При электрошлаковой сварке с использованием подвижных формирующих устройств (ползунов) необходимо, чтобы уровень металлической ванны относительно ползунов сохранялся неизменным. Система регулирования уровня шлаковой ванны воздействует на скорость сварки, т.е. на перемещение сварочного аппарата вдоль свариваемого шва. Непостоянство скорости сварки почти не отражается на режиме плавления электрода, в чем состоит основное преимущество такого способа регулирования. Основной трудностью создания системы регулирования является определение уровня металлической ванны, так как ванна покрыта расплавленным шлаком и уровень необходимо преобразовать в электрическую величину. Поэтому основным элементом системы регулирования уровня шлаковой ванны является датчик, который должен обеспечить минимальную погрешность измерения.
Для контроля уровня ванны используют константановые проволоки, которые приваривают к медному ползуну, образуя термопары медь – константан. Термопары включают встречно, располагая одну выше требуемого уровня металла, а другую – ниже. Установлено, что результирующая э.д.с. термопар равна нулю, когда уровень ванны находится посредине между точками приварки проволок. Уровень сигнала рассогласования очень мал и требует значительного усиления. Результаты измерений также зависят от толщины шлакового гарнисажа, амплитуду колебаний электрода и расхода охлаждающей жидкости.
Наиболее простым является способ измерения уровня шлаковой ванны металлическим щупом. Эффективно применять горизонтальный изолированный медный щуп вмонтированный в ползун, рис. 63.

Рис. 63. Горизонтальный медный щуп (а) и зависимость падения напряжения (Uщ) на нем от расстояния hщ между щупом и зеркалом металлической ванны (б): 1 – формирующее устройство; 2 – щуп; 3 – изолирующая втулка
Такой щуп не зашлаковывается, не смачивается расплавленным металлом и обеспечивает достаточно высокий сигнал рассогласования. Питание щупа осуществляется от вторичной обмотки сварочного трансформатора через дроссель L, рис. 64. Напряжение щупа после выпрямления подается на резистор R. Потенциометр RP питается от независимого источника. В схему сравнения, образованную R и RP, включена обмотка LА усилителя мощности А, питающего двигатель М вертикального перемещения сварочного аппарата. Если падение напряжения на щупе равно нулю (короткое замыкание на металлическую ванну), то схема управления выдает сигнал на перемещение аппарата вверх со скоростью, превышающей скорость образования сварного шва. Вследствие этого щуп отрывается от металлической ванны и напряжение на нем становится отличным от нуля. Это напряжение сравнивается с заданным, снимаемым с RP. При равенстве сигналов аппарат останавливается. Вентиль V9 препятствует реверсу двигателя М. Применяют также радиоактивные датчики, рис. 65.
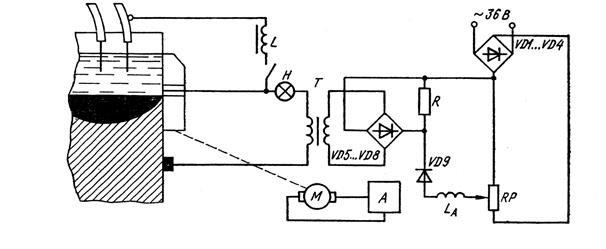
Рис. 64. Схема регулятора уровня металлической ванны с электрическим
щупом

Рис. 65. Автоматический регулятор уровня ванны с радиоактивным датчиком
Радиоактивный изотоп располагается в контейнере Е. Через щель с затвором в контейнере пучок гамма-лучей направляется через плавильную зону на счетную галогенную трубку В. Полученный сигнал обрабатывается электронной системой и через исполнительный орган регулирует скорость двигателя М в сторону уменьшения рассогласования.
Возможно применение индукционного датчика, рис. 66. Одинаковые намагничивающие обмотки W1 и W2 создают встречно направленные магнитные потоки Ф1 и Ф2. При равенстве потоков э.д.с. в измерительной обмотке W3 равна 0. Если на пути одного из потоков электропроводное немагнитное тело (расплавленный металл), то в нем наводятся вихревые токи, уменьшающие поток. В таком случае равенство потоков нарушается и в W3 наводится э.д.с., максимальное значение которой будет при достижении границей раздела (шлак – металл) среднего стержня.
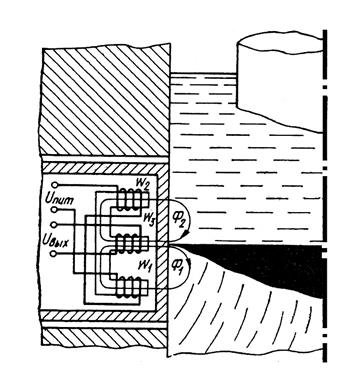
Рис. 66. Индукционный датчик уровня металлической ванны
Для устройства вывода усадочной раковины используют вольфрамовый неохлаждаемый щуп, при применении которого не образуется шлаковый гарнисаж, рис. 67.

Рис. 67. Блок схема устройства вывода усадочной раковины: 1 - сварочный трансформатор; 2 - электрод; 3 – шлаковая ванна; 4 - жидкий металл; 5 - твёрдый металл; 6 - щуп; 7 - контролирующий орган
Такое устройство позволяет контролировать уровень расплавленного металла, не допуская касания щупом последнего, измеряя падение напряжения, пропорциональное расстоянию l от щупа до расплавленного металла.
Известно применение фотодатчиков, воспринимающих свечение шлаковой ванны и газа над ней. Такие системы сложнее контактных, но надежней, так как отсутствует непосредственный контакт с изделием.
Для регулирований уровня ванны может применяться и простейший двухпозиционный релейный регулятор, включающий и выключающий двигатель перемещения сварочного аппарата.






