Объектом управления в контактной сварке принято считать не сварное соединение (точку или шов из точек), о формировании которого практически невозможно получить информацию в процессе сварки, а весь технологический процесс его образования. В связи с этим управление осуществляется в основном по возмущению и получение информации связано с определением возмущающих и управляющих воздействий. Основными управляющими воздействиями при точечной и шовной сварках являются сварочный ток Iсв; время сварки tсв ; для шовной дополнительно время импульса tи и паузы tп сварочного тока; усилие сжатия электродов при сварке Fсж; размеры рабочей поверхности электродов или роликов (для шовной сварки); скорость перемещения свариваемых деталей (скорость вращения роликов), т.е. скорость шовной сварки Vсв. Получение качественного соединения требует поддержания установленного режима с точностью ± 5%.
Одним из основных параметров сварки является сварочный ток. Сварочный ток может задаваться по амплитуде переключением ступеней сварочного трансформатора, или изменением напряжения заряда батареи конденсаторов при конденсаторной сварке, рис. 72.
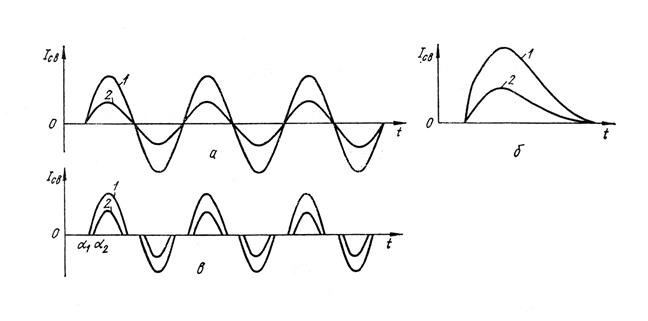
Рис. 72. Способы задания величины сварочного тока: а – амплитудное регулирование переключением ступеней (1 и 2); б – то же при конденсаторной сварке при различных напряжениях заряда конденсаторов; в – фазовое регулирование (фазовый угол 1 меньше угла 2)
Кроме этого применение тиристорных контакторов позволяет регулировать действующее значение сварочного тока изменением фазы включения тиристоров. Переключение ступеней возможно лишь при выключении машины, таким образом этот способ не может применяться при регулировании в процессе сварки, рис. 73.
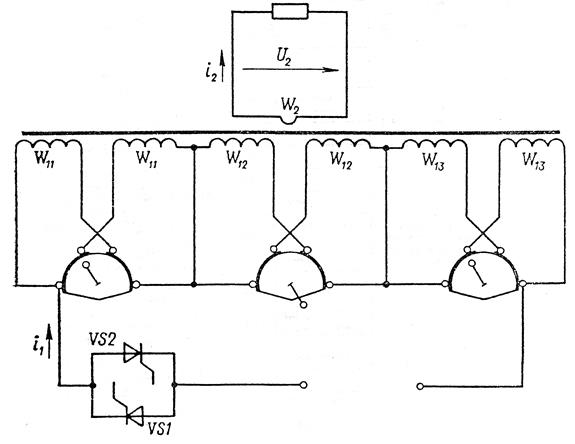
Рис. 73. Схема ступенчатого переключения вторичного напряжения трансформатора переключением секций W11, W12, W13 первичной обмотки
Фазовое регулирование возможно изменением фазы включения тиристоров контактора VS1 и VS2 (рис. 73) в процессе сварки. Еще большие возможности дает применение релейно-импульсного (бесступенчатого) регулирования, когда вместо переключателей используют тиристоры, рис. 74. Релейно-импульсное регулирование переменного напряжения осуществляется изменением момента перехода мгновенного значения напряжения с одного уровня квантования на другой, причем уровнями квантования являются синфазные синусоиды с различными амплитудами, рис. 75. Уровень квантования
β = U΄m2 / Um2,
где U΄m2 – амплитуда нижнего, а Um2 – амплитуда верхнего уровней.
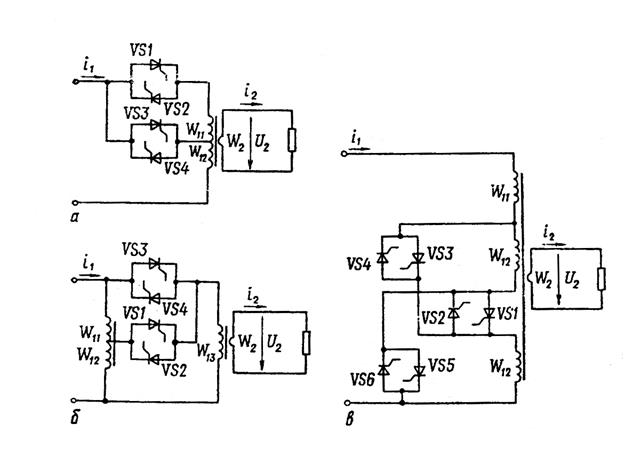
Рис. 74. Схемы бесконтактного регулирования переменного напряжения
(НПО Псковэлектросвар)
Изменяя угол регулирования α (рис. 75, а) в интервале φ ≤ α ≤ π, можно реализовать β ≤ К i2 ≤ 1 (φ – фазный угол; К i2  – коэффициент регулирования вторичного тока: отношение действующего значения этого тока в выбранном режиме работы к максимальному действующему значению, получаемому при полнофазном включении на верхнем уровне квантования). Величина β не зависит от коэффициента мощности машины и определяется величиной К i2. Согласно ГОСТ 297-80 нижняя граница К i2min = 0,5 для универсальных машин и значительно больше для специальных.
– коэффициент регулирования вторичного тока: отношение действующего значения этого тока в выбранном режиме работы к максимальному действующему значению, получаемому при полнофазном включении на верхнем уровне квантования). Величина β не зависит от коэффициента мощности машины и определяется величиной К i2. Согласно ГОСТ 297-80 нижняя граница К i2min = 0,5 для универсальных машин и значительно больше для специальных.
Следующим важным параметром является время сварки tсв, которое задается включением тиристорного контактора на требуемое время, кратное числу периодов питающей сети, рис. 76, а. При однополупериодной сварке продолжительность импульса сварочного тока Iсв можно обеспечить фазовым регулированием, рис. 76, б. При конденсаторной сварке длительность импульса тока зависит от емкости конденсатора (рис. 76, в) и коэффициента трансформации сварочного трансформатора, рис. 76, г.

Рис. 75. Временные диаграммы при релейно-импульсном (а) и при фазовом регулировании (б): u2 - вторичное напряжение трансформатора; i2 – вторичный ток; i1 – первичный ток
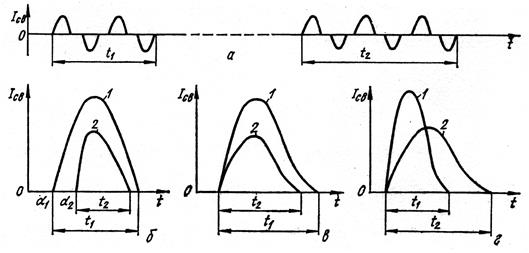
Рис. 76. Сварочный ток и задание времени сварки: а – при сварке на переменном токе t2 > t1; б – при однополупериодной сварке при разных фазовых углах α (α1 < α2); в – при изменении зарядной емкости (1 – емкость больше, чем при 2); г – при изменении коэффициента трансформации (больше 1)
Усилие сжатие чаще всего осуществляется пневмоприводом с постоянным или изменяемым в зависимости от стадии цикла усилием. Применяют также механизмы с грузами, пружинами и электромагнитами.
Размеры рабочей поверхности электродов задаются перед сваркой и во время сварки не могут регулироваться, изменение их вследствие износа должно компенсироваться другими параметрами.
Задание и стабилизация управляющих воздействий еще не гарантирует получение качественного соединения с требуемыми прочностными характеристиками, так как различные возмущения создают условия, отличные от предполагаемых расчетных. В процессе сварки на сварочную машину и ее блоки управления действуют возмущения: колебания напряжения питающей сети; изменение сопротивление вторичного контура машины (активного и индуктивного); изменение усилия сжатия, вследствие изменения давления в воздушной сети или сил трения в пневмоприводе; изменение геометрических размеров рабочей поверхности электродов (диаметра электрода или укорочения электрода из-за деформации рабочей части при точечной сварке, что приводит и к изменению давления; ширины ролика при шовной сварке); изменение скорости при шовной сварке. Кроме этого возникают возмущения со стороны свариваемого соединения: изменение толщины и других размеров деталей; изменение сопротивления контакта деталь-деталь; шунтирование тока через ранее сваренные точки или через случайные контакты и др. Например, изменение режима охлаждения машины, химического состава металла и т.п. Влияние этих возмущений не одинаково, но одновременное воздействие даже малозначимых возмущений может привести к значительному ухудшению основного показателя качества – прочности сварного соединения. Количественная оценка степени влияния на качество сварки различных возмущений (и любых параметров), которые поддаются измерению или расчету в процессе сварки может быть дана на основе экспериментально-статистических данных методом дисперсионного анализа. Показатель η2 характеризует влияние различных параметров сварки в процентах, рис. 77.
Наибольший вклад в формирование ядра вносят мощность и энергия. Таким образом управление по энергетическим параметрам наиболее эффективно, а также по току Iсв и напряжению Uэ . Для получения качественных соединений применяют автоматические регуляторы, основная задача которых стабилизация параметров или изменение их по заданной программе. Главная трудность создания регуляторов – невозможность непосредственного измерения в процессе сварки основного показателя качества – диаметра ядра точки. Другими трудностями являются малое время образования соединения, высокие энергетические параметры оборудования, помехи от электромагнитных полей от сварочного контура.
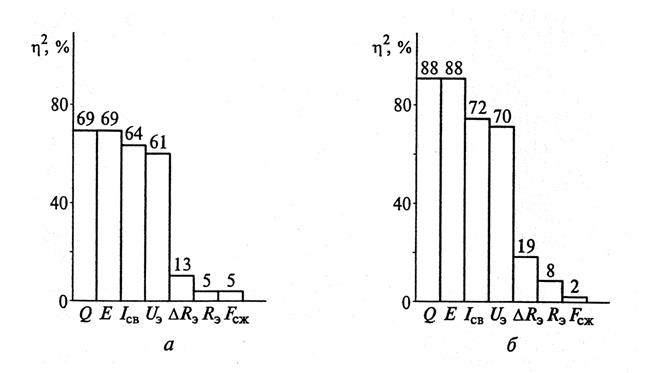
Рис. 77. Диаграмма корреляционной связи различных параметров сварки с диаметром ядра: а – для сплава АМг6М; б – для стали 12Х18Н10Т; Q и Е – средние мощность и энергия, выделяемые в сварочном контакте при формировании соединения; Iсв – амплитудное значение импульса тока; Uэ – падение напряжения между электродами; ∆Rэ и ∆R – относительное и среднее значение сопротивления сварочного контура; Fсж – усилие сжатия
Важнейшим требованием к регуляторам является быстродействие, поскольку за время порядка 10-2 с нужно осуществить измерение регулируемой величины, сравнение её с заданной и выработку регулирующего воздействия. Исходя из этого, создание регуляторов связано с применением электронной и микропроцессорной техники.






