предыдущих разделах книги мы рассматривали простейшую производственную систему, условный Завод-120, и могли убедиться, что даже при небольшом количестве ассортиментных позиций, рабочих участков и видов сырья непросто сократить время производственного цикла и по-прежнему укладываться в оговоренные сроки. Также мы видели, насколько уменьшается головная боль по поводу календарного планирования, если применить производственные принципы теории ограничений: сократить размер партий обработки и перемещения, всегда пропускать первыми твердые заказы с наиболее ранними сроками сдачи.
Мы, кроме того, рассмотрели традиционный метод «барабан-буфер-канат» (ББК) и значение управления буферами для его успешного применения, отметив, что, независимо от наличия ББК, в любой среде управления производством нужнее всего, пожалуй, средства контроля, помогающие прогнозировать и предотвращать отклонения до того, как те нанесут существенный урон стабильности системы.
Когда вы учились арифметике, учитель заставлял вас считать сложными способами — с помощью карандаша и бумаги, а также в уме. Это был хороший способ проверить, насколько хорошо вы усвоили основные понятия. Однако, став взрослыми, мы по большей части перешли на электронные калькуляторы. Когда вы последний раз, не пользуясь калькулятором:
• вычисляли квадратный корень;
• рассчитывали сумму выплат по ипотечному кредиту на 30 лет по формуле будущей стоимости;
• определяли расстояние, которое не могли измерить непосредственно, по тригонометрической формуле;
• просто перемножали в столбик два четырехзначных числа?
Аналогичным образом в части 2 мы постарались подробно разобрать традиционную версию метода ББК, чтобы дать вам полное представление о его базовой концепции и принципах. Но хотя традиционный ББК действительно работает, он — подобно расчетам, сделанным вручную, — может оказаться несколько громоздким. Пора рассказать, как получить те же ответы с помощью «калькулятора» — упрощенного варианта ББК (УББК). Хотя УББК и не сводит решение задачи к нескольким нажатиям клавиш, его гораздо проще внедрить и использовать, а результаты получаются те же. Когда вы полностью поймете схему применения УББК, то, наверное, спросите себя: «Почему мы с самого начала не настроили так свою производственную систему, ведь это совсем просто?»
Сложности, возникающие при применении традиционного ББК
Никакая система не совершенна, просто одни лучше, другие хуже. Хотя применение традиционного ББК определенно является шагом вперед относительно MRP, оно все-таки связано с некоторыми сложностями.
Неэффективное распределение времени буферов
Использование трех буферов способствует защите конкретных точек, но уменьшает общую защищенность системы. Время, отведенное одному буферу, не может быть при необходимости использовано каким-либо из оставшихся буферов. Каждый буфер защищает свою зону, и если он израсходован не полностью, нельзя сохранить оставшееся время для защиты последующих точек. Пусть, например, все этапы производственного процесса с момента отпуска сырья и до ресурса ограниченной мощности (РОМ) функционируют нормально, так что заказ доходит до РОМ со значительным опережением графика и должен ждать долгое время. После окончания обработки на РОМ заказ продолжает движение к складу отгрузки. И хотя в точке отгрузки есть свой буфер, это время, конечно же, ограничено. Если между РОМ и точкой отгрузки случится какая-то неполадка, которая займет все время буфера отгрузки или даже больше, неиспользованное время буфера РОМ ничем уже нам не поможет.
Слишком большие буферы
Продолжим рассмотрение примера. Очевидно, что, хотя фактическая продолжительность производственного цикла при использовании ББК может быть меньше, чем время, рассчитанное MRP-системой, три буфера в состоянии добавить большее время задержки, чем нужно, чтобы компенсировать снижение общей защищенности системы. Не исключен и конфликт между потребностями разных буферов, из-за чего становится сложнее контролировать все три буфера сразу. Также возможно, что оператору придется делать выбор между двумя заказами, попавшими в Зону 1 двух разных буферов — например, отгрузки и РОМ. Чему здесь отдать предпочтение? При двух дырах в одном и том же буфере, очевидно, следует браться за более срочный заказ, но как поступить, если буферы разные?
Стабильность графика
Если меняется приоритет клиентов, сложнее становится поддерживать стабильный график загрузки РОМ. Допустим, у нас есть график на ближайшие три недели, включающий только подтвержденные заказы. И вот к нам обращается новый клиент, который обещает заказать у нас еще много продукции при условии, что первый заказ, который он сделал, будет отгружен в течение следующих двух недель. Чтобы удовлетворить это требование, мы, очевидно, должны каким-то образом втиснуть новый заказ в существующий план-график и изменить график загрузки РОМ.
Возможно, достаточно будет просто вставить этот заказ в график и сдвинуть на нужное время обработку всех последующих заказов. Понадобится проверить, что отложенные заказы все равно будут готовы к назначенному сроку. Если окажется, что нет, можно попробовать сэкономить время на переналадках РОМ, но тогда график работы этого ресурса придется полностью переделать.
Теперь рассмотрим другую достаточно частую ситуацию — заказчик отменяет заказ или сдвигает сроки на месяц вперед. Мы оказываемся перед дилеммой: оставить ли график загрузки РОМ прежним, несмотря на снижение генерируемого дохода в краткосрочной перспективе, или переделать его график, сдвинув какие-то заказы на более ранний срок (если известно, что мы успеем вовремя получить все необходимые материалы), чтобы сохранить генерируемый доход? Если производство организовано достаточно сложно, то без помощи компьютера трудно будет составить (или пересмотреть) график для РОМ и подготовить на его основе график отпуска материалов.
Лишний буфер
В традиционном ББК необходимость в буфере сборки обосновывается тем, что как только РОМ заканчивает обработку какого-то объема продукции (осуществляется вложение времени самого дефицитного ресурса), мы должны обеспечить максимально быстрое движение этой драгоценной продукции в сторону рынка. Нельзя, чтобы она задерживалась в какой-либо последующей точке, ожидая компонентов, не проходящих через РОМ. Но компоненты, которые проходят через РОМ, сами по себе не обладают особой ценностью — их значение проистекает исключительно из невосполнимости времени, которое тратит на них РОМ. Реальную ценность они приобретают только тогда, когда заказчик готов принять — и оплатить — готовую продукцию. Потому-то соединение компонентов, прошедших и не прошедших РОМ, должно осуществляться заблаговременно — ведь нужно успеть в назначенный срок отгрузить продукцию заказчику. Возможно, этот срок достаточно далеко отстоит от момента, когда компоненты по графику должны проходить через РОМ. Поскольку мы обязаны использовать мощность РОМ по максимуму, какие-то работы на нем могут быть запланированы с существенным опережением относительно назначенной даты сдачи заказа. Есть ли реальная необходимость заставлять сборочный участок, не являющийся РОМ, заранее обрабатывать соответствующие компоненты?
Если смысл буферов только в том, чтобы накапливать максимальную защиту в самых слабых точках, можно доказать, что нужны только буферы РОМ и отгрузки, а буфер сборки лишний. Материалы, проходящие через ресурс ограниченной мощности, отпускаются в соответствии с графиком его загрузки. Материалы, используемые для производства «свободных» продуктов (ни один компонент которых не проходит через РОМ), отпускаются в соответствии с графиком отгрузки. Буфер сборки всего лишь сдвигает момент отпуска материалов, не проходящих через РОМ. На самом деле, буфер сборки — это не что иное, как продолжение буфера отгрузки, обеспечивающее более ранний отпуск материалов, не проходящих через РОМ, и их более ранее попадание в точку сборки.
Возможно, нам действительно нужно такое продолжение, ведь исходная длительность буфера отгрузки покрывает только те работы, которые находятся между РОМ и точкой отгрузки. Поскольку для компонентов, производимых без участия ограничения, может понадобиться более длинный буфер, в традиционном ББК добавляется буфер в точке объединения компонентов, прошедших и не прошедших РОМ. С этой точки зрения буфер сборки — не самостоятельный буфер, а лишь часть буфера отгрузки.
Тем, кто недостаточно хорошо знаком с традиционным ББК, часто представляется, что буфер существует в любой точке сборки. Это ошибка: в действительности буферы создаются, только когда точка сборки идет после РОМ и компоненты, обработанные РОМ, объединяются в ней с компонентами, в производстве которых РОМ не использовался. Если ни один из объединяемых компонентов не проходит РОМ или, наоборот, все компоненты его проходят, буфер не нужен.
Единый размер буферов
Производственные предприятия, применяющие ББК, обычно используют одинаковые буферы для всех видов продукции. В рамках традиционного ББК создание буферов разного размера не приветствуется, хотя и не запрещено. В некоторых ситуациях — пожалуй, в большинстве случаев — продолжительность производственного цикла и уровень неопределенности могут очень сильно различаться в зависимости от вида продукции. Если цикл для продукта А состоит из двух операций, а для продукта Z — из двух сотен, вряд ли есть смысл задавать в обоих случаях один и тот же размер буфера.
Подходящий размер буфера для продукта Z может составлять две недели, а продукту Ахватит и двух дней. Зачем же использовать для обоих двухнедельный буфер? Ведь продукту Авовсе не нужно столько защиты! Нет никакой причины отказываться от буферов разного размера при настолько различной продолжительности производственного цикла. Если время производства различается несущественно — например, девять дней для одного вида продукции и десять для другого, — то в разных буферах особого смысла нет. Но если речь идет, допустим, о трех и 12 днях, разумно предусмотреть для каждого вида продукции буфер своего размера.
Производственные заказы
В производственном заказе формулируется потребность в определенной продукции — конечном продукте или полуфабрикате. В MRP-системах на каждую деталь, вносимую в ведомость материалов, создается отдельный заказ, определяющий количество деталей и необходимые операции по их обработке. Традиционный ББК не предполагает использования производственных заказов. Отпуск материалов происходит в соответствии с главным планом-графиком производства, который, в свою очередь, опирается на заказы клиентов. Материалы свободно перемещаются в рамках производственного процесса, причем компоненты не приписаны к конкретным производственным заказам. Если последовательность операций для каждого материала однозначно определена, этот метод успешно работает. Он позволяет гибко перераспределять полуфабрикаты между заказами после начала производственного цикла, что, безусловно, полезно, однако связано с одной проблемой: неясно, как поступать с общими компонентами (т. е. такими, которые входят в состав более чем одного вида продукции). Когда производство организовано не по принципу производственных заказов, нужно уточнять, для чего именно предназначена деталь, если ее можно использовать для нескольких разных изделий.
Решение, предлагаемое традиционным ББК, заключается в том, что свободное перемещение материалов допускается только до точки ветвления, т. е. пока поток детерминирован (рабочие точно знают, что делать с поступившими материалами). В точках ветвления операторы получают четкие инструкции, что, в каком объеме и когда делать.
Однако инструкции относительно времени в этом случае выглядят иначе, чем в графике загрузки РОМ. В графике для РОМ указывается время фактического начала работы, здесь же — самое раннее время, когда ее разрешается начать. Например, на РОМ предписание обработать 100 единиц компонента Х234 в среду 5 апреля в 14.00 означает, что оператор должен именно в это время приступить к обработке. Если же он закончил работу с предыдущим заказом в 12.30 и компоненты Х234 уже на месте, то может начать и раньше. На не-ограничении аналогичное предписание означает, что обработку компонентов Х234 нельзя начинать до 14.00 в среду. Досрочная обработка запрещена, поскольку общие компоненты могут пойти из точки ветвления разными маршрутами и в разное время, а изменение процедуры, затрагивающее несколько разных ресурсов, может привести к путанице.
«Кражи»
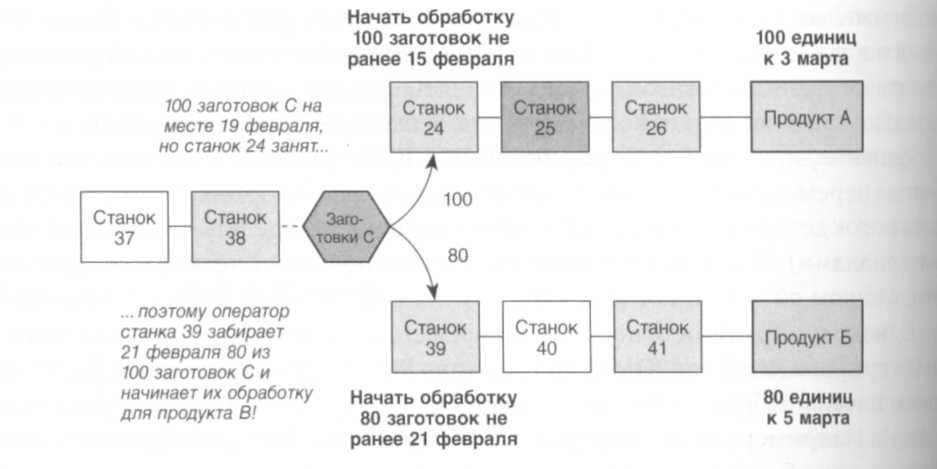
Продолжим обсуждение темы производственных заказов. Когда общие компоненты обрабатываются не для той продукции, в которой есть необходимость в настоящий момент, происходит так называемая «кража» — очень распространенное явление на предприятиях со схемой процессов V. Решение этой проблемы в рамках традиционного ББК мы только что описали: для каждой точки ветвления (откуда продукция расходится по разным ветвям производственного процесса) составляется график вида «не ранее». Однако такое решение охватывает лишь часть случаев. На рис. 10.1 приведена диаграмма ситуации, для которой оно не подходит.Предположим, у нас есть компонент С, входящий в состав продукции видов А и В. Нам нужно 100 единиц продукта А к 1 марта и 80 единиц продукта В к 5 марта. Станок 24, участвующий в производстве продукта А, может приступить к обработке заготовок С не ранее 15 февраля, станок 39, участвующий в производстве продукта В, — не ранее 21 февраля.Пусть теперь заготовки С, предназначенные для продукта А, поступили 19 февраля. Но ресурс, которому они нужны, — станок 24 (после точки ветвления) — занят, поэтому заготовки должны ждать. Если бы не требование «не ранее», станок 39 сразу же начал бы обработку 80 из них.
| Рис. 10.1 – «Кража» (пример)
|
Через два дня, 21 февраля, станок 24 все еще занят предыдущим заказом, а станок 39 свободен, однако случилась задержка и заготовки С для продукта В поступят только 28 февраля. Оператор станка 39 об этом не знает (или ему все равно), и, поскольку график позволяет ему начать работу с заготовками С, он забирает 80 из 100 заготовок, предназначенных для продукта А, и пускает их на производство продукта В.
Когда станок 24 освобождается и готов обрабатывать заготовки С для продукта А, оператор находит на месте всего 20 заготовок. Остальные придут позже (28 февраля), а готовую продукцию нужно будет отгрузить уже на следующий день — 1 марта! Как видим, подход традиционного ББК лишь отчасти решает проблему «краж».
Путаница для операторов
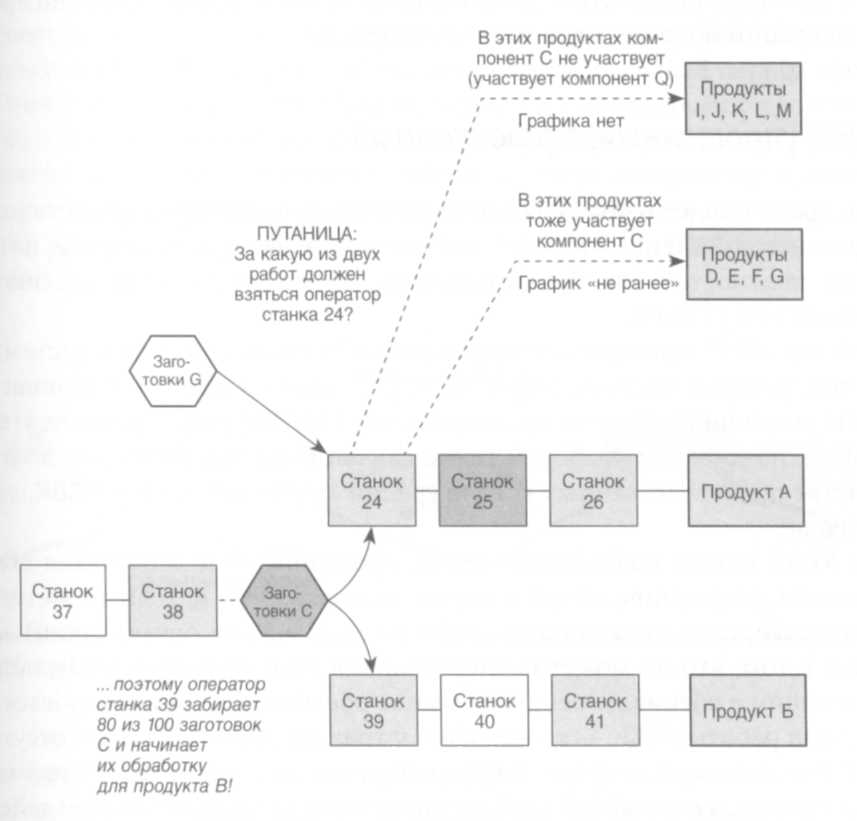
Еще одна проблема в точках ветвления — это путаница (см. рис. 10.2). Предположим, станок 24, участвующий в производстве продукта А, — это неограничение. В общей сложности он выполняет десять различных операций,
| Рис. 10.2 – Путаница для операторов
|
из которых пять относятся к обработке заготовок С и еще пять не связаны ни с какими общими компонентами. Поэтому станок получает графики «не раньше чем» только для первых пяти операций. Для оставшихся пяти графики не составляются: в традиционном ББК это означает, что можно сразу же приступать к работе, как только она появится. Операции, которым назначен график, выполняются, только если время, указанное в графике, уже наступило (или прошло). А теперь представим себе, что оператор станка 24 получает одновременно (или с небольшой разницей во времени) заготовки обоих видов. Какие из них он должен начать обрабатывать первыми? Здесь легко запутаться.
Необходимость в автоматической обработке данных
Очевидно, что чем больше в производственном процессе точек, где нужны (используются) графики, тем выше зависимость процесса от автоматизированной системы управления. Например, такая система должна обеспечить расчет, составление и распечатку графиков для общих компонентов, а сделать это с помощью стандартной MRP-системы, которая расписывает по времени все операции подряд, очень и очень непросто.
УББК: упрощенный, эффективный
Далее речь пойдет о том, как воспользоваться всеми преимуществами традиционного ББК и при этом избавиться от присущих ему проблем, не создав новых сложностей. Мы будем называть эту менее сложную версию упрощенным ББК (УББК).
Метод УББК подходит почти для любых производственных систем, даже для тех, которые настолько просты, что использование традиционного ББК их бы усложнило. Иногда традиционный ББК все-таки предпочтительнее УББК — позднее мы разберем такие случаи более подробно, — но в большинстве производственных конфигураций лучше применять УББК, так как он проще.
В УББК нашли воплощение все те принципы — и логическая схема, и основные допущения, — на которых основывается исходный метод ББК. И, пожалуй, самое важное его свойство (для многих организаций) заключается в том, что он может поддерживаться существующей MRP-системой: инвестиции в специальное программное обеспечение не понадобятся.
Схема работы УББК — та же, что и у традиционного ББК при отсутствии РОМ. Есть только один буфер — буфер отгрузки, — и ни для одного из участков не составляется подробный график, но работа происходит с учетом действующего ограничения. В УББК также вводится новый контрольный показатель — планируемая загрузка — для обеспечения равномерности работы.
УББК: основные допущения
В основе УББК, как и в основе традиционного метода ББК, лежат определенные допущения. Первое и самое важное из них то, что рыночный спрос всегда является ограничением системы. Иногда какой-то из внутренних ресурсов или иная часть системы (наличие сырья и т. д.) может стать активным ограничением наравне с рыночным спросом, но внутренние ограничения по большей части носят временный характер. Обычно они ограничивают производительность компании только в периоды пикового спроса. Из-за колебаний рыночного спроса сложно постоянно поддерживать полную загрузку того или иного ресурса, а вот сам этот спрос как ограничение системы присутствует всегда. Большинству компаний нужно довести (поднять) рыночный спрос до пределов мощности конкретного ресурса, а не наоборот.
Из того, что внутренние ограничения чаще всего носят временный характер, вытекает второе допущение: внутренний ресурс, склонный превращаться в ограничение, может в какие-то периоды обладать избыточной мощностью, а в какие-то другие — испытывать перегрузку. Когда он перегружается, снижается процент своевременных поставок и, как следствие, степень удовлетворенности, а затем и лояльности клиентов.
Иллюстрацией двух описанных выше допущений служит рис. 10.3. Пусть изображенный на нем график охватывает продолжительный период времени — может быть, целый год. Пунктирная линия представляет производительность самого медленного ресурса на нашем предприятии, т.е. ресурса ограниченной мощности. Сплошная линия — это меняющийся покупательский спрос на нашу продукцию. Может быть, его колебания носят сезонный характер или связаны с какими-то иными циклами (полугодовыми, квартальными и т.д.).

Рис. 10.3 – Спрос и мощности
Как легко видеть, два раза за год рыночный спрос на короткое время вырастал так, что мы были не в состоянии отгружать продукцию в свои обычные сроки. Но на протяжении большей части года у нас оставалась мощность, которой мы не пользовались. За исключением условий абсолютной монополии такая картина будет наблюдаться практически всегда. В случае с монополией рынок лишен выбора и вынужден ждать, пока монополист обеспечит его потребности. Монополист не заинтересован по-настоящему в увеличении своей производственной мощности, потому что, даже если он не доставит продукцию заказчику в нужное время, тот не уйдет к конкуренту.
Естественно, желательно было бы обеспечить почти полную загрузку РОМ в течение всего года. Такого можно добиться только за счет сложной синхронизации продаж и маркетинга с производством. Другими словами, нам бы хотелось получить гибкое использование двух взаимосвязанных ограничений — рынка и РОМ.
УББК: принципы работы
Подчинение рынку
Итак, если верно, что каждый элемент производственной системы большую часть времени обладает избыточной мощностью, то рыночный спрос в норме выступает как доминирующее ограничение. А поскольку пять направляющих шагов предписывают подчинение всех не-ограничений ограничению, организации всегда должны подчиняться — и подчинять свои составные части — требованиям рынка. Возможно, добиться полного подчинения требованиям заказчиков и не удастся, но подчинение в той степени, в какой это вообще возможно, — обязательное условие выживания бизнеса. Попробуйте проверить подчинено ли рынку ваше предприятие, ответив на следующие два вопроса
1. Важна ли для нас удовлетворенность клиента?
2. Если да, то почему?
Утвердительный ответ на первый вопрос подразумевает, что клиент имеет возможность уйти к конкурентам, а это негативно скажется на генерируемо доходе и чистой прибыли компании. Если так, то ваш бизнес, по всей видимости, не является абсолютной монополией, которая могла бы диктовать рынку свои условия, а не наоборот. Даже корпорации Microsoft и Intel, занимающие по 85% рынка операционных систем и микропроцессоров соответственно стараются удовлетворить рынок. Отсюда видно, что, несмотря на лидирующее рыночное положение этих компаний, их способность увеличивать (или сохранять на существующем уровне) свои прибыли ограничивается все-таки рынком, а не внутренними ресурсами.
Рыночный спрос всегда остается общим ограничением системы, но внутренние возможности компании тоже могут ограничивать ее потенциал; мешая расширить свой рынок (т. е. зарабатывать больше денег сейчас). Признавая рынок постоянным ограничением нашей системы получения дохода (он не дает нам поднять доход выше определенного уровня), мы тем самым признаем его частью этой системы. Если вспомнить сравнение с цепью, приводившееся в главе 1, то можно заключить, что наши рыночные обязательства должны учитывать мощность только одного внутреннего ресурса (или — в особых случаях — нескольких, но очень небольшого числа).
Ограничение мощности такого ресурса нередко носит временный характер, т. е. потребность в нем лишь иногда превышает его пропускную способность, в другие же периоды превышения нет, хотя избыточная мощность ниже, чем у остальных ресурсов. Этот ресурс — первый кандидат на роль ограничения при увеличении спроса. Посмотрите на пример, показанный на рис. 10.4. В настоящее время производительность системы ограничивается рынком, но из диаграммы загруженности внутренних ресурсов видно, что ресурс В наверняка превратится в ограничение, если (и когда) вырастет спрос. Действительно, его уровень загрузки самый высокий, а значит, первым достигнет 100%.

Рис. 10.4 – Потенциальный РОМ
Но даже если РОМ загружен по максимуму (сезонные пики спроса, показанные на рис. 10.4), это, скорее всего, временно, и ситуация быстро изменится (спрос резко упадет), если компания не справится с задачей подчинения рынку, т.е. перестанет удовлетворять спрос. Не можете поспеть за спросом? Не волнуйтесь — просто продолжайте разочаровывать клиентов. Тогда они уйдут от вас к конкурентам, и спрос вновь упадет до точки, в которой вы легко — вероятно, даже намного легче, чем вам хотелось бы, — с ним справитесь. Ваша проблема с перегрузкой исчезнет сама собой — и прибыль тоже!
Защитная мощность повсюду
Еще один важный принцип УББК заключается в том, что РОМ нужна своя защитная мощность. Другими словами, даже ресурс с максимальной степенью загрузки нельзя намеренно загружать до предела его мощности. Почему — мы вскоре узнаем. Всем остальным ресурсам (не-ограничениям) требуется гораздо больше защитной/избыточной мощности. Причины, по которым это так, мы обсуждали в связи с традиционным методом ББК: благодаря избыточной мощности не-ограничений система получает необходимую ей гибкость, чтобы реагировать на изменения спроса и защищать РОМ.
Но зачем оставлять какой-то объем избыточной (защитной) мощности у РОМ? Давайте посмотрим на дерево текущей реальности, приведенное на рис. 10.5. Общий вывод из представленной на нем картины причинно-следственных связей можно сформулировать так. Компании нуждаются в защитной мощности для реагирования на меняющиеся требования рынка, но по соображениям внутренней эффективности и в силу стремления никому ничего не уступать они часто загружают все свои ресурсы — особенно РОМ — настолько, насколько могут. В результате не удается эффективно использовать ни рыночное, ни внутреннее ограничение.

Рис. 10.5 – Дерево текущей реальности: защитная мощность
Основной план производства, основанный на показателях спроса
Продолжим обсуждение основных допущений УББК. Еще один важный принцип заключается в том, что основной план производства (ОПП) должен составляться на основе фактических рыночных обязательств компании, принятых с учетом ограничения производственной мощности. Иначе говоря, давайте своим клиентам обещания, исходя из своих реальных возможностей, а потом составляйте план-график так, чтобы выполнить обещанное.
Это очень похоже на традиционный ББК, только в качестве барабана выступает не график загрузки РОМ, а непосредственно ОПП. Другими словами, темпы работы системы в целом диктуются фактическими обязательствами перед заказчиками. Инструментом для этого служит ОПП, а ограничивающим фактором (потенциальным или фактическим) для него — ограничение мощности одного ресурса (РОМ).
Производственные заказы на комплексные поставки
Следующий принцип: каждый пункт ОПП должен представлять собой производственный заказ на комплексную поставку продукции. Это означает, что отдельные заказы для каждого пункта ведомости материалов не создаются. Производственный заказ в УББК — это поставка по твердому заказу от клиента или (только в случае крайней необходимости) на склад. Соблюдение этого принципа крайне желательно, но не всегда поддерживается MRP-системой.
Очевидная проблема с такими высокоуровневыми заказами заключается в том, что разные заказы с близкими сроками сдачи могут включать одинаковые общие компоненты, и жалко терять лишнее время на переналадку Но это нельзя считать серьезным недостатком: ведь оператор всегда может объединить несколько заказов на выполнение одной и той же операции, если все материалы уже есть на его участке. Особый случай представляют предприятия, которые ведут сборку на заказ, чтобы сократить производственный цикл, — тогда заказы на промежуточные узлы оформляются отдельно от заказов на готовую продукцию.
Приравнивание производственных и клиентских заказов предотвращает «кражи» и обеспечивает гибкость производства. Вернемся к рис. 10.1, где нужно изготовить 100 единиц продукта А к 1 марта, 80 единиц продукта В к 5 марта и для обоих нужен компонент С. В УББК в этой ситуации будет оформлено два отдельных производственных заказа. Для первого, на продукт А, потребуется 100 единиц компонента С, для второго, на продукт В — 80 единиц. Партия компонента С из 100 единиц будет, очевидно, предназначена для заказа на продукт А, а из 80 единиц — для заказа на продукт В. Операторы не смогут по ошибке направить общие компоненты по неверному маршруту.
В MRP-системе можно было бы объединить две партии компонента С в один производственный заказ на 180 единиц. Этот подход предотвратил бы «кражу», но значительно повысил бы риск несвоевременной сдачи как минимум одного из заказов (по сравнению со случаем, когда оформляются два отдельных заказа). В УББК заказов будет два. Поэтому операторы станков 37 и 38 увидят разные заказы на одинаковые компоненты и в зависимости от фактической загрузки и приоритетов решат, как действовать: объединить два заказа и сэкономить на переналадке или выполнять в промежутке между этими заказами другие срочные задания. Таким образом, у операторов появляется возможность изменять приоритеты работ, отдавая предпочтение самым важным и срочным заданиям. MRP-системы не обеспечивают подобной гибкости.
Иногда даже сборка на заказ не позволяет сократить сроки выполнения заказов настолько, чтобы полностью отказаться от склада готовой продукции. Если, несмотря на весь связанный с этим риск (ошибки прогнозов, устаревание продукции), необходимо все-таки использовать производство на склад, составляется ОПП без учета ограничений — список продукции для пополнения склада. Изменения (уточнения, обновления) вносятся в этот план, исходя из предела мощности РОМ.






