Сборку машин производят в соответствии с руководством по ремонту (ЕСКД, ГОСТ 2602), в котором в разделе “Сборка” содержаться общие правила и указания по сборке, регулированию, настройке и отладке составных частей машины, общие правила сборки машины, типовые правила по выполнению сборочных работ, проверок, регулировок, настроек и стендовых испытаний узлов машины.
Первичным элементом собираемого оборудования является деталь и представляет собой цельную неразборную часть машины или аппарата. Несколько деталей, соединенных между собой, образуют сборочный узел. Детали, которые определяют (координируют) при сборке несколько других деталей, узлов и механизмов называют базовыми.
Сборка оборудования состоит из двух процессов: сборки узлов и общей сборки машины.
Сборка узлов. В соответствии с ремонтными сборочными чертежами, описанием процессами сборки (ЕСКД) и дефектной ведомостью подбирают все детали, входящие в данный узел, из числа годных, отремонтированных и запасных. Детали комплектуют по одному ремонтному размеру или по средним зазорам (с проверкой зазора щупом).
Комплектование узлов начинают с базовых деталей, а затем по ним подбирают остальные.
Сборка может выполняться тремя методами:
1. Метод полной взаимозаменяемости заключается в том, что детали собирают без предварительной пригонки. Посадка обеспечивается определенными допусками. Такой метод широко используется при изготовлении машин и не всегда целесообразен при их ремонте.
2. Метод выборочной сборки состоит в том, что деталиизготавливают с увеличенными допусками, а перед сборкой их сортируют на группы с тем, чтобы в сопряжениях получились зазоры, соответствующие требуемым посадкам. Широко применяется при сборке узлов поршневой группы (цилиндр – поршень).
3. Метод индивидуальной пригонки заключается в том, что требуемая точность сопряжения деталей в узле или механизме достигается путем снятия необходимого слоя материала с поверхности одной или нескольких деталей (зачисткой, шабровкой, притиркой, шлифовкой и т. п.).
При сборке узлов осуществляют контроль положения деталей в соответствии с ТУ, используя специальные инструменты и приспособления (плоскостность и прямолинейность – плиты и линейки; радиусы кривизны – шаблоны; величину зазоров – щупы; положение осей деталей – контрольные оправки и т. д.).
Общая сборка машины. После сборки и выверки отдельных узлов общая сборка машины начинается с установки и выверки базовой детали, которой обычно служит станина. Затем к ней последовательно крепят отдельные узлы, выдерживая их взаимное расположение в соответствии с техническими требованиями.
При сборке оборудования обычно контролируют следующие виды геометрического расположения деталей:
1) горизонтальность и прямолинейность сопрягаемых плоскостей;
2) параллельность и перпендикулярность осей и плоскостей;
3) соосность валов и отверстий.
Горизонтальность проверяется гидростатическим уровнем (две стеклянные трубки, заполненные жидкостью и соединенные гибкой трубкой).
Параллельность и перпендикулярность плоскостей и осей проверяется с помощью натянутой струны, расстояния измеряются штихмасом.
Центровка осей валов – это операция по устранению смещения и перекоса осей сопрягаемых валов (см. методические указания к выполнению лабораторной работы № 2).
При центровке валов обычно сначала прицентровывают редуктор к машине, а затем двигатель к редуктору. После предварительной выверки (по полумуфтам) с помощью пальцев рук, либо с помощью линейки и щупа, проверяют правильность предварительной центровки с помощью круговой диаграммы, снятой при помощи индикаторов часового типа.
Сборка резьбовых соединений
Как правило, при сборочных работах производится очень большое количество операций по креплению деталей и узлов с помощью резьбовых соединений.
При затяжке резьбовых соединений следует создавать необходимую плотность соединения, не допуская слишком тугой (разрыв болта, смятие резьбы) или слишком свободной затяжки (протечка фланцевых соединений, самоотвинчивание и пр.).
Все операции при этом выполняются соответствующим монтажным инструментом. Принято считать, что в обычных случаях нужное усилие обеспечивается длиной ключа, равной 15-20 диаметрам резьбы болта. В особо ответственных случаях, когда усилие затяжки регламентируется техническими требованиями, затяжку гаек производят динамометрическим ключом.
Затяжку гаек резьбового соединения обычно болт заводится снизу отверстия, а гайка завинчивается сверху.
Последовательность затяжки гаек представлена на рис. 9.1.
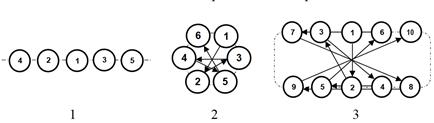
1 – по линии, 2 – по окружности, 3 – по контуру.
Рис. 9.1. Последовательность затяжки гаек
Для предотвращения самоотвинчивания деталей резьбовых соединений стопорят несколькими способами:
Стопорение контргайкой – на основную гайку навинчивают дополнительную контргайку, затягивают ее до отказа, удерживая при этом нижнюю гаечным ключом. В соединении создается дополнительный натяг между резьбой болта или шпильки и резьбой гаек.
Стопорение пружинными (разрезными) шайбами, которые создают натяг в резьбовом соединении вследствие их упругости. Самоотвинчивание гаек предотвращается тем, что шайба острыми кромками врезается в поверхности детали и гайки.
Стопорение шплинтом полностью обеспечивает надежность соединения и применяется в ответственных узлах и механизмах. Для этого способа используют корончатые или прорезные гайки и шплинты. Над шестигранником корончатых гаек имеется цилиндрическая часть с радиальными прорезями, через которые проходит шплинт. У прорезных гаек прорези выполняются в гранях шестигранника.
Сборка прессовых соединений
Детали, соединяемые запрессовкой, в зависимости от запрессовываемого усилия, запрессовываются вручную или механизированными устройствами.
Небольшие детали – шпонки, клинья, штифты – обычно запрессовывают вручную (молотками из мягкого металла).
Напряженные соединения необходимо осуществлять под прессами, прокладывая между пуансоном пресса и запрессовываемой деталью пластину из мягкого металла, предохраняющую деталь от повреждения.
Для сборки неподвижных соединений при ремонте применяют домкраты, винтовые и гидравлические съемники и другие средства, применяемые при разборке узлов.
Усилие запрессовки, которое необходимо осуществить, ориентировочно можно определить по формуле:
 (6)
(6)
где Р – усилие запрессовки, тонн;
i – натяг, мм;
D – наружный диаметр ступицы насаживаемой детали, мм;
d – внутренний диаметр ступицы насаживаемой детали, мм;
l – длина ступицы, мм;
а – коэффициент, зависящий от материала насаживаемой детали (для стали a = 7,5; для чугуна a = 4,3).
В ремонтной практике неподвижные соединения, осуществляемые с большим натягом, выполняют с помощью прессов и нагрева охватывающей детали с охлаждением охватываемой.
В зависимости от требуемой величины натяга и коэффициента расширения металла детали нагрев проводят в интервале температур от 75 до 450 ºС.
Для ориентировочного расчета температуры нагрева можно принять, что перепад температур, равный 100 ºС, вызывает расширение (сжатие) чугунной и стальной детали, равным 1 мкм на 1 мм диаметра.
Для более точных расчетов температуры нагрева (охлаждения) детали необходимо использовать формулу:
 (7)
(7)
где δt max – наибольший натяг посадки, мм;
δo – минимально необходимый зазор при сборке, мм;
ά – коэффициент линейного расширения/сжатия материала (табл.7);
d – диаметр соединения, мм;
t 1 – температура окружающей среды, ºС.
Таблица 9.1 – Значения коэффициента теплового линейного расширения (сжатия) α
| Материал
| α·10 ̄ ³·10 ̄ ³
|
| расширение
| сжатие
|
| Алюминий
|
| -
|
| Бронза
| 17,5
| - 15
|
| Дуралюминий
| 22,6
| - 18
|
| Латунь
| 10,8
| - 16
|
| Медь
| 16,5
| - 14
|
| Олово
| 23,0
| -
|
| Сталь углеродистая незакаленная (С<1%)
| 11,5
| - 8,5
|
| Сталь углеродистая закаленная
(C >1 %)
|
| -
|
| Чугун
| 10,4
| -8
|
| Электрон (сплав)
| 28,5
| -
|
Охлаждают детали погружением в охлаждающую среду (сжиженные газы), имеющие температуры:
Сухой лед (твердая двуокись углерода) – 72 ºС;
Жидкий кислород – 183 ºС;
Жидкий азот – 190 ºС;
Жидкий воздух – 193 ºС;
Жидкий гелий – 268 ºС.
С учетом требований безопасности выполнения работ предпочтительнее всего использовать двуокись углерода или жидкий азот (в сосудах Дюара).
Сопряжение нагретых или охлажденных деталей должно производиться лишь после того, как замерами с помощью предельной пробки или предельной скобы установлено, что посадочное место достигло необходимого размера.






