

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
Площади цеха, участка, на которых непосредственно осуществляется технологический процесс, служат активной частью основных фондов. Мерой для сравнения располагаемых и потребных ресурсов (активной части основных фондов) цеха, участка является производственная площадь.
Расчетной единицей измерения загрузки площадей служит квадратный метр на час (м2ч). В соответствии с этим выполняются два объемных расчета загрузки площадей (м2ч):
1) имеющегося фонда в плановом периоде по производственной площади;
2) потребного фонда площадей, необходимых для выполнения программы за тот же период.
Основной фонд загрузки площадей, которым располагает цех или участок Qpac, определяется путем перемножения количества квадратных метров производственной площади Fnp на фонд времени Fpac в плановом периоде с учетом установленной сменности работы (цеха, участка):

Производственная площадь Fnp измеряется общей площадью цеха, участка за вычетом площадей, занятых для вспомогательных нужд: складов, инструментальных кладовых, ремонтных участков, главных проходов, бытовых помещений и др.
Потребное количество Qпотp(м2ч) на программу определяется как произведение одной штуки предмета qпр и числа штук этих предметов в программе N:

В свою очередь, потребное количество (м2ч) на 1 шт. предмета qпр равно произведению производственной площади, занимаемой одним предметом fпр, на число часов, в течение которого эта площадь занята предметом, т. е. на длительность производственного цикла Тц:

Площадь fпр складывается из площади, занимаемой непосредственно предметом данного габарита (fгаб); площади, необходимой для выполнения рабочим технологического процесса, т. е. для проходов вокруг предмета (fпрох), и площади (fр.м), занимаемой рабочим местом (например, оборудованный верстак для слесаря-сборщика):

Из полученных выражений следует, что величина производственной мощности и коэффициент загрузки площади при прочих равных условиях изменяются в прямой и пропорциональной зависимости от длительности производственного цикла предмета.
Лекция 6 (1)
Понятие календарного плана и основные принципы его разработки. План-график движения детали в производственном цикле. Длительность цикла. состав работ при разработке календарного плана.
Содержание и методы построения календарного плана видоизменяются значительно в зависимости от степени неизменности производственных условий на рабочих местах участков и цехов, участвующих в производстве планируемых изделий.
Поэтому методы разработки календарного плана должны быть рассмотрены раздельно по каждому основному типу производства (единичное, серийное, массовое). В то же время сущность и целевое назначение разработки календарного плана для любых производственных условий являются неизменными.
Если представить себе план производства отдельной детали машины как часть календарного плана изготовления всего изделия, то в условиях любого типа производства при любой сложности и трудоемкости технологического процесса его построение всегда подчинено простому графику, изображенному на рис. 4.1.

При любой системе планирования производства решение этой задачи состоит из совокупности расчетов и построений:
1. Расчет и построение плана или графика производственного цикла главной сборки изделия на основе расчленения сборочного процесса на ko этапов (укрупненных операций) и определение срока f подачи.
2. Расчет длительности производственного цикла сборки узла ef и определение срока (в точке е) подачи готовой детали
3. Построение плана движения детали по операциям и определение длительности нахождения ее на этих стадиях cd и аЬ.
4. Определение длительности межцеховых перерывов в производстве tмц - отрезки be, dе и f о.
Отрезки ab и ор показывают опережение первой заготовительной операции, которое необходимо предусмотреть в процессе производства предмета чтобы обеспечить своевременное начало механической обработки.
Разработка календарного плана производства машины в целом, состоящей обычно из сотен, тысячи и более частей, естественно, значительно сложнее. Возникает ряд трудных задач, которые должны быть решены еще до составления календарного плана.
Должен быть решен вопрос о периоде планирования: составлять ли календарный план однажды на целый год или четыре раза в год — на каждый квартал или двенадцать раз — на каждый месяц. Целесообразность каждого из этих вариантов определяется производственными условиями. Календарный план в целом по всем деталям (узлам) должен содержать определенный объем работ, равномерно распределенный по частям планового периода и рассчитанный на равномерную и полную загрузку основных рабочих, оборудования и площадей.
Следует отметить (см. рис. 4.1), что длительность периода ар, полученная в результате построения календарного плана по отдельным стадиям технологического процесса, имеет важное экономическое значение. В течение этого периода затраты на изготовление данной детали, постепенно нарастая по мере выполнения каждой следующей операции, остаются связанными в производстве и освобождаются только после выпуска готового изделия и его реализации. Чем короче отрезок времени ар, тем, следовательно, быстрее происходит нарастание затрат, тем скорее они возвращаются предприятию, содействуя общему ускорению оборота оборотных средств.
Выбор варианта календарного плана усложняется необходимостью целесообразного сочетания ускорения оборота оборотных средств с высоким уровнем производительности труда, использования основных фондов и рабочих основных профессий, т.е. такого важного показателя, как снижение себестоимости продукции. В связи с этим индивидуальная форма движения предмета в производстве не всегда является экономически наиболее целесообразной. Так основной формой движения в серийном производстве является работа партиями, сокращающая удельную величину затрат на настройку оборудования и на подготовку к работе, а также способствующая уменьшению штучного времени.
В машиностроении для различных частей одного и того же изделия могут быть применены различные методы построения календарного плана. При этом выбор метода в каждом случае должен быть подчинен требованиям наибольшей экономической целесообразности. Построению календарного плана должна предшествует большая расчетно-подготовительная работа, состоящая из двух основных частей.
Первая часть этой работы заключается в разработке и внедрении мероприятий по совершенствованию производственной структуры завода и цехов.
Углубление предметной специализации надо понимать как стремление к полному замыканию технологического процесса изготовляемой продукции в рамках данного цеха, т. е. без отвлечения продукции в другие цехи для выполнения промежуточных или конечных операций (например, для выполнения шлифовальных, зуборезных и других операций).
Совершенствование производственной структуры завода и цехов заметно повышает экономические показатели работы предприятия. Переход на предметную организацию участков позволяет четко формулировать ответственность руководства ими за своевременный выпуск готовых частей изделия и избежать необходимости пооперационного планирования сроков производства и выпуска.
Совершенствование производственной структуры осуществляется путем закрепления за данным цехом и каждым его участком целых групп однородной продукции и соответствующим расчетом потребного оборудования, а также численности производственных рабочих.
Вторая часть расчетно-подготовительной работы заключается в выполнении нормативных расчетов, обусловливающих характер движения предметов производства по операциям и стадиям технологического процесса.
По каждому наименованию предмета и по каждой стадии должны быть выполнены следующие нормативные расчеты:
1) расчеты нормальных размеров партии;
2) расчеты длительности производственного цикла;
3) определение периодичности повторения производства;
4) расчеты незавершенного производства.
Нормативные расчеты служат исходными данными для построения календарного плана производства.
Разработка календарного плана и связанные с ним нормативные расчеты должны быть подчинены независимо от типа производства следующим основным принципам.
1. Своевременность производства — система очередности (сроков) производства частей изделия должна быть выдержана в календарном плане одновременно в двух направлениях:
- точного соблюдения (в количествах и сроках) директивного задания по выпуску готовой продукции;
- планомерного, полного и наиболее целесообразного использования трудовых ресурсов, рабочих механизмов и производственных площадей.
2. Периодичность производства — нормативные расчеты и система сроков в календарном плане должны обеспечить ритмичное повторение производства отдельных частей изделия в соответствии с характером и масштабам ритмичного выпуска готовой продукции.
3. Комплектность производства — система очередности (приоритета) производства по отдельным изделиям в календарном плане должна обеспечить комплектное производство по всей совокупности изделий, предусмотренной в производственной программе завода и соответственно комплектный выпуск готовой продукции.
4. Максимальная простота построения, допускаемая сферой применения календарного плана, — степень дифференциации сроков в плане должна соответствовать необходимой точности их исполнения.
Все это значит:
- если календарный план составлен пооперационно, т. е. сроки регламентированы по каждой операции предмета данного наименования, то его выполнение учитывается и контролируется также пооперационно;
- если план составлен подетально то его выполнение проверяется только по выпуску готовой детали (предмета) данного наименования;
- если — по комплектам деталей то соответственно позицией плана является комплект предметов и контроль его выполнения также осуществляется по комплектам.
Календарный план производства изделия в целом является сочетанием графиков — планов изготовления отдельных частей изделия (заготовок, деталей, комплектов деталей, сборки узлов) построенных аналогично графикам на рис. 4.1.
Поскольку календарный план является развитием объемного плана — детализацией производственной программы — и строится на дифференцированных сроках производства по отдельным позициям (узлам, деталям отдельным операциям), его содержание должно соответствовать тому объему работ и той номенклатуре выпуска, которые предусмотрены в производственной программе каждого цеха, участвующего в изготовлении планируемого изделия.
В целях выполнения этого важного положения календарные планы разрабатываются по стадиям производства.
Календарный план производства основной продукции предприятия является тем основным документом, в полной увязке с которым должна планироваться работа вспомогательных хозяйств предприятия — органов снабжения, обслуживания и подготовки производства.
Особенности, характеризующие календарный план в серийном производстве
Расчеты нормативов и построение календарного плана серийного, регулярно повторяющегося производства осуществляются наиболее сложно.
Как известно, в массовом производстве масштабы планового задания обеспечивают постоянство одной и той же работы на рабочем месте в течение всего планового периода: рабочий длительное время (месяц, квартал, год) выполняет одну и ту же работу, потребляет один и тот же материал (заготовки, комплекты деталей, узлов), один и тот же комплект инструментов, одно и тоже приспособление и т. д. Календарный план строится из календарной зависимости каждой последующей операции от выполнения предыдущей операции.
Характерным же для серийного производства является, наоборот, невозможность выполнения на отдельных рабочих местах только одной операции в течение всего планового периода. Производство называется серийным именно потому, что необходимое время каждой отдельной операции t и технологического процесса детали, сборки узла или изделия, взятое в масштабе всей программы tиN, меньше используемого фонда времени Fисп.
Чтобы обеспечить установленную планом загрузку рабочих и оборудования (т. е. в соответствии с установленным для каждой группы оборудования kз и kсм) в серийном производстве необходимо выполнить на каждом рабочем месте в течение планового периода не одну, а ряд различных работ, относящихся к технологическому процессу предметов различных наименований. В общем случае эти предметы могут входить в число оригинальных частей различных изделий.

О>S - всегда!!!
Чем больше масштаб одной и той же продукций, тем больше требуется явочных рабочих s для выполнения увеличенной программы; в то же время количество различных работ О остается относительно неизменным и, следовательно, численная величина Кс уменьшается. Наоборот, при уменьшении программы в среднем требуется выполнить одному рабочему больше различных работ, чтобы обеспечить равенство


Календарный план изготовления детали данного наименования должен быть согласован с планом загрузки рабочих мест, в котором участвует не только данная, но и многие другие детали.
На рис. 4.2 показан технологический процесс механической обработки партии п деталей, состоящий из четырех операций.
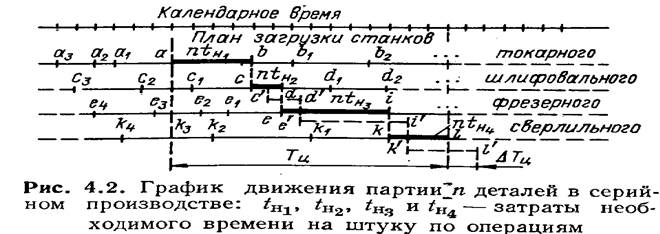
Как видно из графика, срок выпуска партии п штук готовых деталей по календарному плану (жирные линии) установлен в точке l. Согласно графику, этот срок может быть выполнен в том случае, если первая операция начата календарно в точке a, вторая - в точке с,. третья - в точке е и четвертая - в точке k. Длительность производственного цикла в этом случае равна Тц = а1. Далее предполагается, что весь технологический процесс выполняется без перерывов между операциями, а именно календарные точки Ь и с, d и е, i и k совпадают.
Каждая из четырех операций связана календарно со всеми другими операциями, загружающими данное рабочее место и относящимися к технологическому процессу других деталей. Календарные сроки конца операций Ь, d, i и I являются одновременно календарными сроками начала операций, изготовления деталей других наименований, загружающих данное рабочее место.
Так, после загрузки токарного станка на календарном отрезке ab операций по обработке рассматриваемой детали начинается загрузка его (станка) на отрезке ЬЬ1 следующей операцией (токарной), относящейся к процессу обработки детали другого наименования и т.д.
Таким образом, в серийном производстве всякое нарушение сроков по операциям не локализуется в пределах календарного плана данной детали, а может вызвать нарушение системы сроков производства деталей других наименований, а также общее нарушение планомерной загрузки ряда рабочих мест.
Календарный план серийного производства должен отразить по каждой позиции (детали, узла) два вида зависимости:
1) зависимость каждой последующей операции от плана и фактического выполнения предыдущей;
2) календарную взаимосвязанность планируемой детали с деталями других наименований, совместно загружающими рабочее место данной операции.
На участках серийного производства в каждый данный момент проходит свой технологический процесс только часть наименований деталей, выполняется только часть от общего количества О операций.
Остальная часть наименований в виде заготовок или частично готовых деталей находится на складе или между рабочими местами цеха в ожидании освобождения оборудования и рабочих мест для продолжения процесса производства.
В течение рабочего дня рабочие места постепенно освобождаются изготовленные части изделия направляются на склады, где находятся до дальнейшей обработки.
Установление режима очередности является одной из важных и наиболее сложных задач построения календарного плана в серийном производстве.
Лекция 7 (2)

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!