т11 Т12 | Р АФ | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу;
АФш – автоматическая с предварительным наложением подварочного щва.
Соединения внахлест:
HI - шов без скоса кромок, односторонний прерывистый;
Н2 - то же, двусторонний;
НЗ - с удлиненным отверстием, односторонний с несплошной заваркой.
В табл. 4 приведены данные по нахлесточным сварным соединениям листовой стали.
Таблица 4.
Нахлесточные сварные соединения листовой стали.
| Название | Рисунок | Обозначение сварного соединения | Обозначение способа сварки | ГОСТ, в котором приведены основные размеры сварного соединения |
| Внахлестку без скоса кромок | 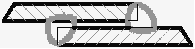
| Н2 Н1 | Р АФ; МФ | ГОСТ 5264-80 ГОСТ 8713-80 |
Обозначение способа сварки
ГОСТ 5264-80 - Р – ручная дуговая сварка;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу.
2. Условные обозначения способов сварки
Автоматическая: А - под флюсом без применения подкладок, подушек и подварочного шва; Аф - на флюсовой подушке; Ам - на медно-флюсовой подкладке; Ас - на стальной подкладке; Апш - с предварительным наложением подварочного шва; Апк - с предварительной подваркой корня шва; Ар - с ручной подваркой с одной стороны; Ан-3 - в защитных газах неплавящимся электродом - однофазная; Ан-Зтф - то же трехфазная; А-3 - плавящимся электродом в защитных газах; Ан-З/А-3 - первый проход неплавящимся электродом в защитных газах, последующие -плавящимся электродом в защитных газах.
Полуавтоматическая: П - под флюсом без применения подкладок, подушек и подварочного шва; Пс - на стальной подкладке; Пр - с ручной подваркой; П-3 - в защитных газах плавящимся электродом; Пф - под флюсом; Ппш - с предварительным наложением подварочного шва; Ппк -с предварительной подваркой корня шва.
Ручная электродуговая: Рн-3 - неплавящимся электродом в защитных газах; Рн-З/П-3 -первый проход неплавящимся электродом в защитных газах, последующая полуавтоматическая-плавящимся в защитных газах.
Контактная электросварка: Кт - точечная; Кр - роликовая; Кв - рельефная; Кс - стыковая; Ксо - стыковая сплавлением; Ксс - стыковая сопротивлением.
Электрошлаковая сварка: Шэ - проволочным электродом; Шм - плавящимся мундштуком; Шп - электродом большого сечения, соответствующим форме сечения сварного пространства.
Электрозаклепочная сварка: ЭФЗ - под флюсом; ЭУФ - в углекислом газе; ЭПлЗ - в аргоне плавящимся электродом; ЭНн - в аргоне неплавящимся электродом.
Электросварка: ИН - в инертных газах неплавящимся вольфрамовым электродом без присадочного материала; ИНп - та же, с присадочным материалом; ИП - в инертных газах и смесях с активными газами плавящимся электродом; УП - в углекислом газе плавящимся электродом; НГП - нагретьм газом с присадкой; ЭП - с экструдированной присадкой.
Виды и методы сварки обозначают следующими буквами: Г - газовая; Э - электросварка дуговая; Ф - электросварка дуговая под флюсом; 3 - электросварка дуговая в защитных газах; Ш - электрошлаковая; Кт - контактная; Уз - ультразвуковая; Тр - трением; X - холодная; Пз - плазменная дуговая; Эл - электронно-лучевая; Дф - диффузионная; Лз - лазером; Вз - взрывом; И - индукционная; Гп - газопрессовая; Тм - термитная.
|
|
|

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

