

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
ТЕТРАДЬ
Для практических работ
ОП 05
«Общие основы металлообработки и работы
На металлорежущих станках»
Профессия «Наладчик станков и оборудования в механообработке»
обучающийся _____________________________
(Фамилия, Имя)
группы № ______
Практическая работа № 1
Инструментальные материалы
Цель:
- составить сравнительную характеристику инструментальных материалов различных типов.
ЗАДАЧА:
- используя данные по видеоматериалу заполнить сводную таблицу характеристик инструментальных материалов.
ИСХОДНЫЕ ДАННЫЕ
- видеоматериалы «Токарное мастерство» видеокурс студия ТехПросвет.
Таблица 1.1 Сравнительная характеристика инструментальных материалов
| Наименование группы | Свойства материалов группы | Марки и их назначение |
| Инструментальная углеродистая сталь | ||
| Легированные инструментальные стали | ||
| Инструментальная быстрорежущая сталь | ||
| Вольфрамовые твёрдые сплавы | ||
| Титановольфрамовые твёрдые сплавы | ||
| Титанотанталовольфрамовые Твёрдые сплавы | ||
| Керметы | ||
Практическая работа № 2
Токарные резцы
Цель:
- выбрать инструмент для обработки конкретной детали.
ЗАДАЧА:
- привести классификацию токарных резцов;
- описать геометрические особенности токарных резцов;
- определить тип токарного резца из представленного набора
ИСХОДНЫЕ ДАННЫЕ
- токарные резцы различных типов;
- индивидуальное задание


1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
|
|
Рисунок 2.1 Типы токарных резцов
Ход работы:
ОТЧЕТ:
1. Типы токарных резцов (см. рис. 2.1)
1- _________________________________________________________________________________
2- _________________________________________________________________________________
3- _________________________________________________________________________________
4- _________________________________________________________________________________
5- _________________________________________________________________________________
6- _________________________________________________________________________________
7- _________________________________________________________________________________
8- _________________________________________________________________________________
9- _________________________________________________________________________________
10- _________________________________________________________________________________
11- _________________________________________________________________________________
12- _________________________________________________________________________________
13- _________________________________________________________________________________
14- _________________________________________________________________________________
15- _________________________________________________________________________________
16- _________________________________________________________________________________
17- _________________________________________________________________________________
Классификация токарных резцов
(По сечению стержня, по способу изготовления, п о конструкции, по направлению и т.д.)
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
|
|
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
_______________________________________________________________________________________
Геометрия токарного резца

Рисунок 2.2 Элементы токарного резца для указания элементов геометрии
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Самостоятельная работа № 1
|
|
Подготовка к семинару на тему:
«Виды заготовок в машиностроении»
ЗАДАНИЕ: подготовить выступление по индивидуальному заданию
Продолжительность выступления не более 7 минут. Для большей наглядности допускается выполнение в виде электронной презентации (не более 15-20 слайдов).
Темы выступлений:
План семинарского выступления
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
|
|
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
План семинарского выступления (продолжение)
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________________________________________________________________________________
Практическая работа № 3
Цель:
- рассчитать элементы режимов резания, исходя из условий задачи
Пример 1:
Определить скорость главного движения резания при обработке заготовки диаметром D=120 мм на токарном станке с частотой вращения шпинделя n = 500 об/мин
|
|
Решение.
Скорость главного движения резания при точении

ЗАДАЧА 1:
Определить скорость главного движения резания при обтачивании заготовки диаметром D = ___ мм на токарном станке с частотой вращения шпинделя n=_____об/мин
Данные к задаче:
| № варианта | D мм | n об/мин | № варианта | D мм | n об/мин | № варианта | D мм | n об/мин |
| 1 | 80 | 860 | 4 | 70 | 1250 | 7 | 30 | 2000 |
| 2 | 150 | 315 | 5 | 220 | 250 | 8 | 95 | 630 |
| 3 | 45 | 1600 | 6 | 180 | 315 | 9 | 110 | 400 |
РЕШЕНИЕ ЗАДАЧИ 1:
_________________________________________________________________________________
_________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________
Пример 2:
Определить частоту вращения шпинделя станка при обтачивании заготовки диаметром D = 80 мм на токарном станке со скоростью главного движения резания V = 215 м/мин
Решение.
Частота вращения шпинделя токарного станка

ЗАДАЧА 2:
Определить частоту вращения шпинделя станка при обтачивании заготовки диаметром D = ____мм на токарном станке со скоростью главного движения резания V = ______ м/мин
Данные к задаче 2:
| № варианта | D мм | V м/мин | № варианта | D мм | V м/мин | № варианта | D мм | V м/мин |
| 1 | 140 | 88 | 4 | 120 | 119 | 7 | 160 | 80 |
| 2 | 37 | 233 | 5 | 72 | 280 | 8 | 54 | 170 |
| 3 | 90 | 177 | 6 | 64 | 200 | 9 | 43 | 216 |
РЕШЕНИЕ ЗАДАЧИ 2:
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
Пример 3:
Определить скорость движения подачи VS при обтачивании заготовки на токарном станке с частотой вращения шпинделя n = 1000 об/мин; подача резца за один оборот шпинделя S0=0,26 мм/об
Решение.
Скорость движения подачи резца.

ЗАДАЧА 3:
Определить скорость движения подачи VS при обтачивании заготовки на токарном станке с частотой вращения шпинделя n; подача резца за один оборот шпинделя S0 приведена в таблице
Данные к задаче 3:
| № варианта | n об/мин | S0 мм/об | № варианта | n об/мин | S0 мм/об | № варианта | n об/мин | S0 мм/об |
| 1 | 400 | 0,61 | 4 | 315 | 0,7 | 7 | 860 | 0,3 |
| 2 | 630 | 0,43 | 5 | 250 | 0,78 | 8 | 160 | 0,95 |
| 3 | 200 | 0,87 | 6 | 1600 | 0,17 | 9 | 1250 | 0,23 |
РЕШЕНИЕ ЗАДАЧИ 3:
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
Практическая работа № 4
ОТЧЕТ
Рисунок 4.2 Эскиз базирования
Таблица 4.1 Маршрутная карта токарной обработки
| Содержание перехода обработки | Эскиз обработки |
Практические работы № 5
ПРАКТИЧЕСКАЯ ЧАСТЬ
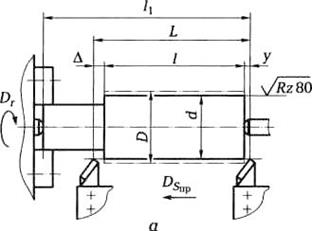
Задача: На токарно-винторезном станке 16К20 производится обтачивание напроход шейки вала диаметром D до диаметра d. Длина обрабатываемой поверхности l, длина вала l 1
| Варианты данных к задаче | |||||||||
| Номер варианта | Материал заготовки | Заготовка | Способ крепления заготовки | Обработка, параметр шероховатости поверхности. мкм | Система СПИД | D мм | d мм | l мм | l1 мм |
| 1 | Серый чугун, 190 НВ | Отливка с коркой | В патроне | Обтачивание черновое. Rz 80 | Жесткая | 85 | 78h12 | 45 | 65 |
| 2 | Сталь 40ХН,
 = 750 МПа = 750 МПа
| Прокат предварительно обработанный | В центрах | Обтачивание напроход чистовое, Rz 1,6 | Нежесткая | 62,3 | 61 h9 | 450 | 650 |
| 3 | Сталь 45,
= 600МПа
| Штампованная предварительно обработанная | В патроне | Обтачивание напроход, получистовое, Rz 20 | Средняя | 102 | 100d11 | 80 | 200 |
| 4 | Сталь 40Х
= 700 МПа
| Прокат предварительно обработанный | В центрах | Обтачивание получистовое, Rz 20 | Жесткая | 130 | 128h11 | 65 | 125 |
| 5 | Серый чугун, 220 НВ | Отливка без корки | В патроне | Обтачивание черновое, Rz 80 | Жесткая | 58,5 | 56h9 | 50 | 80 |
| 6 | Сталь 20ХН,
= 650 МПа
| Поковка | В центрах | Обтачивание напроход черновое. Rz 80 | Нежесткая | 59 | 52hl2 | 450 | 850 |
|
|
 |
Эскиз обработки Схема установки резца
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
Практические работы № 6--8
Теоретическая часть
Кинематической схемой металлорежущего станка называют условное изображение всех механизмов и передач, через которые передается движение от привода станка к его исполнительным механизмам.
Таблица 6.1 Условные обозначения основных элементов кинематических схем станков.

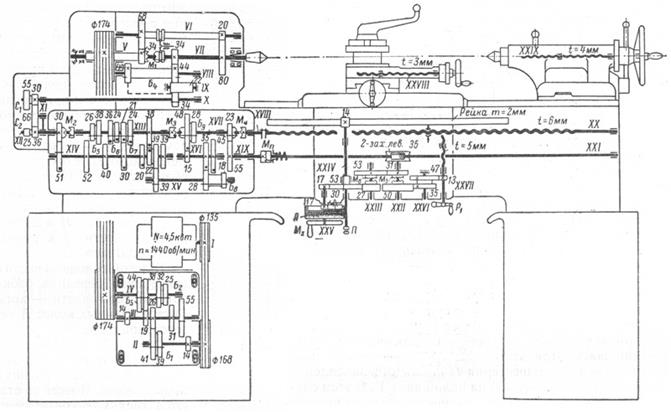
Рисунок 6.1 Кинематическая схема токарно-винторезного станка 1А616
Движение с вала I электродвигателя (N = 4,5 кВт; n = 1440 об/мин) передается на вал II через клиноременную передачу с диаметрами шкивов 135–168 мм; на вал III – через зубчатые передачи 41–26, 39–31, 14–55. Вал III имеет три частоты вращения.
С вала III на вал IV движение передается через зубчатые передачи 14 – 44, 19 – 38, 26 – 32, 31–25. Вал IV имеет 12 частот вращения. Скорости переключаются блоками Б1, Б2, Б3 и зубчатым колесом z = 55, сидящими на валах на скользящих шпонках.
С вала IV движение клиноременной передачей с диаметрами шкивов 174–174 мм передается полому валу V, а далее через зубчатые передачи 34–68 и 20–80 – на шпиндель VII. Переключением муфты М1 влево вращение вала V передается шпинделю VII. Шпиндель станка имеет 24 частоты вращения (11–2240 об/мин).
Кинематическая цепь подачи.
Цепь движения подачи суппортов станка начинается с вала VII (шпинделя). Движение с вала VII на вал X передается через реверсивный механизм зубчатыми передачами 34–44–22–34 или 34–44–44–34. Переключение колеса z = 34 на скользящей шпонке реверсирует направление движения подач суппортов, с вала X движение передается на ведущий вал XII коробки подач через передачи 30–66–36.
Включением муфт М2 и М3 и переключением блоков Б5, Б6, Б7 и Б8 коробки подач движение с вала XII передается через соответствующие зубчатые передачи на ходовой валик XXI станка. Механизм коробки подач обеспечивает 48 частот вращения ходового валика. Однако вследствие близкого совпадения ряда частот вращения практически коробка подач обеспечивает только 22 частоты вращения ходового валика и, следовательно, 22 продольные или поперечные подачи.
С ходового валика XXI движение передается на вал XXII фартука станка червячной передачей 2–35. Включением муфты М6 движение передается с вала XXII через зубчатые передачи 31–53 и 27–53 на вал XXIV, на котором жестко закреплено реечное зубчатое колесо z = 14. Реечное колесо, вращаясь, катится по зубчатой рейке, привернутой к станине станка, обеспечивая продольную подачу суппорта. Включением муфты М5 движение передается с вала XXII через передачи 50 – 35 и 47 – 13 на ходовой винт XXVII поперечной подачи.
Кинематическая цепь нарезания резьбы. При нарезании резьб с шагом до 6 мм движение в коробку подач передается от шпинделя. Резьбы с более крупным шагом нарезают при включенном переборе с использованием звена увеличения шага. Для этого блок Б4 смещают вправо, пока зубчатое колесо z = 44 не войдет в зацепление с колесом z = 34, закрепленным на валу V. В этом случае движение в коробку подач передается от вала V; с вала X на вал XII коробки подач – через блоки С1 и С2 сменных зубчатых колес.
При нарезании дюймовых резьб кулачковую муфту М2 выключают. Колесо z = 51 зацеплено с колесом z = 30 вала XII, а колесо z = 39 вала XV введено в зацепление c колесом z = 39 блока 22 – 39, свободно сидящим на валу XIV. При нарезании метрических и модульных резьб включают муфту М2, колесо z = 51 выводят из зацепления, а колесо z = 39 перемещают по валу XV вправо до зацепления с колесом z = 39, жестко закрепленным на валу XIV.
Суппорт станка при нарезании резьб получает движение от коробки подач через кулачковую муфту M4, промежуточный валик XVIII и ходовой винт XX.
Задача
Указать на схеме (рис. 6.2) основные элементы токарного станка. Определить передаточное число в указанном механизме
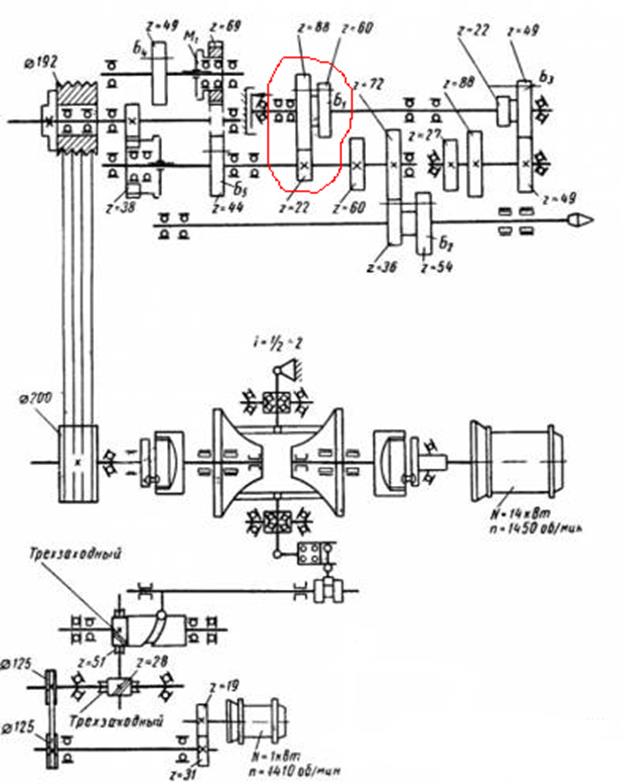
Рисунок 6.2 Кинематическая схема токарного станка 1М620
Практическая работа № 9
Теоретические основы
Для крепления заготовок на токарных станках применяют двух-, трех- и четырех-кулачковые патроны с ручным и механизированным приводом зажима.

Рисунок 7.1. Трехкулачковый самоцентрирующий патрон:
1, 2 и 3 — кулачки; 4 — диск; 5 — зубчатое колесо; 6 — корпус патрона
Наиболее широко распространен трехкулачковый самоцентрирующий патрон (рис. 7.1). Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра.
В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали.
В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы.
Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности.
Мембранные патроны применяют в том случае, когда необходимо обработать партию заготовок с высокой точностью центрирования.
Токарные патроны предназначаются для установки на токарные специальные и универсальные станки. Конструкция подобного патрона обеспечивает передачу большего усилия зажима при намного меньшем крутящем моменте на зажимных ключах по сравнению с патронами спиральными. Все отечественные и зарубежные производители изготавливают патроны для токарных станков на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.

Рисунок 7.2 Схема зажима заготовки в токарном патроне
ОТЧЕТ
1. Привести элементы классификации токарных патронов:
- по конструктивному принципу
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
- по количеству кулачков
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
- по типоразмеру
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
2. Патрон состоит из наружной и внутренней частей.



а б в



г д е
Рисунок 7.3 Токарные патроны
а - трехкулачковый, б – мембранный, в - клиновой, г – цанговый, д – гидропатрон, е – 4хкулачковый
Укажите составные части патрона, распределив их по принадлежности к наружной и внутренней частям патрона.
| Наружная часть патрона | Внутренняя часть патрона |
3. При закреплении заготовки в токарном патроне используются два метода действия кулачков патрона: сжим и разжим.
При закреплении какого типа заготовок кулачки работают на сжим и на разжим?
_____________________________________________________________________
_____________________________________________________________________
4. В каких случаях используются прямые кулачки, а в каких обратные?
_____________________________________________________________________
_____________________________________________________________________
5. В чем состоят главные отличия патронов, приведенных на рис. 7.3
_____________________________________________________________________
_____________________________________________________________________
Практическая работа № 10
Теоретические основы
В зависимости от формы и размеров обрабатываемых деталей применяют различные центры (рис. 8.1). Угол при вершине рабочей части центра (рис. 8.1, а) обычно равен 60°. Конические поверхности рабочей 1 и хвостовой 2 частей центра не должны иметь забоин, так как это приводит к погрешностям при обработке заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, что позволяет выб
|
|
|

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!