До 70-80х годов формовка коллектора производилась многократным выполнением цикла нагрева коллектора с последующей затяжкой коллекторных болтов. Как показала практика, подобная технология не гарантировала стабильности формы коллектора в эксплуатации.
Была разработана и повсеместно внедрена технология динамической формовки коллектора. Суть данной технологии состоит в применении специальной технологической установки, которая обеспечивает вращение коллектора с частотой выше номинальной, нагрев коллектора, затяжку болтов коллектора, контроль биения рабочей поверхности коллектора.
Достаточно распространенным является станок для динамической формовки коллекторов РТ36, выпускаемый в свое время предприятиями бывшего Министерства электротехнической промышленности СССР. Станок предназначен для динамической формовки коллекторов тяговых электродвигателей ЭДТ200,ЭД107,ЭД118 и т.п. При незначительной модернизации возможно использование станка и для коллекторов другой размерности.
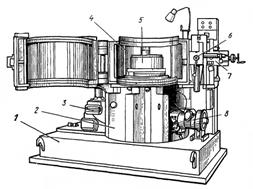
1.Станина. 2. Стойка с приводом. 3. Устройство ввода напряжения на нагревательные элементы. 4. Нагревательные элементы. 5. Коллектор, установленный на шпинделе. 6. Суппорт. 7. Механизм подачи суппорта. 8. Двигатель привода.
Рис.11 Общий вид станка РТ36
Станок выполнен с вертикальным расположением основной оси. В нижней части станка находится станина с основным приводом. Управление приводом осуществляется статическим преобразователем выполненных на базе тиристоров.
Коллектор устанавливается на планшайбу станка и закрепляется специальной конической оправкой. Рабочую зону станка полностью охватывает нагреватель, выполненный на элементах ТВЭЛ и представляющий собой кольцо. Нагреватель выполнен из двух половин - подвижной и неподвижной. Подвижная часть расположена со стороны рабочего места станка и после выполнения нагрева коллектора может перемещаться на шарнирах, обеспечивая доступ в рабочую зону для выполнения остальных технологических операций формовки.
Станок оборудован простейшим суппортом на котором может быть закреплен резец для проточки контрольной канавки на рабочей поверхности коллектора. На этом же суппорте при помощи оправки закрепляется индикатор часового типа для контроля качества формовки коллектора путем замера биения рабочей поверхности. В рабочую зону суппорта подведен воздуховод технологической вентиляции.
Впоследствии, на ремонтных заводах станок был модернизирован путем установки на поворотной штанге гайковерта. (На рисунке не показан.)
Технологический цикл осуществляется в следующем порядке
Коллектор устанавливается на планшайбу станка и закрепляется
Производится проточка контрольной канавки (При необходимости)
Суппорт отводится из рабочей зоны. Замыкается кольцо нагревателя. Включается приводной двигатель, Частота вращения коллектора доводится до номинальной (Для ЭД118А – 2190 об/мин). Включается нагрев. По достижении установленной температуры, нагрев продолжается около двух минут.
Частота вращения доводится до 3000 об/мин. Этот режим выдерживается в течение одной минуты.
Нагрев выключается. Привод выключается. Отводится половинка нагревателя, осуществляется затяжка болтов коллектора усилием, установленным техническими требованиями чертежа.
Далее цикл повторяется.
Практика применения показала, что для достижения динамической стабильности формы коллектора достаточно произвести три-четыре цикла. При этом в каждом цикле частоту вращения увеличивать. Например, для тягового электродвигателя ЭД118А номинальная частота вращения 2190 об/мин, частота испытания на разнос 4200 об/мин. Соответственно частота вращения первого цикла – 3000 об/мин, второго цикла – 3500 об/мин, третьего цикла – 4000 об/мин.
Впоследствии, для большей эффективности процесса, стали применять многократное увеличение частоты вращения коллектора в течение одного цикла. От номинальной до максимальной три-четыре раза в течение одной минуты.
На Новосибирском электровозоремонтном заводе был разработан и изготовлен станок для динамической формовки коллекторов. Ось станка выполнена горизонтальной. Операции по нагреву, разгону, подводу и отводу нагревателя и гайковерта осуществляются автоматически управляющим устройством. Устройство выполнено на микропроцессорной базе. Это же устройство осуществляет контроль температуры, частоты вращения.
Собранный и прошедший динамическую формовку коллектор проходит в обязательном порядке статическую балансировку на технологических ножах.
СОЕДИНЕНИЕ ОБМОТКИ
С КОЛЛЕКТОРОМ
После укладки обмотки в пазы якоря, установки пазовых клиньев и наложения бандажей осуществляется соединения обмотки якоря с пластинами коллектора.
В зависимости от конструкции якоря п применяются различные технологии соединения.






