Обратные связи в системах управления автоматизированным
Оборудованием и точность обработки
Система управления (СУ) любого автоматизированного оборудования в том или ином объеме включает элементы информационно-измерительной системы (ИИС), которые в совокупности участвуют в создании обратных связей (ОС) для стабилизации или оптимизации процессов обработки.
Источником выходных параметров СУ может служить непосредственно размер обрабатываемой детали (регулируемый размерный параметр)или какой-либо иной, связанный с ним функциональной зависимостью: положение режущей кромки инструмента, положение исполнительных органов станка (бабок, ходовых винтов и т.д.)
С точки зрения обеспечения качества обработки (размер и форма детали, качество поверхности) эти ОС обладают различной способностью к компенсации технологических погрешностей.
Точность ОС зависит от протяженности звеньев различных цепей станка, в состав которых входит регулируемый размерный параметр, и от погрешности размеров этих звеньев.
Это и надо учитывать при установке датчика информации о ходе процесса обработки изделия на узлах оборудования.
Рис.1. Схема возможного расположения датчиков положения
1 - Обрабатываемая деталь; 2 – Резец; 3 - Исполнительное устройство;
4 - Двигатель подач; 5 - Датчик информации; I-IV – вид обратной связи
Если выходным параметром системы управления служит размер обрабатываемой детали, то задача компенсации технологических погрешностей решается наиболее полно. Это обеспечивается ОС-I, которая охватывает всю размерную цепь системы СПИД (станок – приспособление – инструмент – деталь). Устраняется влияние тепловых и силовых деформаций системы, износа режущего инструмента, кинематических погрешностей передачи, возмущающих воздействий заготовки. Погрешность определяется лишь погрешностью измерительной системы и смещением зоны контроля - запаздыванием выдачи информации по отношению к моменту ее получения.
В остальных видах ОС "степень замкнутости" уменьшается, размерная цепь, охваченная ОС, уменьшается, и увеличивается количество некомпенсированных влияющих факторов (возмущающих воздействий). Все остальные ОС являются ОС по положению.
ОС-II - не компенсируются деформации детали, центров, возмущающие воздействия заготовки.
ОС-III - не компенсируется всё по ОС-II и дополнительно величина износа инструмента, деформация исполнительных устройств.
ОС-IV - является наименее точной ОС, она контролирует скорость вращения двигателя привода подач.
Вместе с тем следует отметить, что в настоящее время практически не получили распространения информационные устройства, использующие информацию о размере детали и ОС-I из-за сложности ее реализации ("затемненность" зоны резания). Размер детали обеспечивается косвенным образом, в основном по положению исполнительных органов (ОС-III), иногда рабочих органов (ОС-II), что естественно приводит к неполной компенсации технологических погрешностей и снижению точности обработки.
В станках с программным управлением чаще всего используют ОС-IV с датчиками положения, контролирующими угловые перемещения вала двигателя привода подачи (коррекции) [6]. В этом случае привод выступает как локальная система управления процессом обработки изделия.
Влияние звеньев цепей обратной связи на качество
Электропривода
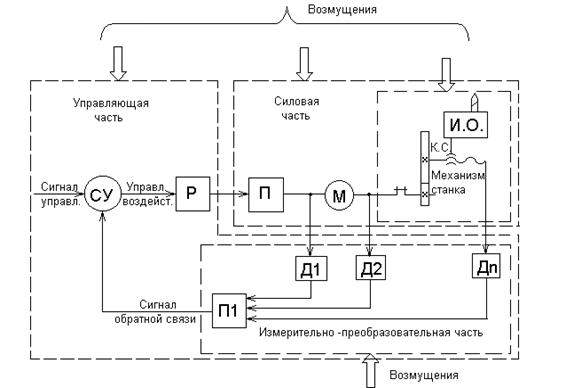
В общем случае в электропривод входит (рис.2) электродвигатель (М), питающийся от преобразователя (П) и приводящий в движение механизм металлорежущего станка, который включает в себя кинематическую связь (КС) и исполнительный орган (ИО) [7,8].
Эти элементы образуют силовую часть привода. Кроме того, электропривод как система управления замкнутого типа, включает в себя и управляющую часть, состоящую из регулятора (Р), сравнивающего устройства (СУ), реализующего в большинстве случаев отрицательную ОС, и измерительно-преобразовательной части, образующей систему обратной связи электропривода и включающей в себя датчики первичной информации (Д) и различного рода преобразующие устройства (П) (усилители, согласующие устройства, преобразователи, решающие устройства и тому подобное). При этом в замкнутой системе управления электроприводами имеют место два потока информации – сигнал управления, формирующий предписанные значения параметров технологического процесса, и сигнал обратной связи, формирующий информацию о действительном значении этих параметров посредством совокупности датчиков Д1 – Дn, первичная информация с которых является функцией пути (управление по положению), скорости (управление по скорости), тока (управление по нагрузке) и тому подобное. Совокупность этих двух потоков и формирует управляющее воздействие.
Следует также иметь в виду, что работа привода осуществляется при наличии возмущений, воздействующих на все его элементы и являющихся источником как его аддитивной, так и мультипликативной погрешности. При этом даже организация системы управления с регулированием по возмущению лишь теоретически позволяет создать полную инвариантную к возмущениям систему, практически же подобные системы нереализуемы.
Рис.2. Функциональная схема электропривода
Рассматривая электропривод, как замкнутую систему управления с результирующей передаточной функцией
W(p) =Wр(p)Wсч(p)/(1+Wр(p)Wсч(p)Wипч(p)),
где W(p) – передаточная функция соответственно, Р – регулятора, СЧ - силовой части, ИПЧ – измерительно-преобразовательной части, и принимая во внимание, что в области реальных частот
½Wр(jw)½Wсч(jw)½Wипч(jw)½>> 1,
можно заключить, что выходной параметр
Xвых(p) = W-1ипч(p)Xвх(p),
зависит только от обратной передаточной функции измерительно-преобразовательной части и сигнала управления.
При этом чувствительность
S(p) = dXвых(p)/dXвх(p) = W-1ипч(p)
зависит также только от обратной передаточной функции измерительно-преобразовательной части.
Погрешность отработки выходного параметра, возникающая под действием m возмущающих факторов, действующих на каждое i – ое звено привода
n
Dвых(p) = -Xвх(p)S W-2ипч(p)Dm(p)
m =1
также определяется лишь измерительно-преобразовательной частью.
Мультипликативная погрешность
DS(p) = W-2ипч(p) DW(p)(p)
также определяется только измерительно-преобразоательной частью.
Статический коэффициент привода равен
K = KрKсч/(1+KрKсчKипч),
Поскольку
KрKсчKипч >> 1,
то и статическая точность определяется статической точностью измерительно-преобразовательной части привода
K» 1/Kипч,
Частотная характеристика привода
W(jw) = Wр(jw)Wсч(jw)/(1+Wр(jw)Wсч(jw)Wипч(jw))
С учетом принятых допущений амплитудно-частотная характеристика (АЧХ) привода определяется выражением
W(jw)» 1/Wипч(jw),
Как видно АЧХ привода определяется частотными характеристиками его измерительно-преобразовательной части.
Следует иметь в виду, что все это не означает, что прямой тракт передачи энергии не оказывает влияния на характеристики электропривода в целом, а лишь подчеркивает значение его измерительно-преобразовательной части.
Таким образом, измерительно-преобразовательная часть, обеспечивающая в контуре управления электроприводом металлорежущих станков обратную связь (метрологическую интерструктуру), является в значительной мере оределяющей в обеспечении качества его работы.
Требования к цепям обратной связи электроприводов являются, с учетом их важности, традиционно высокими.
Таким образом, цепи ОС, являясь неотъемлемой частью системы управления электроприводом и играя решающую роль в формировании его передаточной функции в целом, в значительной степени определяют его статические и динамические характеристики.
Заданной точности обработки
Основным критерием при выборе датчика положения является необходимая (заданная) точность обработки изделия (размер). Для обеспечения заданной точности обработки в поле допуска детали (ряда деталей) выбирается соответствующий станок с ЧПУ. По ГОСТ 8-82Е станки по точности (в порядке ее увеличения) разделяют на 6 классов с присвоением соответствующей буквы алфавита.
| Класс точности
| 1
| 2
| 3
| 4
| 5
|
| Обозначение по ГОСТ 8-82Е
| Н
| П
| В
| А
| С
|
В зависимости от требований, предъявляемых к точности металлорежущих станков с ЧПУ, различные требования предъявляются и к точностным характеристикам измерительных преобразователей. В табл. (приложение 2) приведены нормы точности для систем измерения линейных и угловых перемещений, полученные на основе известных норм точности различных классов станков и допустимых погрешностей средств контроля [3].
Установлено, что погрешность ДП должна составлять от предельной погрешности станков: не более 45% - для класса С, не более 35% - для классов В и А, не более 30% - для классов Н и П.
Поэтому, учитывая допустимую погрешность обработки заданных деталей, можно определить класс точности измерительных средств как линейного, так и углового перемещения (табл.2,3 – приложение 2) с учетом их систематической погрешности.
Таким образом, если известны допустимые при обработке изделий погрешности, можно определить диапазон допустимых погрешностей измерительной системы с датчиками перемещения и его класс точности. Наиболее высокую точность и наименьшую дискрету имеет 6 класс, а самые низкие показатели - 1 класс. Класс точности выбираемого датчика положения должен соответствовать или быть выше класса точности станка.
Как уже говорилось выше, наибольшее применение в станках с ЧПУ нашли фотоэлектрические импульсные ДП и электромагнитные ДП: ВТ, редуктосины, сельсины и индуктосины (линейные и круговые). Для станков класса точности Н и П применяют оптические круговые ДП (типа ВЕ - 178), ВТ, редуктосины и сельсины; для станков класса В - линейные оптические (типа ВЕ - 164) и индуктосины. Причем предельное значение точности привода подач в полной мере определяется параметрами измерительных преобразователей ОС по пути (положению). Обобщенные показатели точности угловых ДП указаны в табл.4 (приложение 2).
Таким образом, после выбора станка с учетом необходимой величины контролируемого перемещения и точности обрабатываемых деталей по табл.1 (приложение 2) определяем допустимую погрешность измерительных преобразователей (линейных или угловых) и соответствующий класс точности (табл.2,3 – приложение 2). Тип необходимого ДП находим, учитывая рекомендации табл.4 (приложение 2) и более точно определяемся с техническими характеристиками ДП по табл.1-5 (приложение 1) с учетом эксплуатационных и конструктивных требований, определяемых типов привода подач АО.
Определившись с типом выбранного по критерию обеспечения заданной точности ДП, необходимо обеспечить заданную разрешающую способность устройства, то есть дискретность информационного сигнала (величину минимального перемещения, информация о котором передается в систему управления).
Все приведенные выше технические характеристики (табл.1-4 – приложение 1) справедливы для электромагнитных ПП датчиков перемещения, выдающих на выходе гармонический сигнал, и только для фотоэлектрических ДП (табл.5 – приложение 1) параметры характеризуют датчик в сборе, то есть его ПП и электронный блок, выдающий на выходе двоичный код.
Выходные сигналы статорных обмоток сельсинов, СКВТ и других электромагнитных ПП преобразуются в цифровой код с помощью вторичных преобразователей электронного блока.
В нашей стране вторичные преобразователи серийно не выпускаются, поэтому требуют разработки в каждом конкретном случае.
В связи с тем, что большинство ПП аналоговые, именно АЦП, преобразующие гармонический сигнал ПП в последовательность импульсов и далее в цифровой код, обеспечивает необходимую дискретность информации, то есть разрешающую способность ДП.
Результаты расчета
| Обобщенная желательность
| Желательность по каждому из параметров
|
| Датчик
| Значение
| Параметр
| Д1
| Д2
| Д3
| Д4
|
| Д1
Д2
Д3
Д4
| 0,64142
0,60764
0,56750
0,44237
| У1
У2
УЗ
У4
У5
У6
| 0,752
0,543
0,618
0,800
0,613
0,563
| 0,547
0,543
0,556
0,800
0,622
0,612
| 0,800
0,624
0,618
0,691
0,370
0,423
| 0,693
0,370
0,370
0,370
0,556
0,383
|
Приложение 1
Таблица 4-1
| Величина интервала координатного перемещения, мм
| Предел допустимой погрешности, мкм (для класса точности 3, 4, 5, соответственно), при температуре
|
| 20±5ºС
| 20±1ºС
| 20±2ºС
|
| До 10
| 2.5
| 5.0
| 9.0
|
| Свыше 10 до 32
| 2.5
| 5.0
| 10.0
|
| 32-125
| 3.0
| 6.0
| 12.0
|
| 125-200
| 3.5
| 7.0
| 13.0
|
| 200-320
| 4.0
| 7.0
| 14.0
|
| 320-500
| 4.0
| 8.0
| 16.0
|
| 500-800
| 5.0
| 10.0
| 18.0
|
| 800-1250
| 5.5
| 11.0
| 20.0
|
| 1250-2000
| 6.0
| 13.0
| 24.0
|
| 2000-3200
| 7.0
| 15.0
| 29.0
|
При использовании преобразователя на длинах, превышающих 3200 мм, гарантируется погрешность, соответствующая 5-му классу точности по ГОСТ 20965-75.
Таблица 5
Технические характеристики фотоэлектрических датчиков
| Тип датчика
| Назначе-ние
| Число периодов на оборот, дискретность
| Погреш-ность
| Максимальная скорость перемещения
| Максимальная величина перемещения, мм
|
| ВЕ-106
ВЕ-51В
| Угловой
Угловой
| 1000-1924
1000-5000
| 5 мин
1 мин
| 3000 об/мин
3000-6000 об/мин
|
|
| ВЕ-178
| Угловой
| 100-2500
| 3 мин
| 300-3000 об/мин
|
|
| ПДФ-3М
| Угловой
| 200-2000
| 30 с
| 3000 об/мин
|
|
| ПДФ-10
| Угловой
| 310-2500
| 10 с
| 3000 об/мин
|
|
| ИЗГ-452
| Угловой
| 16200, 18000
| 5 с
| 30 об/мин
|
|
| Mini ROD
| Угловой
| 100-3500
| до 2 с
| 10000 об/мин
|
|
| ROD
| Угловой
| 360-36000
| 6000-12000 об/мин
|
|
| ERO715
| Угловой
| 18000-36000
|
|
| ВЕ-162
| Линейный
| 0,02 мм
| 5-6 мкм
| 15 м/мин
| 250-450
|
| ВЕ-163
| Линейный
| 0,002-0,004 мм
| 3,5-5,5 мкм
| 10-15 м/мин
| 220-1020
|
| LS
| Линейный
| шаг 20-40 мкм
| 5-10 мкм
| 48 м/мин
| 170-3040
|
| LIDA
| Линейный
| 1-10 мкм
| 1500-20000
|
| Mini LIDA
| Линейный
| 0,1-10 мкм
| 50-20000
|
| ULS-200
| Линейный
| 0,5 мкм
| 150-500
|
Приложение 2
Таблица 1
Нормы точности для систем контроля линейных и угловых перемещений
| Величина контролируемого перемещения, мм
| Класс точности станка
|
| Н
| П
| В
| А
| С
|
| Допустимое отклонение устройств путевого контроля (для линейных преобразователей), мкм
|
| До 125
Свыше 125 до 200
Свыше 200 до 320
Свыше 320 до 500
Свыше 500 до 800
Свыше 800 до 1250
Свыше 1250 до 2000
Свыше 2000 до 3000
| 8.0
10.0
12.0
15.0
19.0
25.0
30.0
37.0
| 4.0
5.0
6.0
8.0
10.0
12.0
15.0
19.0
| 2.0
3.0
3.5
4.0
6.0
7.0
9.0
11.0
| 1.0
1.5
2.0
2.0
3.0
3.5
4.0
6.0
| 1.0
1.0
1.0
1.5
2.0
2.5
3.0
4.0
|
| Диаметр круговой шкалы измерительной системы, мм
| Допустимое отклонение (для угловых преобразователей в пределах 360° угла поворота), угл. с.
|
| До 125
Свыше 125 до 200
Свыше 200 до 320
Свыше 320 до 500
Свыше 500 до 800
Свыше 800 до 1250
Свыше 1250 до 2000
| 60.0
50.0
35.0
30.0
25.0
20.0
15.0
| 30.0
25.0
20.0
15.0
12.0
10.0
7.0
| 15.0
12.0
10.0
8.0
6.0
5.0
3.0
| 7.0
6.0
5.0
4.0
3.0
2.0
2.0
| 3.0
3.0
2.0
2.0
1.0
1.0
1.0
|
Таблица 2
Обратные связи в системах управления автоматизированным