ФОНД ОЦЕНОЧНЫХ СРЕДСТВ
ТЕКУЩЕЙ АТТЕСТАЦИИ
МДК.01.03. Подготовительные и сборочные операции перед сваркой
Профессия 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Яровое
2019
РАЗРАБОТЧИКИ:
КГБ ПОУ «Яровской политехнический техникум»
преподаватель __ Т.А. Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Фонд контрольно-оценочных средств по МДК.01.03. Подготовительные и сборочные операции перед сваркой
1.2. В результате аттестации по МДК осуществляется проверка следующих знаний и умений:
| Умения МДК 01.03
|
| У.1
| использовать ручной и механизированный инструмент зачистки сварных швов и удаления поверхностных дефектов после сварки;
|
| У.2
| проверять работоспособность и исправность оборудования поста для сварки
|
| У.3
| использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку
|
| У.4
| выполнять предварительный, сопутствующий (межслойный) подогрев металла в соответствии с требованиями производственно-технологической документации по сварке
|
| У.5
| применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку
|
| У.6
| подготавливать сварочные материалы к сварке
|
| У.7
| зачищать швы после сварки
|
| У.8
| пользоваться производственно-технологической и нормативной документацией для выполнения трудовых функций
|
| Знания МДК 01.03
|
| З.1
| основы теории сварочных процессов (понятия: сварочный термический цикл, сварочные деформации и напряжения);
для сварки;
|
| З.2
| необходимость проведения подогрева при сварке;
|
| З.3
| классификацию и общие представления о методах и способах сварки;
|
| З.4
| основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах;
|
| З.5
| влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва;
|
| З.6
| основные типы, конструктивные элементы, разделки кромок;
|
| З.7
| основы технологии сварочного производства;
|
| З.8
| виды и назначение сборочных, технологических приспособлений и оснастки;
|
| З.9
| основные правила чтения технологической документации;
|
| З.10
| типы дефектов сварного шва;
|
| З.11
| методы неразрушающего контроля;
|
| З.12
| причины возникновения и меры предупреждения видимых дефектов
|
| З.13
| способы устранения дефектов сварных швов
|
| З.14
| правила подготовки кромок изделий под сварку
|
| З.15
| устройство вспомогательного оборудования, назначение, правила его эксплуатации и область применения
|
| З.16
| правила сборки элементов конструкции под сварку
|
| З.17
| порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла
|
| З.18
| устройство сварочного оборудования, назначение, правила его эксплуатации и область применения
|
| З.19
| правила технической эксплуатации электроустановок
|
| З.20
| классификацию сварочного оборудования и материалов
|
| З.21
| основные принципы работы источников питания для сварки;
|
ИСПОЛЬЗУЕМЫЕ ОЦЕНОЧНЫЕ СРЕДСТВА.
| № темы
| наименование темы (раздела)
| код котролируемых знаний, умений
| Оценочные средства
|
| практическая работа
| Заполнить таблицу
|
- 1
| Подготовительные операции перед сваркой
| З.1, З.2, З.3, З.4, З.5, З.6, З.7, З.8, З.9, З.14, З.15,З.16
У.5, У.6, У.7, У.8
| ПР№1 – ПР№5
|
|
-
| Сборка конструкций под сварку
| З.1, З.2, З.3, З.4, З.5, З.6, З.7, З.8, З.9, З.14, З.15,З.16
У.5, У.6, У.7, У.8
| ПР№6 – ПР№9
|
|
Литература
1.Сварка и резка металлов: учебное пособие для СПО /под общей редакцией Ю.В. Казакова-М: ИЦ «Академия», 2013. - 400 с.
2.Овчинников В.В. Дефектация сварных швов и контроль качества сварных соединений: учебник для СПО /В.В. Овчинников - М., ИЦ «Академия», 2015. - 224 с.
3.Овчинников В.В. Дефектация сварных швов и контроль качества сварных соединений. Практикум: учебное пособие/В.В. Овчинников-М., ИЦ «Академия», 2014. - 112 с.
4.Овчинников В.В. Дефекты сварных соединений. Практикум: учебное пособие для СПО /В.В. Овчинников. - М., ИЦ «Академия», 2014. – 64 с.
5.Милютин В.С Источники питания и оборудование для электрической сварки плавлением: учебник для СПО/В.С. Милютин. Р.Ф. Катаев-М., ИЦ «Академия», 2013. - 368 с.
6.Маслов Б.Г. Производство сварных конструкций: учебник для СПО/Б.Г. Маслов, Выборнов А.П.- М.:ИЦ «Академия», 2014.-288 с.
Дополнительные источники:
1.Маслов Б.Г. Сварочные работы. - М., ИЦ «Академия», 2014. - 240 с.
2.Овчинников В.В. Контроль качества сварных соединений. - М., ИЦ «Академия», 2012. - 200 с.
3.Овчинников В.В. Оборудование, механизация и автоматизация сварочных процессов. – М., ИЦ «Академия», 2012. - 224 с.
4.Овчинников В.В. Технология электросварочных и газосварочных работ. Рабочая тетрадь. - М., ИЦ «Академия», 2012. - 80 с.
5.Овчинников В.В. Контроль качества сварочных соединений. Практикум. - М., ИЦ «Академия», 2012. - 240 с.
Интернет- ресурсы:
1. www.svarka.net
2. www.weldering.com
Нормативные документы:
1.ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
2.ГОСТ 2601-84 Сварка металлов. Термины и определение основных понятий.
3.ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
4.ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
5.ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
6.ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
7.ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
8.ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения.
9.ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения.
10.ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
11.ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
12.ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
Практическая работа №1
Тема: Изучение нормативной документации, регламентирующей обозначение швов сварных соединений (ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений)
Время выполнения задания – 1 час
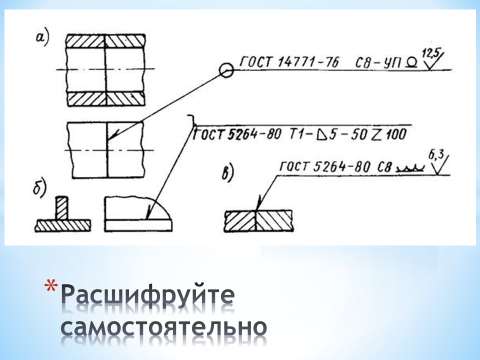
Цель работы: Научиться читать изображения сварных соединений и швов на чертежах. Расшифровка условных обозначений сварных швов по карточкам
Ход выполнения работы:
1. Ознакомление с теоретическими сведениями
2. Чтение сборочного чертежа
3. Определение на чертеже сварных швов, составление спецификации сварных швов.
4. Расшифровка условных обозначений сварных швов по карточкам
5. Ответить на контрольные вопросы.
Теоретические сведения
Согласно Единой системе конструкторской документации, изображения и обозначения швов сварных соединений в конструкторских документах изделий должны соответствовать ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений». Обозначение сварки выполняется наклонной линией с односторонней стрелкой, а характеристика шва, способ сварки и прочее указывается над или под горизонтальной полкой, которая смыкается с наклонной линией. Односторонняя стрелка указывает место шва.
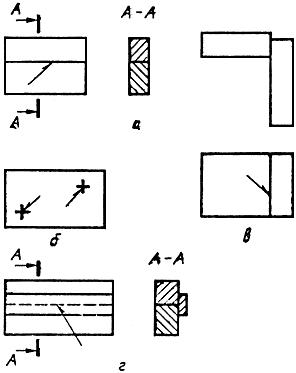
Условное изображение видимого шва: независимо от способа сварки видимый шов сварного соединения условно изображают сплошной основной линией.
Невидимого шва: независимо от способа сварки невидимый шов сварного соединения условно изображают штриховой линией.
Одиночной сварной точки: видимую одиночную сварную точку условно изображают знаком "+", который выполняют сплошными линиями. Невидимые одиночные точки не изображают.
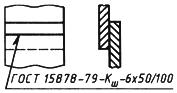
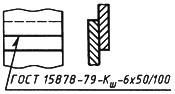
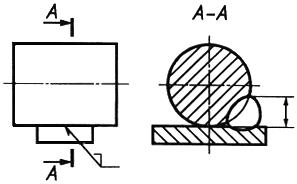
Сечения многопроходного шва: при изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их обозначают прописными буквами русского алфавита.
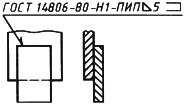
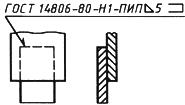
Нестандартного шва: для нестандартного шва указывают размеры конструктивных элементов, необходимых для его выполнения (рис. 5). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
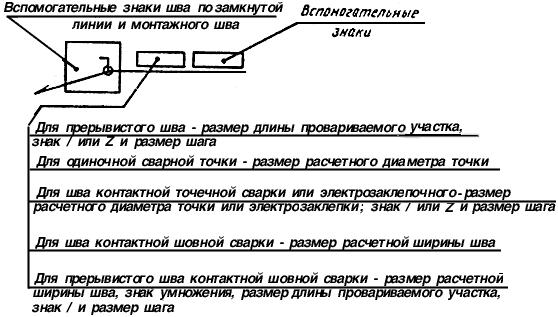
Для обозначения сварных швов используют также вспомогательные знаки. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Примечание:
За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
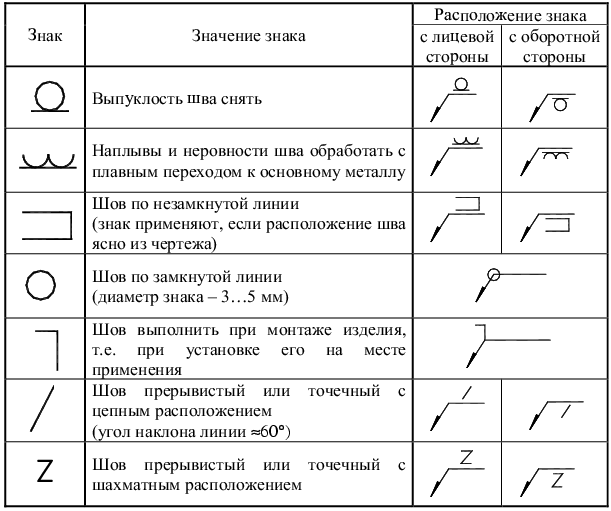
Вспомогательные знаки
Контролеьные задания:

ГОСТ 2.312-72 Единая система конструкторской документации (ЕСКД). Условные изображения и обозначения швов сварных соединений (с Изменением N 1)
ГОСТ 2.312-72
Группа Т52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Unified system for design documentation. Symbolic designations and representations of welds and welded joints
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. N 935 дата введения установлена с 01.01.73
ВЗАМЕН ГОСТ 2.312-68
ИЗДАНИЕ (июль 2010 г.) с Изменением N 1, утвержденным в июле 1991 г. (ИУС 10-91)
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией (черт.1 а, в);
невидимый - штриховой линией (черт.1 г).
Черт.1-4
Черт.1
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (черт. 1 б), который выполняют сплошными линиями (черт.2).
Черт.2
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
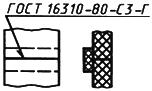
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).
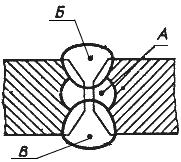
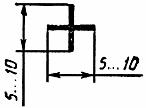
Черт.3
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
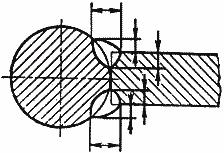
Черт.4
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
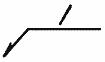
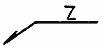
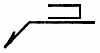
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
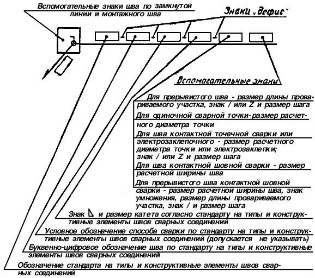
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
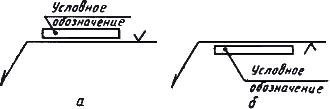
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7 а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7 б).
Черт.7
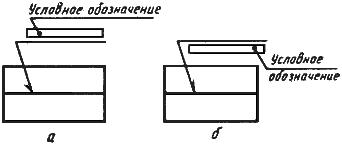
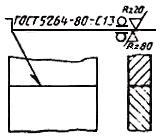
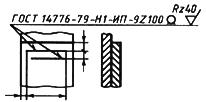
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: "Параметр шероховатости поверхности сварных швов...".
Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
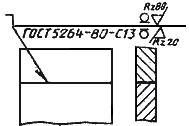
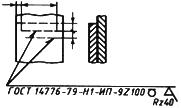
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
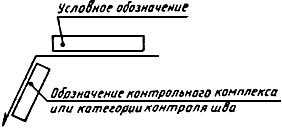
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
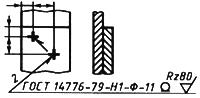
.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10 а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10 б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10 в).
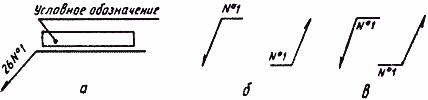
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10 а).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: "Сварные швы... по...") или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
Черт.11
Черт.11
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз - в технических требованиях или таблице швов.
ПРИЛОЖЕНИЕ 1 (справочное). ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 1
Справочное
| | | | |
| Характеристика шва
| Форма поперечного сечения шва
| Условное обозначение шва, изображенного на чертеже
|
| | | с лицевой стороны
| с оборотной стороны
|
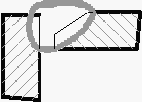
| Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия.
| 
| 
| 
|
| Усиление снято с обеих сторон.
| | | |
| Параметр шероховатости поверхности шва: с лицевой стороны - 20 мкм;
| | | |
| с оборотной стороны - 80 мкм
| | | |
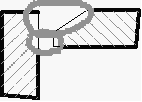
| Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой линии
| 
| 
| 
|
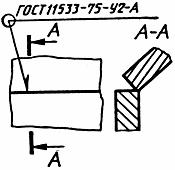
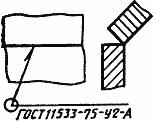
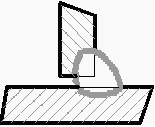
| Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм
| 
| 
| 
|
| Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный диаметр точки 9 мм. Шаг 100 мм.
| 
| 
| 
|
| Расположение точек шахматное.
| | | |
| Усиление должно быть снято.
| | | |
| Параметр шероховатости обработанной поверхности 40 мкм.
| | | |
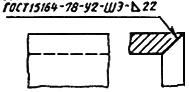
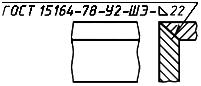
| Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком
| 
| 
| 
|
| Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Диаметр электрозаклепки 11 мм. Усиление должно быть снято.
| 
| 
| -
|
| Параметр шероховатости обработанной поверхности 80 мкм.
| | | |
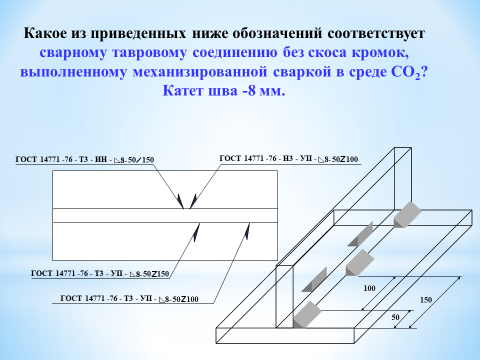
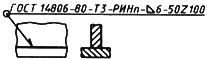
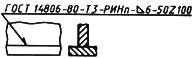
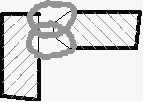
| Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии
| 
| 
| 
|
| Катет шва 6 мм.
| | | |
| Длина провариваемого участка 50 мм.
| | | |
| Шаг 100 мм.
| | | |
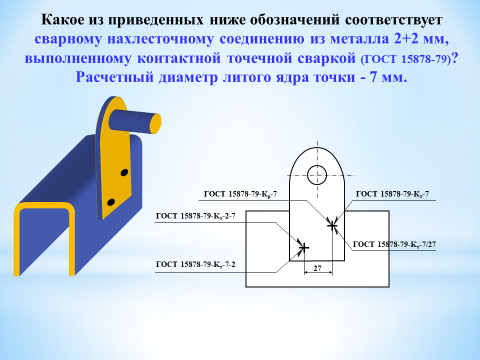
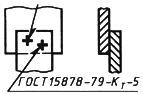
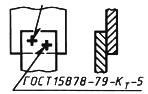
| Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм
| | 
| 
|
| Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой.
| 
| 
| 
|
| Ширина литой зоны шва 6 мм.
| | | |
| Длина провариваемого участка 50 мм.
| | | |
| Шаг 100 мм.
| | | |
| Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в инертных газах плавящимся электродом.
| 
| 
| 
|
| Шов по незамкнутой линии.
| | | |
| Катет шва 5 мм.
| | | |
Приложение 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
ПРИЛОЖЕНИЕ 2
Справочное
| | |
| Характеристика шва
| Условное изображение и обозначение шва на чертеже
|
| Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия
| 
|
Примечание. В технических требованиях делают следующее указание: "Сварка ручная дуговая".
Электронный текст документа
подготовлен ЗАО "Кодекс" и сверен по:
официальное издание
М.: Стандартинформ, 2010
Практическое занятие № 2.
Тема: Изучение нормативной документации, регламентирующей обозначение швов сварных соединений выполненных ручной дуговой сваркой (ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры)
Время выполнения задания – 1 час
Цель работы. Ознакомление с видами сварных соединений и их условным обозначением.
1. Условное обозначение сварных соединений
Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок.
В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
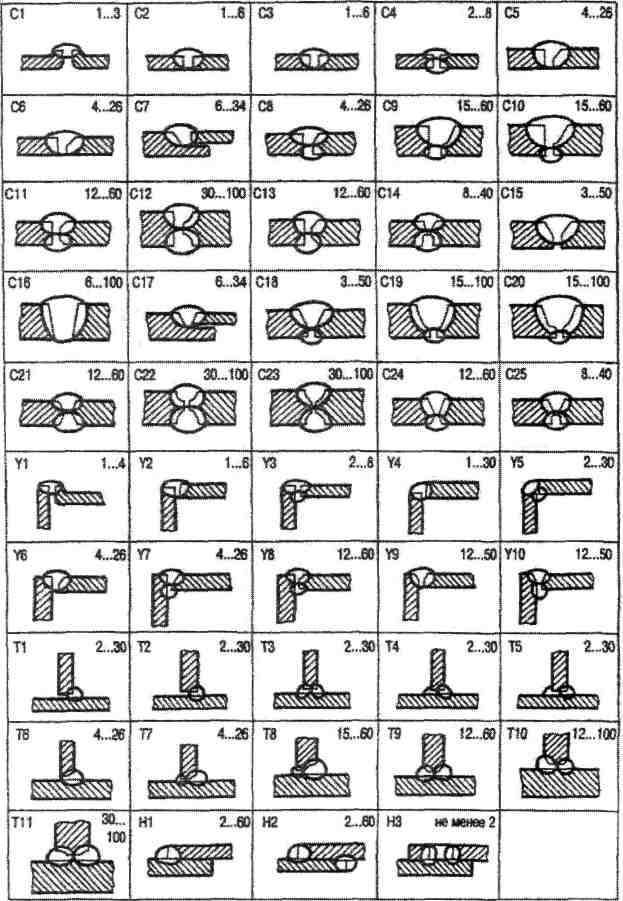
На рис. 1 приведены виды соединений согласно ГОСТ 5264-80 и пределы толщинсвариваемых деталей.
Рисунок 1. Виды соединений
С1 - шов с отбортовкой двух кромок, односторонний;
С2 - без скоса кромок, односторонний;
СЗ - то же, на остающейся или съемной подкладке;
С4 - без скоса кромок, двусторонний;
С5 - со скосом одной кромки, односторонний;
С6 - то же, на остающейся или съемной подкладке;
С7 - со скосом одной кромки, односторонний замковый;
С8 - со скосом одной кромки, двусторонний;
С9 - с криволинейным скосом одной кромки, двусторонний;
СЮ - с ломаным скосом одной кромки, двусторонний,
СП - с двумя симметричными скосами одной кромки, двусторонний;
С12 - с двумя симметричными криволинейными скосами одной кромки, двусторонний;
С13 - с двумя несимметричными скосами одной кромки, двусторонний;
С14 - со скосом одной кромки с последующей строжкой, двусторонний;
С15 - со скосом двух кромок, односторонний;
С16 - то же, на остающейся или съемной подкладке;
С17 - то же, замковый;
С18 - со скосом двух кромок, двусторонний;
С19 - с криволинейным скосом двух кромок, двусторонний;
С20 - с ломаным скосом двух кромок, двусторонний;
С21 - с двумя симметричными скосами двух кромок, двусторонний;
С22 - с двумя симметричными криволинейными скосами двух кромок, двусторонний;
С23 - с двумя симметричными ломаными скосами двух кромок, двусторонний;
С24 - с двумя несимметричными скосами двух кромок, двусторонний;
С25 - со скосом двух кромок с последующей строжкой, двусторонний.
В таблице 1 приведены данные по стыковым сварным соединениям листовой стали
Таблица 1. Стыковые сварные соединения листовой стали
| Название
| Рисунок
| Обозначение сварного соединения
| Обозначение способа сварки
| ГОСТ, в котором приведены основные размеры сварного соединения
|
| Односторонние без скоса кромок
| 
| С2
С5
| Р; ИП;УП
АФ; МФ
| ГОСТ 5264-80
ГОСТ 8713-70
|
| Односторонние без скоса кромок со съемной или остающейся подкладкой
| 
| С3
С7
| Р
АФ;МФ
| ГОСТ 5264- 80
ГОСТ 8713-80
|
| Двусторонние без скоса кромок
| 
| С4
С2
| Р
АФ; МФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Односторонние со скосом одной кромки
| 
| С5
С10
| Р
АФф; МФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Односторонние со скосом одной кромки и со съемной подкладкой
| 
| С6
С11
| Р
АФо; МФо
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Односторонние замковые со скосом одной кромки
| 
| С7
С12
| Р
АФо; МФо
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние со скосом одной кромки
| 
| С8
С9
| Р
АФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Односторонние со скосом двух кромок
| 
| С15
С17
| Р
АФф
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние со скосом двух кромок
| 
| С18
С13
| Р
АФк; МФк
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние с двумя скосами одной кромки
| 
| С11
С29
| Р
АФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние со скосами двух кромок
| 
| С21
С30
С31
С32
| Р
АФ; МФ
АФк
АФк
| ГОСТ 5264-80
ГОСТ 8713-80
ГОСТ 8713-80
ГОСТ 8713-80
|
| Двусторонние с криволинейным скосом одной кромки
| 
| С9
| Р
| ГОСТ 5264-80
|
| Двусторонние с двумя криволинейными скосами двух кромок
| 
| С19
С21
| Р
АФ к
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние с четырьмя криволинейными скосами двух кромок
| 
| С22
С23
С33
| Р
Р
АФ
| ГОСТ 5264-80
ГОСТ 5264-80
ГОСТ 8713-80
|
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала;
ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод;
УП – в углекислом газе и его смеси с кислородом плавящим электрод;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу
АФф - автоматическая на флюсовой подкладке;
АФо – автоматическая на остающейся подкладке;
МФо – механическая на остающейся подкладке;
АФп – автоматическая на медном ползуне;
АФк – автоматическая с предварительной подваркой корня шва;
МФк – механическая с предварительной подваркой корня шва;
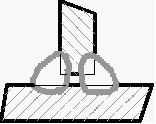
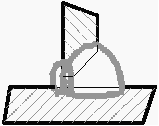
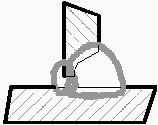
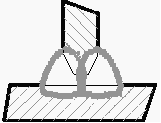
Угловое соединение
У1 - шов с отбортовкой одной кромки, односторонний;
У2 - без скоса кромок, односторонний, впритык;
УЗ - без скоса кромок, двусторонний, впритык;
У4 - без скоса кромок, односторонний;
У5 - то же, двусторонний;
У6 - со скосом одной кромки, односторонний;
У7 - то же, двусторонний;
У8 - с двумя скосами одной кромки, двусторонний;
У9 - со скосом двух кромок, односторонний; У10 - то же, двусторонний.
В табл. 2 приведены данные по угловым сварным соединениям листовой стали.
Таблица 2.
Угловые сварные соединения листовой стали
| Название
| Рисунок
| Обозначение сварного соединения
| Обозначение способа сварки
| ГОСТ, в котором приведены основные размеры сварного соединения
|
| Односторонние без скоса кромок
| 
| У4
| Р
| ГОСТ 5264-80
|
| Двусторонние без скоса кромок
| 
| У5
У2
| Р
АФш; МФш
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Односторонние со скосом одной кромки
| 
| У6
| Р
| ГОСТ 5264-80
|
| Двусторонние со скосом одной кромки
| 
| У7
У4
| Р
АФш; МФш
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние с двумя скосами одной кромки
| 
| У8
У4
| Р
АФш; МФш
| ГОСТ 5264-80
ГОСТ 8713-80
|
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка
ГОСТ 8713-80
АФш – автоматическая с предварительным наложением подварочного шва;
МФш – механическая с предварительным наложением подварочного шва;
Тавровые соединения:
Т1 - шов без скоса кромок, односторонний;
Т2 - то же, односторонний прерывистый;
ТЗ - то же, двусторонний;
Т4 - то же, двусторонний шахматный;
Т5 - то же, двусторонний прерывистый;
Т6 - со скосом одной кромки, односторонний;
Т7 - то же, двусторонний;
Т8 - с криволинейным скосом одной кромки, двусторонний;
Т9 - с двумя симметричными скосами одной кромки, двусторонний;
Т10 - то же;
Т11 - с двумя симметричными криволинейными скосами одной кромки, двусторонний.
В табл. 3 приведены данные по тавровым сварным соединениям листовой стали
Таблица 3.
Тавровые сварные соединения листовой стали
| Название
| Рисунок
| Обозначение сварного соединения
| Обозначение способа сварки
| ГОСТ, в котором приведены основные размеры сварного соединения
|
| Односторонние без скоса кромок
| 
| Т1
| Р
АФ;МФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Внахлестку без скоса кромок
| 
| Т3
Т5
| Р
АФ; МФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние со скосом одной кромки
| 
| Т7
Т9
| Р
АФш
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние с криволинейным скосом одной кромки
| 
| Т8
Т13
| Р
АФш
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние с двумя скосами одной кромки
| 
| Т9
Т10
| Р
АФ; МФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
| Двусторонние с двумя криволинейными скосами одной кромки
| 
| Т11
Т12
| Р
АФ
| ГОСТ 5264-80
ГОСТ 8713-80
|
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка;
ГОСТ 8713-80
АФ - автоматическая на весу;
МФ – механическая на весу;
АФш – автоматическая с предва