Мы достаточно подробно обсудили метод УББК. Посмотрим теперь, как его концепции и принципы действуют в типичной производственной организации. Давайте вернемся к MICSS и исследуем другой сценарий.
Это завод ADV200. Ситуация, с которой столкнулся его генеральный директор, подробно описана в приложении Г. Сейчас вполне подходящее время, чтобы прочитать первую часть этого приложения. Вы можете выполнять все инструкции, приведенные в этом приложении, на своем компьютере в программе MICSS или пользоваться иллюстрациями в приложении Б.
Если вы запускали сценарий ADV200 в соответствии с инструкциями приложения Г для первого цикла, то, наверное, заметили, что показатель своевременности поставок («Репутация») исключительно хорош - 100%. Но компания сама себе роет яму. Она теряет деньги и все больше влезает в долги. Почему это происходит? Вспомните, что вы прочитали в приложении Г, и что наблюдали во время первого запуска сценария.
Теперь запустите модель еще трижды, каждый раз сроком один год. В первый раз снизьте все цены на 10%, больше никакие правила не меняйте. Запишите результаты (чистую прибыль, объем наличных средств). Во второй раз поднимите цены на 10% и снова запишите результаты. В третий раз не меняйте цены, но сократите все сроки поставки до 25 дней. Результаты, по всей вероятности, будут похожи на те, которые показаны на рис. 11.3. Если вы этого не наблюдаете, повторите все три запуска, параллельно следя за содержанием дерева.
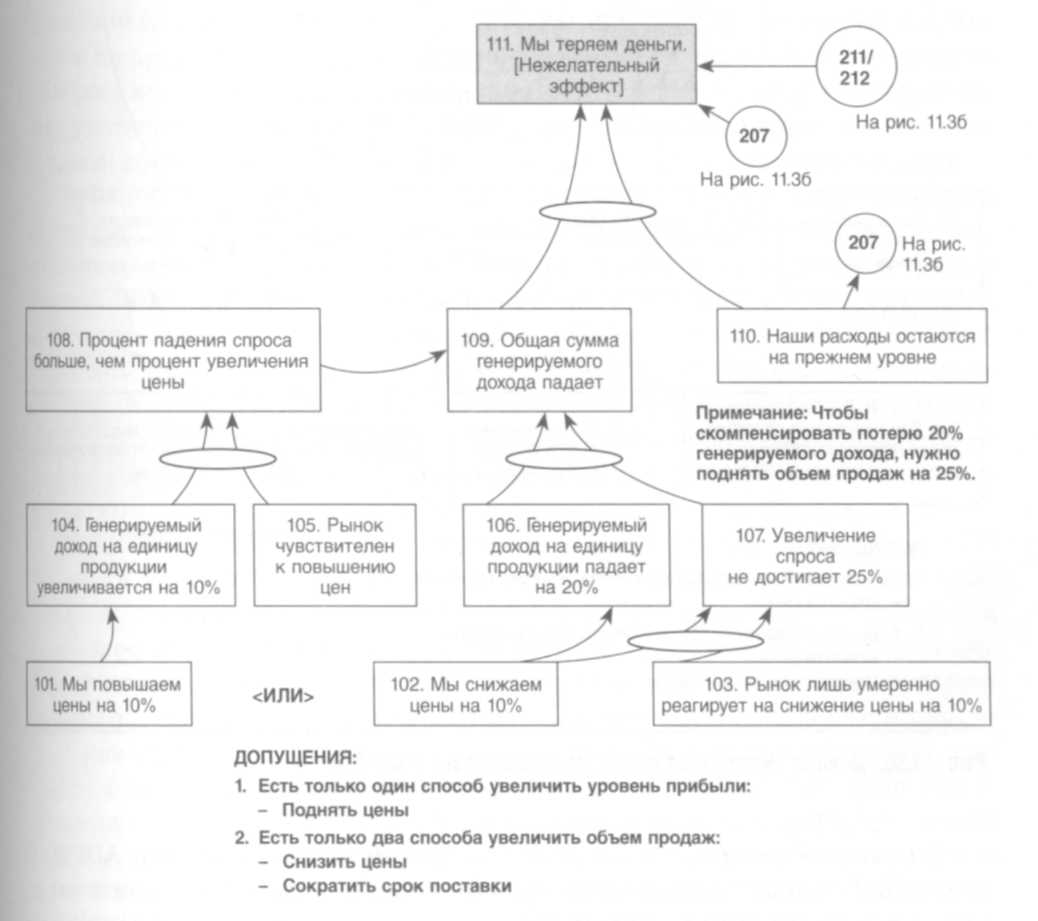
Рис. 11.3 – Дерево текущей реальности завода ADV200
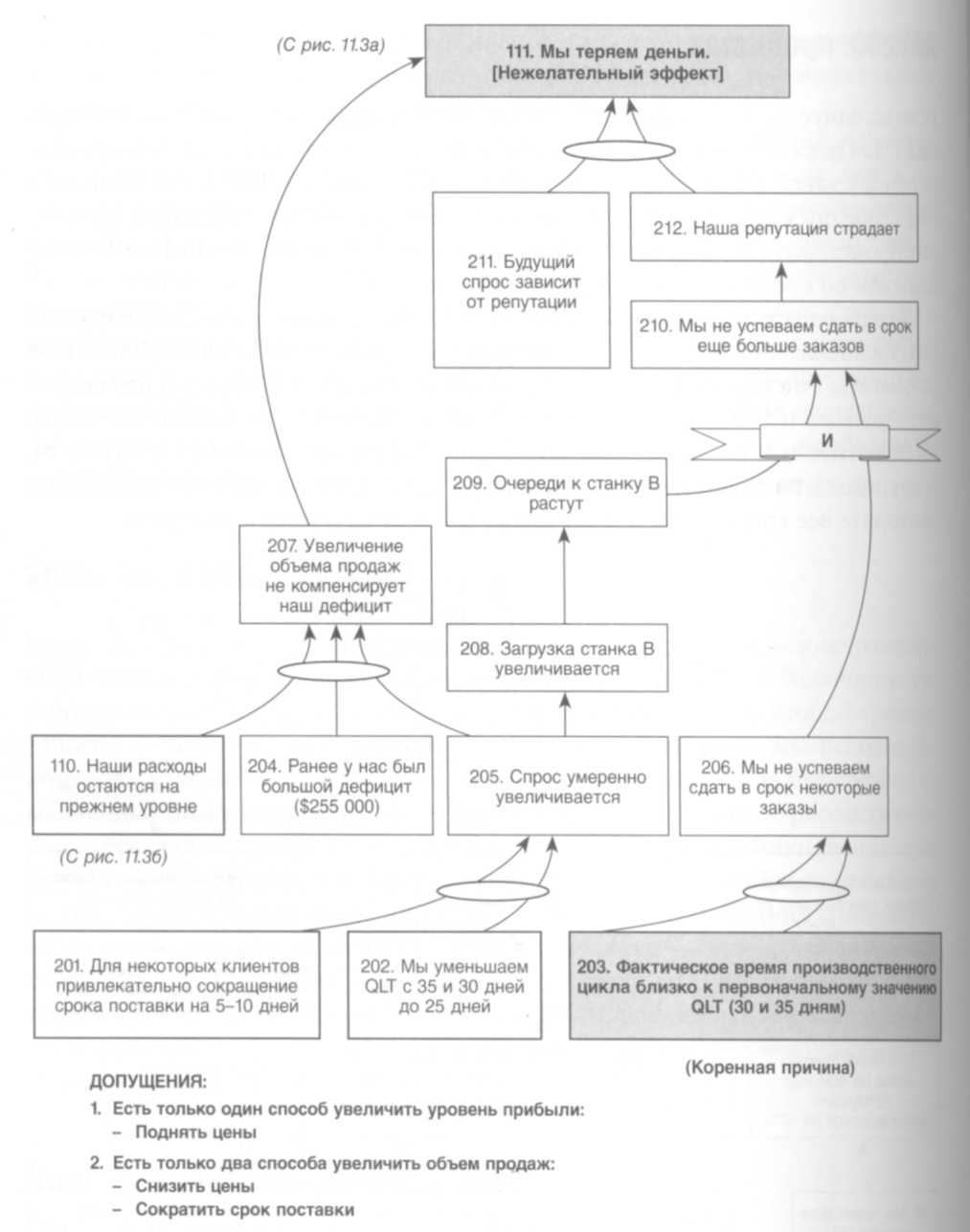
Рисунок 11.36 – Дерево текущей реальности для компании ADV200
Что можно сделать, чтобы улучшить финансовые показатели ADV200? Очевидно, компании нужно увеличивать продажи, справляясь при этом со всеми поступающими заказами. Ни один участок производства ADV200 не загружен более чем на 70% — если вам нужно доказательство, проверьте загрузку оборудования («Производство» | «Информация»). Таким образом, ничто не мешает принимать новые заказы. Но как их найти?
Программа MICSS не так богата возможностями, как реальная жизнь. Некоторые варианты, существующие в действительности, здесь исключены, потому что упрощенные модели не могут полностью дублировать реальность. Нам придется работать с теми параметрами, которые программа разрешает менять. У основания дерева мы видим два допущения, касающиеся программы MICSS вообще и завода ADV200 в частности:
1. Есть только один способ увеличить уровень прибыли — поднять цены.
2. Есть только два способа увеличить спрос на продукцию ADV200 (и объем продаж): первый — снизить цены, второй — сократить срок поставки.
В рамках модели ADV200 у нас есть только эти возможности.
Первая половина дерева (рис. 11.3а) показывает, почему изменение цен нам на самом деле не поможет. Разберем этот вопрос более подробно. Запуская сценарий со снижением цен (пункт 103), вы, естественно, рассчитывали, что спрос на продукцию вырастет. И, конечно, это произошло. За год, в течение которого компания продавала продукцию на 10% дешевле, загрузка оборудования увеличилась и было реализовано больше единиц продукции. Однако суммарный доход сократился, и компания только потеряла еще больше денег.
Причина такого результата, явно противоречащего намерениям руководства компании, в том, что спрос в сценарии MICSS вырос недостаточно и не мог скомпенсировать последствия снижения цен. При снижении цены на продукцию на 10% генерируемый доход (маржинальная прибыль) снизится не на 10%, а сильнее. Так, если он составляет порядка 50% от обычной отпускной цены, снижение этой цены на 10% уменьшит его на 20%. Чтобы подобная тактика была оправданной, необходимо значительное повышение рыночного спроса. Оно должно быть достаточным, чтобы не только компенсировать потери от снижения цены, но и получить увеличение генерируемого дохода по сравнению с тем, который был бы получен при сохранении существующих расценок.
Например, если наш рынок требует 1000 единиц продукции по цене $100 за штуку, мы получаем выручку $100 000. Если половина стоимости каждой единицы приходится на переменные затраты, то 1000 единиц генерируют доход в размере $50 000. Снижение цены на 10% (до $90 за штуку) для стимулирования спроса не повлияет на наши переменные затраты. Они по-прежнему будут составлять $50 за единицу продукции, поэтому 1000 единиц принесут нам уже только $40 000 генерируемого дохода. Прежде чем говорить о прибыли, нам нужно скомпенсировать потерянные $10 000. При цене $90 за единицу продукции ($40 генерируемого дохода) для этого потребуется продать на 250 единиц больше, чем прежде. Иначе говоря, мы должны будем увеличить объем продаж на 25%, чтобы всего-навсего скомпенсировать снижение цены на 10%, и гораздо сильнее, чтобы добавочная прибыль оправдала это снижение. Приведет ли снижение цены на 10% к повышению объема продаж (в единицах продукции, а не долларах!) на 30% или более? Неудивительно, что ценовые войны — не очень хорошая идея, правда? Средняя ветвь дерева на рис. 11.3а показывает развитие событий в результате снижения цен на 10%.
Не исключено также, что увеличение спроса окажется слишком сильным и производственные мощности предприятия с ним не справятся, — тогда мы не сможем вовремя выполнять заказы. Этот вариант не отражен в дереве текущей реальности, поскольку снижение цены на 10% на самом деле не приведет к таким последствиям. Но стоит спросить себя: если нам все-таки посчастливится увеличить продажи на 30%, как говорилось выше (опять же, ] в единицах продукции, а не в долларах), как изменится загрузка наших мощностей? Если мы будем их перегружать, причем достаточно часто, то разочаруем клиентов и утратим их доверие. Мы потеряем этих клиентов и, как следствие, продажи. Таким образом, есть веская причина не снижать цены.
ADV200: конфликт
Если ADV200 не будет снижать цены, компании нужен другой способ стимулирования спроса. Другими словами, требуется придумать, как увеличить ценность ее продуктов или услуг без изменения цен. Один способ — предложить более сжатые сроки поставки, чем у конкурентов. При прочих равных условиях клиенты, вероятно, оценят быстроту поставок: она поможет им упростить собственные процессы планирования, позволит оперативно реагировать на изменения в своих заказах. Но это приводит нас к конфликту (рис. 11.4), вытекающему из коренной причины всех причинно-следственных связей в дереве текущей реальности (пункт 203): «Фактическое время производственного цикла близко к первоначальному сроку поставки». Сроков поставки имеется два: 35 дней для продуктов А1-В2 и 30 дней для продуктов С1 и С2.
Чтобы повысить прибыльность, нужно увеличить спрос, чего мы можем добиться путем сокращения срока поставки. Но нам также нужно сохранить репутацию надежного поставщика. Вернемся ко второй части дерева текущей реальности (рис. 11.36). Если мы пообещаем клиентам выполнять заказы быстрее, а длительность производственного цикла не изменится, то мы рискуем не сдержать обещание. Что же делать?
Давайте рассмотрим ситуацию на уровне системы в целом. Где в данный момент находится системное ограничение ADV200? Очевидно, это продажи (рыночный спрос), поскольку продукция компании не пользуется достаточным спросом. Следовательно, в настоящий момент ограничение находится за пределами компании, и то, что загрузка оборудования составляет 70% и меньше, подтверждает такой вывод. Если мы хотим правильно применить теорию ограничений, то должны максимально использовать это ограничение (сократить срок поставки), а для этого подчинить задаче использования ограничения все внутреннее управление компанией. В данном случае подчинение означает оптимизацию производственных правил не для повышения внутренней эффективности, а для обеспечения как можно более быстрых и надежных поставок.
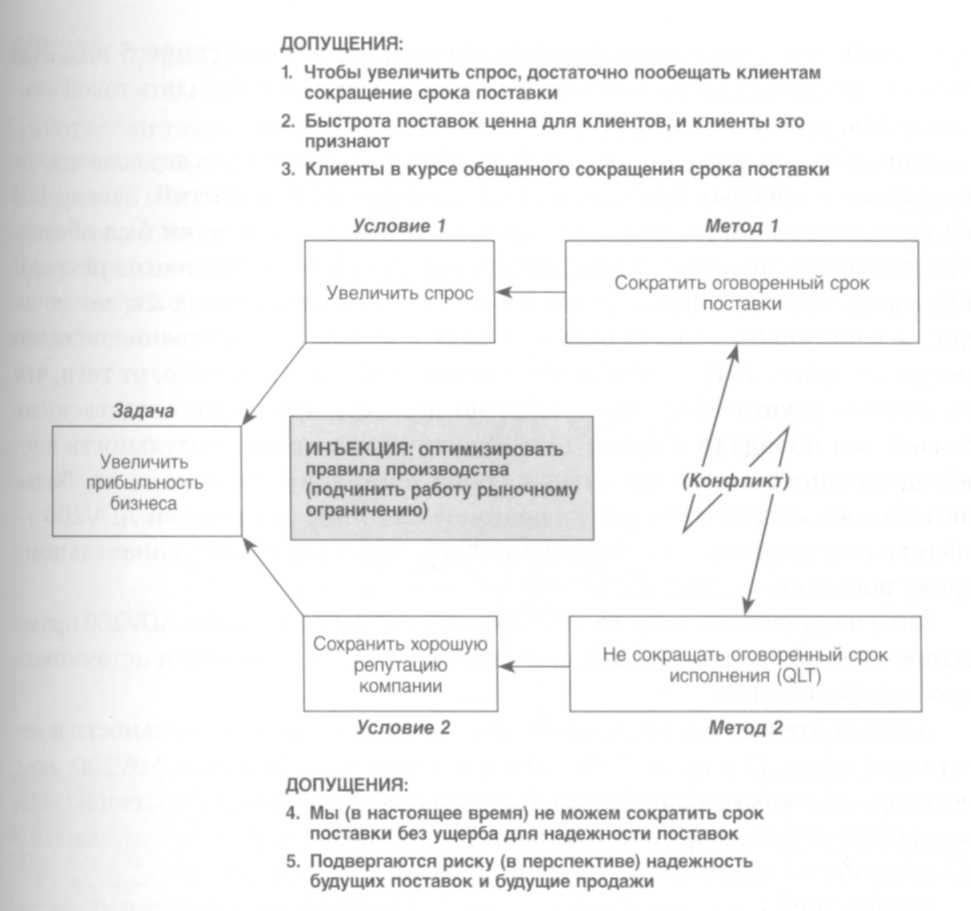
Рисунок 11.4 – Конфликт ADV200: срок поставки
Каким образом можно было бы поменять производственные правила для ADV200, чтобы подчинить работу компании рыночному ограничению? Способ для этого мы уже не раз здесь обсуждали, в частности, разбирали на примере Завода-120. Метод «барабан-буфер-канат» (ББК) рекомендует сократить партии обработки, использовать партии меньшего размера для передачи незавершенного производства между участками и отдавать приоритет подтвержденным заказам (откладывая ради них производство продукции на склад). В УББК при этом рекомендуется рассматривать рынок как первичное ограничение и управлять загрузкой внутренних ресурсов так, чтобы нигде в системе никогда не появлялось активное внутреннее ограничение.
Вернемся к рис. 6.10 (а и б) из главы 6. Это дерево будущей реальности Завода-120. Все восемь инъекций полностью применимы и в случае компании ADV200. Но, поскольку в ее дереве текущей реальности не фигурируют проблемы со снабжением, проигнорируем временно инъекции 5 и 6. Они могут пригодиться компании в будущем, когда ей удастся создать такой объем спроса, что начнутся трудности с поставками сырья.
Удивительно, насколько могут быть похожи решения для двух совершенно разных ключевых проблем и сценариев развития событий. Заводу-120 не требовалось сокращать срок поставки (на самом деле он был обеспечен твердыми заказами с фиксированной датой отгрузки на год вперед). Коренные причины проблем для завода, указанные на рис. 6.2а, заключались в следующем: «Мы боремся за эффективное использование каждого ресурса» (пункт 101) и «Мы не можем отделить то, что важно, от того, что не важно» (пункт 104). Но пройдя по цепочке причинно-следственных связей, мы попадали в пункт 110: «Фактическая продолжительность производственного цикла превышает сроки поставки». Не правда ли, более чем похоже на формулировку коренной причины трудностей ADV200 — «Фактическое время производственного цикла близко к первоначальному сроку поставки» (пункт 203)?
Это и не удивительно. Исходные производственные правила ADV200 прямо вытекает из общих положений, аналогичных тем, которые стали источником проблем Завода-120.
Посмотрите еще раз на рис. 6.10 и 6.11 (дерево будущей реальности и негативная ветвь 1) в главе 6. Все это относится и к компании ADV200, но с некоторым важным добавлением. Нам понадобится еще одна инъекция: «Мы осторожно сокращаем срок поставки, чтобы воспользоваться ожидаемым сокращением фактического времени производственного цикла».
Перечислим здесь несколько основных инъекций, которые практически универсальны для методологии ББК и уже были испытаны нами в ситуации Завода-120. Они должны сработать и для ADV200.
• Инъекция 1а. Обеспечить определенный объем защитной мощности для всех ресурсов.
• Инъекция 16. Рассматривать переналадки как существенный фактор, только если они исчерпывают защитную мощность.
• Инъекция 2. Обеспечить механизм контроля для выявления вновь
возникающих узких мест.
• Инъекция 3. Принимать меры, чтобы не допустить превращения обнаруженных узких мест в ограничения системы.
• Инъекция 4. Уменьшить размер партий, перейти с еженедельного планирования на ежедневное, узаконить частичные производственные заказы (передаточные партии меньшего размера) и отдавать приоритет наиболее срочным заказам.
• Инъекция 5. Сократить срок поставки до фактической продолжительности производственного цикла.
ADV200: проверка предложенных решений
Сработает ли такая тактика? Сможет ли она изменить ситуацию с ADV200 в противоположную сторону? Прежде чем проводить предложенные инъекции «в жизнь» (т. е. менять правила работы ADV200 в MICSS), попробуем проверить психологически на предмет достаточности. На рис. 11.5 (а и б) показано дерево будущей реальности — результат применения пяти перечисленных инъекций. Изучите его и проверьте, достигнут ли желаемый эффект (сокращение производственного цикла и увеличение прибыльности бизнеса).
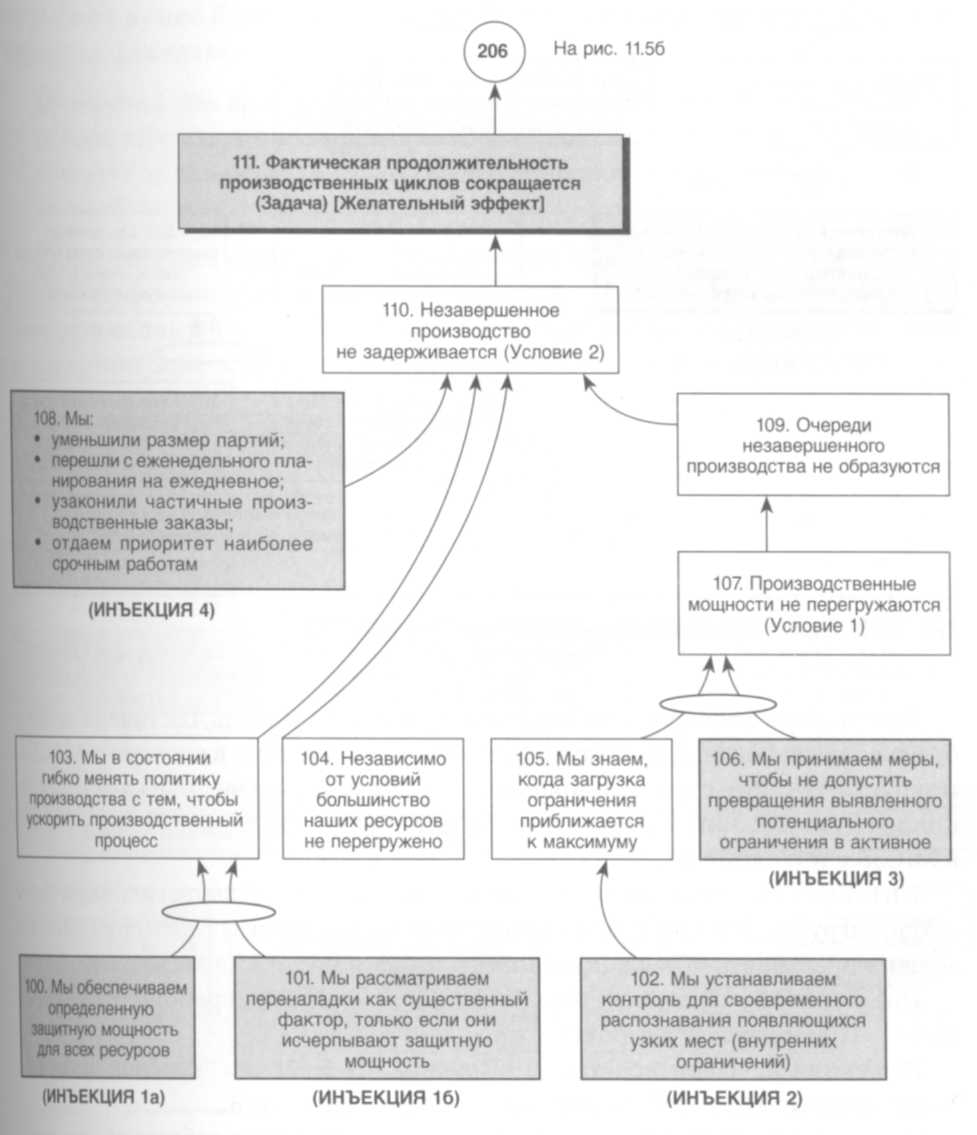
Рисунок 11.5а – Дерево будущей реальности для компании ADV200
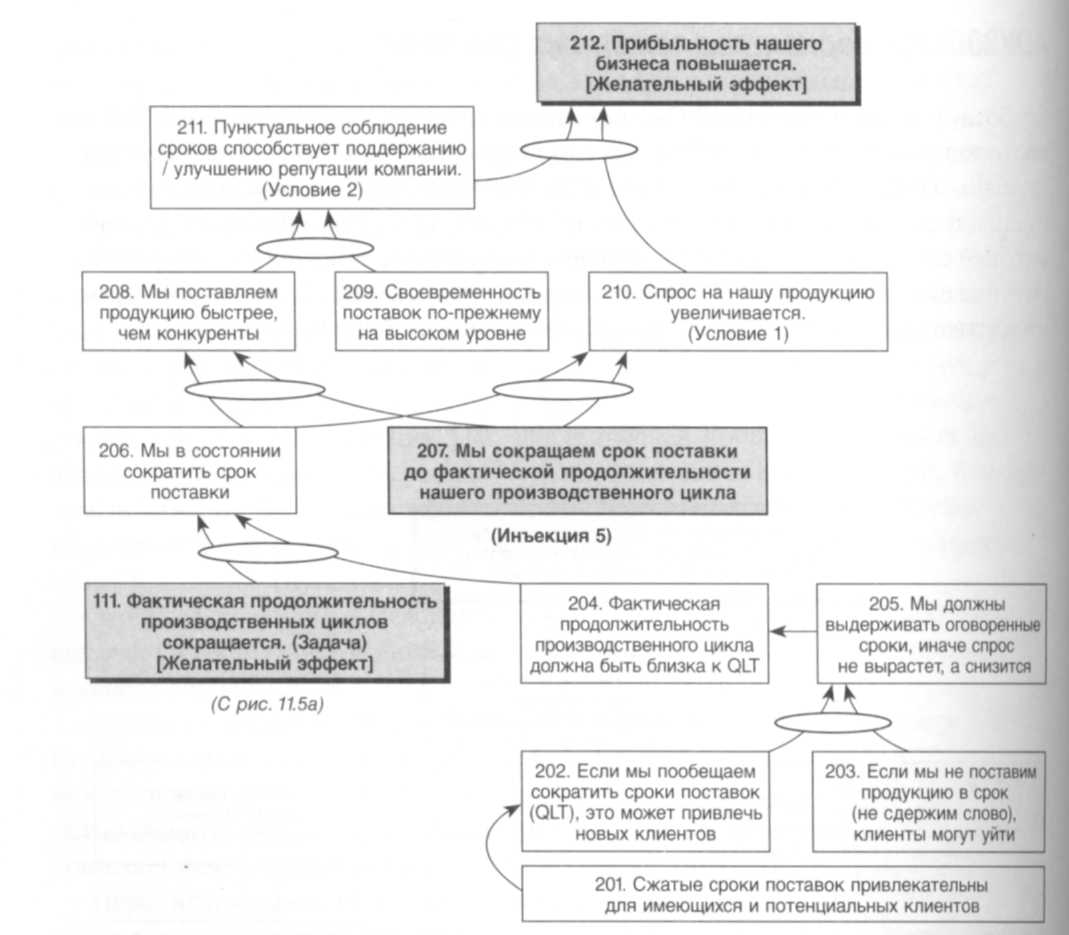
Рисунок11.56 – Дерево будущей реальности для компании ADV200
Теперь пора проверить, не упустили ли мы чего-нибудь, составляя дерево будущей реальности. Для этого применим наши инъекции к сценарию ADV200 и запустим модель с новыми правилами. Следуйте инструкциям для второго цикла в приложении Г. Вот как соотносятся изменения правил для ADV200 в MICSS с инъекциями:
Инъекция 1а. Откройте раздел «Производство» и поставьте галочку в поле «Общ. загрузка». Следите за увеличением красной полосы (времени). Она не должна превышать 90% от обещанного срока поставки (в часах).
Инъекция 16. «Производство» | «Правила» | «Правила работы оборудования» | «Приоритеты» | «Срочность».
Инъекция 2. «Производство» | «Правила» | «Правило "красная линия"». Задайте время «красной линии» 5 дней для всех изделий.
Инъекция 3. «Производство» | «Правила» | «Правила работы оборудования» | «Работа с заказами» | «Заказ частично».
«Производство» I «Правила» | «Правила планирования» | «Фикс, интервал». Укажите интервал планирования 1 день.
«Производство» | «Правила» | «Правила планирования» | «Комплектование партий». Установите минимальный размер партии по своему желанию; начните с 30.
Инъекция 4. «Маркетинг» | «Правила» | «Параметры продукции». Для начала установите срок поставки 25 рабочих дней и снижайте его понемногу, пока не появятся признаки перегрузки системы (многочисленные «красные флажки», сигнализирующие об опасной задержке заказа).
Инъекция 5. «Производство» | «Действия» | «Доп. смена». Дополнительную смену нужно будет вводить по необходимости при появлении у заказов «красных флажков».
Примечание. Для проверки «красных» заказов приостановите цикл работы модели, перейдите в раздел «Маркетинг» и посмотрите, сколько изделий выделено красным. Если их несколько, потребность в дополнительной смене обоснована.
Какие результаты получились во втором цикле? Удалось ли компании ADV200 под вашим руководством заработать деньги или, по крайней мере, потерять не так много, как в 1997 г.? Помогают ли новые производственные и маркетинговые правила ББК двигаться в правильном направлении?
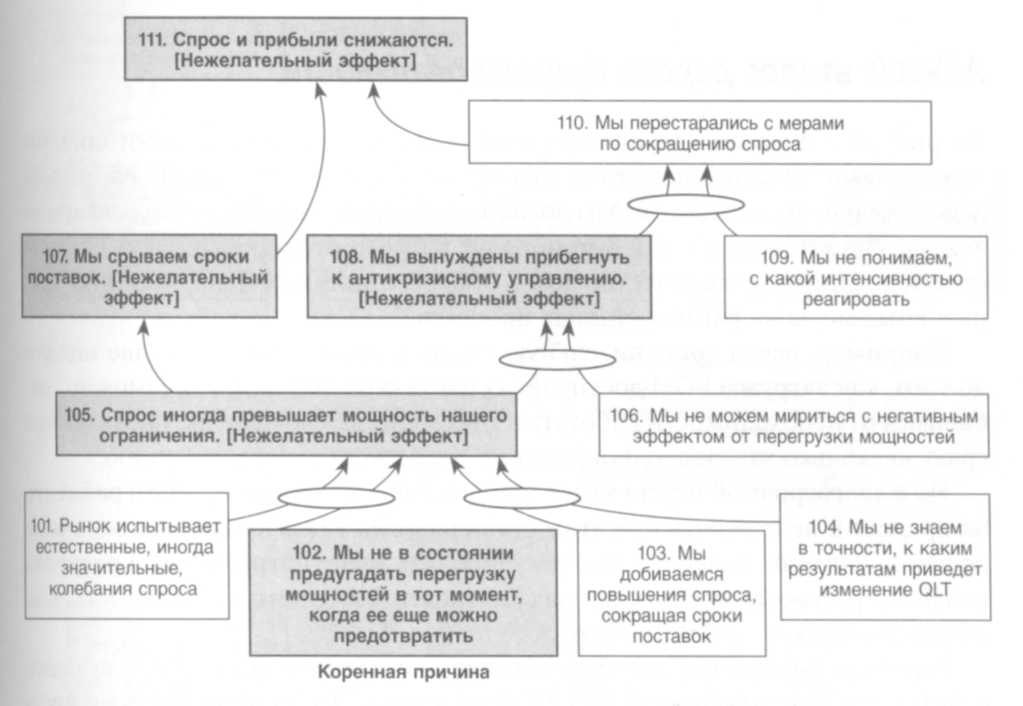
Рисунок11.6 – Второе дерево текущей реальности для компании ADV200: ожидаемая
ADV200: второе дерево текущей реальности
С какими новыми проблемами вы столкнулись? В действительности маловероятно, чтобы наших пяти инъекций оказалось достаточно для решений всех проблем и завод тут же начал приносить прибыль. На рис. 11.6 показаны некоторые типичные нежелательные явления, от которых при работе с компьютерной моделью ADV200 часто не удается избавиться после применения первой серии инъекций.
Довольно распространенный сценарий — возрастание спроса на продукцию до такой степени, что предприятие не справляется с ним, даже притом, что мощность увеличилась. Растет число «красных флажков», сигнализирующих о задержке заказов, в некоторых случаях даже срываются сроки поставки, из-за чего, в свою очередь, страдает репутация компании.
Коренная причина такого рода явлений состоит в нашей неспособности вовремя предвидеть перегрузку, чтобы ее предотвратить. Другими словами, мы не замечаем, что система перегружена, пока не образуется несколько дыр в буфере отгрузки. Конечно, руководство начинает волноваться, но нужный момент упущен и некоторые заказы, возможно, уже не удастся отгрузить в срок. Нам нужно найти способ устранить коренную причину (пункт 102 на рис. 11.6). Еще одна задача — понять, как обойтись без антикризисного управления в случае частого появления дыр в буфере отгрузки.
ADV200: второе дерево будущей реальности
На рис. 11.7 показано дерево будущей реальности с несколькими новыми инъекциями, которые помогают решить проблемы, отраженные во втором дереве текущей реальности. Мы должны научиться выявлять опаздывающие заказы задолго до того, как они попадут в буфер отгрузки, и тогда сможем свести к минимуму количество дыр в буфере, принимая менее жесткие оперативные меры на ранних стадиях процесса.
Например, введя дополнительную смену всего на два дня за две недели до того, как загрузка РОМ достигнет критической точки, мы, возможно, избавимся от необходимости работать в две смены целую неделю, проталкивая сразу несколько заказов, одновременно пересекших красную линию.
Но в долгосрочной перспективе ни одна система не может долго работать на пределе и не потерять при этом стабильность. Здесь нужно долгосрочное решение, которое позволит нам регулировать нашу потребность в ресурсах (загрузку ресурсов), всегда оставляя определенную защитную мощность. Как же реализовать инъекции, названные на рис. 11.7?
Вернемся к понятию планируемой загрузки, которое мы обсуждали ранее в этой главе. Как вы помните, она рассчитывается для каждого участка и представляет собой суммарное количество часов, необходимое этому участку для выполнения всех заказов, включенных в основной план производства. Чтобы увидеть в MICSS диаграммы планируемой загрузки, представленные на рис. 11.1, откройте раздел «Производство» и поставьте галочку в поле «Общая загрузка» в правом верхнем углу экрана. На этих диаграммах можно проследить динамику планируемой загрузки в зависимости от изменения фактической загрузки. Красные полосы на графиках всех участков удлиняются при добавлении в план новых производственных заказов, а затем постепенно укорачиваются по мере того как принятые системой заказы проходят этапы производственного цикла.
Рядом с каждой красной полосой отображается число часов и минут — время, необходимое для выполнения работы, назначенной данному участку, начиная с настоящего момента и до наступления срока поставки. Заметим, что речь во всех случаях идет о рабочем времени: при пятидневной 40-часовой рабочей неделе срок поставки, равный 25 дням, соответствует 200 часам загрузки рабочего участка. Красные полосы на диаграммах общей загрузки соответствуют количеству часов работы по тем заказам, которые на данный момент подтверждены и внесены в основной план производства.
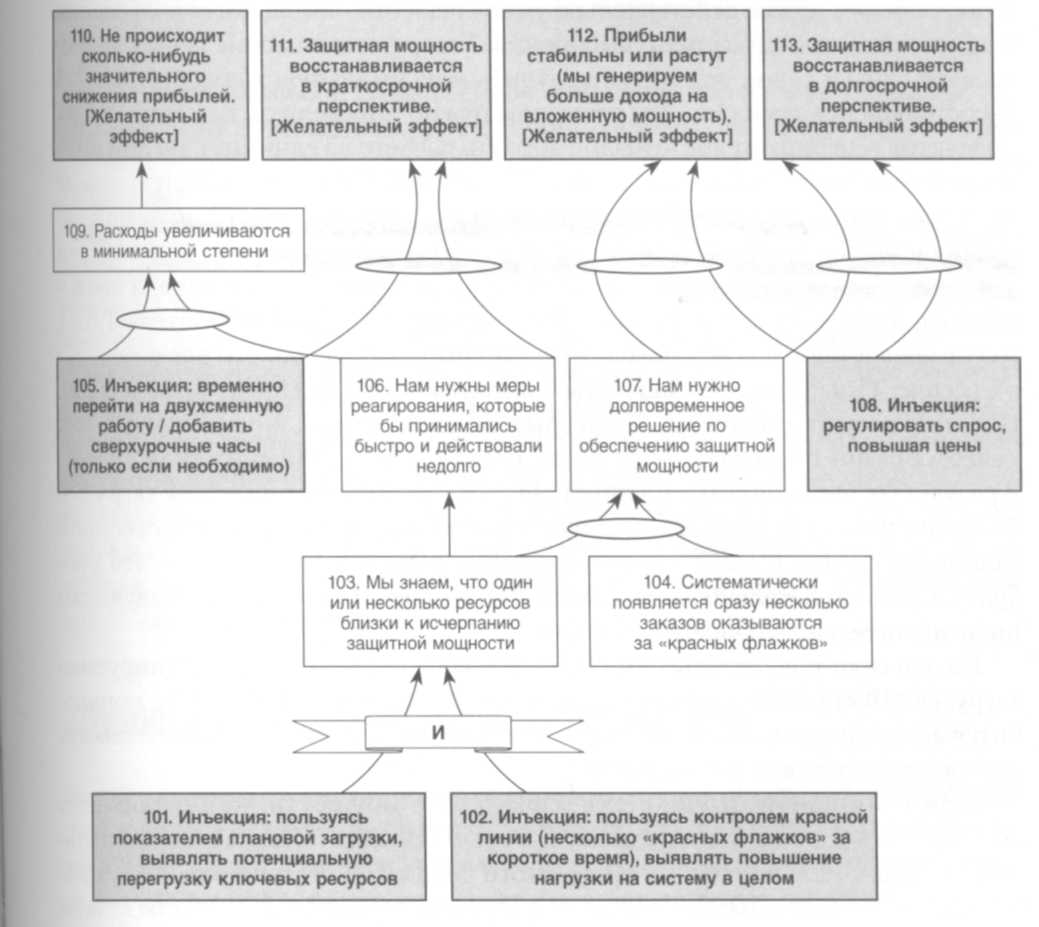
Рисунок 11.7 – Второе дерево будущей реальности для компании ADV200: система контроля
Если мы знаем, что у станка В самый высокий среди наших ресурсов уровень загрузки, мы можем рассматривать его как ресурс ограниченной мощности (РОМ), даже если в настоящее время он не перегружен, — ведь именно он первым достигнет предела загрузки. У всех остальных ресурсов запас мощности гораздо выше. Поэтому для того, чтобы поддерживать защитные мощности на всех этапах производственного процесса, нам нужно всего лишь отслеживать ежедневную динамику планируемой загрузки станка В. При сроке поставки 25 дней (200 часов) мы хотим, чтобы планируемая загрузка станка В не превышала 180 часов (порядка 90%). Если соответствующий показатель (см. рис. 11.1) выходит за эту границу и больше не опускается, следует подумать о возможности ввести на несколько дней дополнительную смену (краткосрочная инъекция), чтобы снизить планируемую загрузку станка до приемлемого уровня.






