Замена низковольтных обмоток из прямоугольного провода силами ремонтных цехов и участков предприятий производится редко. Поэтому такие обмотки не изготовляют собственными силами, а получают готовыми с заводов-изготовителей двигателей или ремонтных предприятий в виде запасных частей.

Рисунок 3.6 Многовитковая статорная катушка из прямоугольного провода для низковольтных машин.
Многовнтковая статорная катушка из прямоугольного провода показана на рисунок 3.6. Катушка имеет прямолинейную пазовую часть 3 и лобовую часть, состоящую из прямолинейного участка 2 и головки 1. На лобовой части расположены два выводных конца 4. Одна сторона пазовой части катушки укладывается в низ паза 5, а вторая в верх паза 6. Пазовые части развернуты на угол а и рас- положены на разных радиусах от Центра. Каждая катушка состоит из двух полукатушек, которые за водят в паз раздельно, так как используется полуоткрытый паз, шлиц которого немного больше, чем половина ширины катушки. Катушка имеет сложную геометрическую форму.
При укладке обмотки статор необходимо кантовать. Наиболее удобно это делать, используя кантователи (рисунок 3.7). Статор 2 помещают на стол 3 H укрепляют струбцинами 1. Поворот осуществляют маховиком б через систему самотормозящихся шестерен. Сиденья 5 позволяют работать сидя. Катушки, подлежащие укладке, размещают на столе 4.
Последовательность укладки катушек в пазы такая же, как и при укладке двухслойной обмотки из круглого провода (см. рисунок 3.5). Последовательность заведения катушек в пазы несколько иная. Перед укладкой катушек в пазы выполняют изолировку пазов. На дно паза устанавливают прокладку 9 для предохранения корпусной изоляции от повреждения при укладке и осадке катушек. Устанавливают корпусную изоляцию 8, толщиной 0,55 мм. Затем заводят одну полукатушку 7 и вторую полукатушку 6. Осаживают их подбойкой и молотком и устанавливают межфазовую прокладку 5. После этого укладывают полукатушки 4 и 3, загибают края изоляции, устанавливают прокладку под клин 2 и забивают клин1. Прокладки имеют толщину } мм и изготовляются из стеклотекстолита.

Рисунок 3.7 Кантователь для укладки обмотки в статоры средних габаритов.
В процессе укладки катушек в пазы делают правку лобовых частей. Для того чтобы лобовые части обмотки в переходных режимах работы машины не смещались, между ними устанавливают прокладки, которые бандажируют к катушке. Прокладки изготовляют из твердого материала соответствующего класса нагревостойкости, например из стеклотекстолита. увязку катунтек и прокладок выполняют так, чтобы все катушки были скрепленными между собой. При очень больших вылетах лобовых частей (как правило, у машин двух- и четырехполюсных) для лучшего крепления обмотки лобовые части дополнительно бандажируют к кольцу 2, которое устанавливается ближе к головкам катушек.
После укладки выводные концы и схему соединяют и ваяют, размечая расположение выводных концов. Разметка заключается в перенесении на обмотку обозначений схемы чертежа с установкой мест припайки выводных кабелей и мест пайки межгрупповых соединений. При этом стремятся сделать так, чтобы длина вы-водных проводов была наименьшей. Сначала выполняют межкатущечные соединения. Выводы катушек изгибают, как показано на рисунке 3-8, и проваривают медно-фосфорным припоем. Для того чтобы припой не попал на головки катушек и не повредил их, головки закрывают мокрым асбестом. Расстояние между сваркой и головкой катушки выдерживают таким, чтобы можно было изолировать место сварки. Качество сварки проверяют визуально. Припой должен быть ровно распределен по месту сварки; не должно быть больших наплывов, острых выступов и т. п. Головки изолируют лентами в несколько слоев; последний слой защитный. Затем приступают к сборке межгрупповых соединений. В обмотках имеется большое количество различных схем.
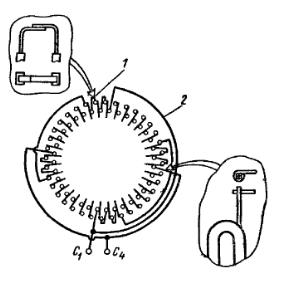
Рисунок 3.8 Сборка схемы обмотки из прямоугольного провода: 1 - межкатушечное соединение; 2 -межгрупповое соединение.
На рисунке 3.8 приведена схема соединений одной фазы четырехполосной машины, имеющей две параллельные ветви, по две соединенные последовательно катушечные группы в каждой ветви. Для соединения одной фазы необходимы две шинки из шинной меди, имеющие размер полукольца, и две шинки, имеющие размер четверти кольца. Шинки изготовляют по месту. Сечение шинок рассчитывают на половину номинального тока (для данного случая). Концы шинок изгибают колечком и надевают на выводной конец соответствующей катушки. Места соединений проваривают медно-фосфорным припоем, а место сварки и всю шинку изолируют.
Затем увязывают схему. Между головками катушечных соединений прокладывают дистанционные прокладки и обвязывают их шнуром вместе с головками. На головки (в некоторых случаях сбоку) укладывают шинки межгрупповых соединений и обвязывают их вместе. При необходимости между шинками устанавливают дистанционные прокладки. После проведения контрольных операций статор отправляют на пропитку.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1 Организация и планирование эксплуатации и ремонта электрооборудования
Капитальный ремонт - это существенный ремонт основных фондов, наибольший по объёму вид планового ремонта, при котором производится разборка агрегата, замена всех изношенных деталей и узлов, повторяемый не менее чем через год.
Расчет трудоемкости работ для высоковольтного оборудования.
Трудоёмкость капитального ремонта Ткр, определяется по формуле [10, с.212]
 чел-час, (4.1)
чел-час, (4.1)
где Ток = 460 чел-час - норма трудоёмкости капитального ремонта, определяется по [11, с.212];
пэф = 2 шт. - количество трансформаторов;
пк = 2 шт. - количество капитальных ремонтов в год.
Количество капитальных ремонтов в год определяются по формуле [11, с.212]
 шт, (4.2)
шт, (4.2)
где Тпл = 8 лет - плановая продолжительность ремонтного цикла.
Плановая продолжительность ремонтного цикла [11, с.213]
 лет, (4.3)
лет, (4.3)
где Ттабл = 12 лет - продолжительность ремонтного цикла, определяется по [10, с.214];
 = 0,7;1 - поправочные коэффициенты для продолжительности
= 0,7;1 - поправочные коэффициенты для продолжительности 
использования, основного оборудования, принимаются по [11, с.214].
Трудоёмкость текущего ремонта Ттр определяется по формуле [11, с.318]
 чел-час, (4.4)
чел-час, (4.4)
где Тот =90 - норма трудоёмкости текущего ремонта определяется по [10, с.318];
пэф = 2 шт. - количество трансформаторов;
пт = 4 шт. - количество текущих ремонтов в год.
Количество текущих ремонтов в год определяется по формуле [11, с.318]
 , (4.5)
, (4.5)
где tпл = 3 мес. - плановая продолжительность межремонтного периода.
Плановую продолжительность межремонтного периода определяется по формуле [11, с.98]
 , (4.6)
, (4.6)
где tтабл = 36 мес. - продолжительность межремонтного периода; определяется по [11, с.81];
 = 0,7; 0,1 - поправочные коэффициенты для продолжительности
= 0,7; 0,1 - поправочные коэффициенты для продолжительности
Расчет трудоемкости работ для высоковольтного оборудования сводится в таблицу 1.1
Таблица 4.1 Определение трудоемкости ремонтных работ высоковольтного оборудования
| Наимено-вание оборудо-вания
| Кол-во пэф, шт
|  ,
чел-час ,
чел-час
|  ,
чел-час ,
чел-час
|  лет лет
|  мес. мес.
| пк, шт
| пт, шт
|  ,
чел-час ,
чел-час
|  ,
чел-час ,
чел-час
|
| Трансформатор
|
|
|
|
|
|
|
|
|
|
Расчет трудоемкости работ для оборудования цеховых помещений.
Трудоемкость капитального ремонта Ткр, определяется по формуле [11, с 79]
 чел-час, (4.7)
чел-час, (4.7)
где Ток = 260 чел-час - норма трудоемкости капитального ремонта, определяется по формуле [11, с.81];
пэф = 24 шт. - количество оборудования;
пк = 3 шт. - количество капитальных ремонтов в год.
Количество капитальных ремонтов в год определяется по формуле [6, с80]
 , (4.8)
, (4.8)
где Тпл = 4 лет - плановая продолжительность ремонтного цикла.
Плановая продолжительность ремонтного цикла определяется по формуле [11, с.80]
 , (4.9)
, (4.9)
где Ттабл = 6 - продолжительность ремонтного цикла, лет, определяется по [11,с 98];
= 0,7; 1 - поправочные коэффициенты для продолжительности
Трудоемкость текущего ремонта Ттр определяют по формуле [6, с.81]
 чел-час, (4.10)
чел-час, (4.10)
где Тот = 52 - норма трудоемкости текущего ремонта определяется по формуле [11, с.81]
пэф = 24 шт. - количество оборудования;
пт = 2 шт. - количество текущих ремонтов в год.
Количество текущих ремонтов в год определяется по формуле [6, с.318]
 , (4.11)
, (4.11)
где tпл = 8 мес. - плановая продолжительность межремонтного периода.
Плановую продолжительность межремонтного периода определяется по формуле [11, с.98]
 , (4.12)
, (4.12)
где tтабл = 12 мес. - продолжительность межремонтного периода, определяется по формуле [11, с.81];
= 0,7; 1 - поправочные коэффициенты для продолжительности.
Расчет трудоемкости работ для оборудования сводится в таблицу 1.2
Таблица 4.2 Определение трудоемкости ремонтных работ оборудования цеховых помещений
| Наименование цеха
| Кол-во пэф, шт
| Рном, кВт
|  чел-час
чел-час
|  чел-час
чел-час
|  лет лет
| мес
|

|
 год год
|
 мес мес
| пк, шт
| пт шт
|
чел-час
| чел-час
|
| № 1
|
| 802,8
|
|
|
|
| 0,7
|
|
|
|
|
|
|
4.2 Составление плана по труду
Для составления плана по труду необходимо рассчитать плановый баланс рабочего времени. Баланс составляется для одного рабочего и на его основе рассчитывается плановая численность эксплуатационного и ремонтного персонала.
Ремонтный персонал работает 5 дней в неделю с продолжительностью рабочей смены 8 часов, эксплуатационный - в двухсменном режиме по 12 час. в день.
Таблица 4.3 Плановый фонд рабочего времени
| Статьи баланса
| Единица
измерения
| Эксплуата-ционный персонал
| Ремонтный персонал
|
| 1. Календарный фонд рабочего времени
| день
|
|
|
| 2. Календарный фонд рабочего времени
| час
|
|
|
| 3. Нерабочие дни:
- праздничные
- выходные
|
день
день
|
|
|
| 4. Номинальный фонд рабочего времени
| день
|
|
|
| 5. Номинальный фонд рабочего времени
| час
|
|
|
| 6. Регулируемые неявки:
- отпуск
- невыходы на работу
- выполнение государственных обязанностей
-отпуска учащихся
| день
|
|
|
| 7. Явочные дни
| день
|
|
|
| 8. Внутрисменные потери
| день
|
|
|
| 9. Эффективный фонд рабочего времени
| день
час
|
|
|
| 10. Коэффициент использования рабочего времени
|
| 0,79
| 0,83
|
При составлении баланса рабочего времени (см. таблицу 4.3) принимается:
А) средняя продолжительность основного и дополнительного отпуска 24 дня;
Б) средняя продолжительность отпуска учащихся – 0,3-0,7% от номинального фонда рабочего времени;
В) невыходы в связи с выполнением общественных и государственных обязанностей - 0,3-0,7% от номинального фонда рабочего времени;
Г) внутрисменные потери времени – 1-2% от номинального фонда рабочего времени;
Д) неявки на работу – 5% от номинального фонда рабочего времени.
Коэффициент использования рабочего времени для определяется по формуле [12, с.423]
Коэффициент использования рабочего времени для эксплуатационного персонала определяется по формуле [12, с.423]
 , (4.13)
, (4.13)
где  = 1716 час; 2184 час - эффективный и номинальный фонд рабочего времени.
= 1716 час; 2184 час - эффективный и номинальный фонд рабочего времени.
Коэффициент использования рабочего времени для ремонтного персонала определяется по формуле [12, с.423]
 , (4.14)
, (4.14)
где = 1624 час; 1944 час - эффективный и номинальный фонд рабочего времени.
Численность эксплуатационного персонала определяется по формуле [12, с.423]
 чел, (4.15)
чел, (4.15)
где Тто = 314 чел.-час- трудоемкость технического осмотра, принимается равной 10% от трудоемкости текущего ремонта Ттр,.[6, с.81];
 = 1716 час - эффективный фонд рабочего времени эксплуатационного персонала;
= 1716 час - эффективный фонд рабочего времени эксплуатационного персонала;
Трудоемкость капитального ремонта Ткр принимается согласно данным таблиц 4.1 и 4.2.
Численность ремонтного персонала определяется по формуле [12, с.424]
 чел, (4.16)
чел, (4.16)
где  = 1624 час - эффективный фонд рабочего времени ремонтного персонала.
= 1624 час - эффективный фонд рабочего времени ремонтного персонала.
4.3 Расчёт планового фонда заработной платы на обслуживание энергохозяйства ремонтно-механического участка завода РГТО ТОО «БК» потребляемой мощностью 910 кВт
Заработная плата - это форма материального вознаграждения, которую получает работник предприятия в зависимости от количества и качества затраченного им труда и результатов деятельности всего предприятия.
Виды заработной платы:
Номинальная заработная плата - то количество денег, которое получает работник в виде вознаграждения за труд.
Реальная заработная плата - то количество, которое можно приобрести за номинальную заработную плату.
Факторы влияющие на размер реальной заработной платы:
Величина номинальной заработной платы - чем выше номинальная, тем, как правило, выше реальная заработная плата. В реальности рост заработной платы номинальной может компенсироваться ростом цен.
Формы заработной платы:
Системы заработной платы различаются объектом начисления заработка в зависимости от двух способов измерения количества затрачиваемого труда: по времени и по количеству изготовленной продукции (выполненных операций). В соответствии с этим выделяются повременная и сдельная (поштучная) системы оплаты труда. Наряду с указанными двумя основными системами оплаты труда применяется дополнительная система — премиальная. Эта система самостоятельно не функционирует, а сочетается с повременной или сдельной системами.
Сдельная заработная плата - начисляется рабочим сдельщикам в зависимости от сдельных тарифных ставок и сдельных расценок на единицу выпущенной продукции или от количества произведённых трудовых операций. Применяется, к примеру, для рабочих на конвейере.
Повременная заработная плата - определяется на основании тарифных ставок (окладов) и фонда отработанного рабочего времени. По повременной форме оплаты труда оплачивается труд инженеров, служащих и других рабочих повременщиков.
При расчете фонда заработной платы следует принять часовую ставку 4 разряда для эксплуатационного персонала  = 510 тенге/час и 4 разряда для ремонтного персонала
= 510 тенге/час и 4 разряда для ремонтного персонала  = 590 тенге/час.
= 590 тенге/час.
Фонд оплаты по тарифу для эксплуатационного персонала [12, с.127]
 тыс.тенге, (4.17)
тыс.тенге, (4.17)
где  = 1716 часа - эффективный фонд рабочего времени эксплуатационного персонала;
= 1716 часа - эффективный фонд рабочего времени эксплуатационного персонала;
 = 15 чел. – количество эксплуатационного персонала.
= 15 чел. – количество эксплуатационного персонала.
Фонд оплаты по тарифу для ремонтного персонала [12, с.127]
 тыс.тенге, (4.18)
тыс.тенге, (4.18)
где  = 1624 часа – эффективный фонд рабочего времени ремонтного персонала;
= 1624 часа – эффективный фонд рабочего времени ремонтного персонала;
 = 2 чел. – количество ремонтного персонала.
= 2 чел. – количество ремонтного персонала.
Размер премии принимается равным 25% от тарифного фонда заработной платы.
Основная заработная плата определяется как сумма тарифного фонда и премии.
Дополнительная заработная плата для эксплуатационного персонала составляет 10% от основной заработной платы.
Социальный налог рассчитывается согласно ставок от основной и дополнительной заработной платы. Согласно действующему в Республике Казахстан налоговому законодательству юридические лица резиденты Республики Казахстан уплачивают социальный налог по следующим ставкам за каждого работника (от суммы основной и дополнительной заработной платы) социальный налог 6% и социальные отчисления в размере 5%.
Расчёты по плановому фонду заработной платы сводятся в таблицу 4.4
Таблица 4.4 Расчёт фонда заработной платы, тыс. тенге.
| Элементы фонда заработной платы
| Эксплуатационный персонал
| Ремонтный персонал
|
| 1. Тарифный фонд заработной платы
|
|
|
| 2. Премии
|
|
|
| 3. Основной фонд заработной платы
|
|
|
| 4. Дополнительная заработная плата
|
|
|
| 5. Основная и дополнительная заработная плата
|
|
|
| 6. Социальный налог
|
|
|
| 7. Социальные отчисления
|
|
|
| Итого заработная плата
|
|
|
4.4 Расчёт плановой сметы годовых эксплуатационных расходов на обслуживание энергохозяйства ремонтно-механического участка завода РГТО ТОО «БК» потребляемой мощностью 910 кВт
Смета годовых эксплуатационных расходов рассчитывается по форме, основными составляющими которой являются статьи затрат по эксплуатационному персоналу (таблица 4.5). Кроме затрат на заработную плату в смету годовых эксплуатационных расходов включается стоимость эксплуатационных материалов, которую принимаем 100% от основной и дополнительной заработной платы эксплуатационного персонала.
Затраты на ремонт включают в себя:
- основную и дополнительную заработную плату ремонтного персонала (таблица 4.4);
- стоимость материалов и запасных частей, принимается в размере 100% к фонду заработной платы ремонтных рабочих;
- заводские расходы, принимаются в размере 90% от фонда заработной платы ремонтных рабочих.
Расчет затрат на текущий ремонт производится в таблице 4.1.
Таблица 4.5 Затраты на ремонт
| Статьи затрат
| Затраты, тыс. тг.
| % к итогу
|
| 1. Основная и дополнительная заработная плата ремонтных рабочих
|
| 32,2
|
| 2. Стоимость материалов и запчастей
|
| 35,7
|
| 3. Общезаводские расходы
|
| 32,1
|
| Итого:
|
|
|
Амортизационные отчисления Иа по схеме внутреннего электроснабжения рассчитываются исходя из среднегодовой нормы амортизации (принимаются равной 6,3%) [12, с.129]
 , (4.19)
, (4.19)
где  – стоимость основных фондов, тыс. тенге.
– стоимость основных фондов, тыс. тенге.
для кругло-шлифовального станка ШУ321
 тыс.тенге, (4.20)
тыс.тенге, (4.20)
где =16400 тыс. тенге - стоимость основных фондов, тыс.
для сварочного выпрямителя
 тыс.тенге, (4.21)
тыс.тенге, (4.21)
где =202 тыс. тенге - стоимость основных фондов.
для электропечей
 тыс.тенге, (4.22)
тыс.тенге, (4.22)
где =5600 тыс. тенге - стоимость основных фондов.
для пресс ножниц комбинированных НГ5222
 тыс.тенге, (4.23)
тыс.тенге, (4.23)
где =300 тыс. тенге - стоимость основных фондов.
для компрессора
 тыс.тенге, (4.24)
тыс.тенге, (4.24)
где =3000 тыс. тенге - стоимость основных фондов.
для плоскошлифовального станка
 тыс.тенге, (4.25)
тыс.тенге, (4.25)
где =1932 тыс. тенге - стоимость основных фондов.
для координатно-расточного станка 243СФ10
 тыс.тенге, (4.26)
тыс.тенге, (4.26)
где =14712 тыс. тенге - стоимость основных фондов.
для токарно-револьверного станка 1Г340П
 тыс.тенге, (4.27)
тыс.тенге, (4.27)
где =6900 тыс. тенге - стоимость основных фондов.
для токарно-винторезного станка
 тыс.тенге, (4.28)
тыс.тенге, (4.28)
где =6350 тыс. тенге - стоимость основных фондов.
для горизонтально-фрезерного станка
 тыс.тенге, (4.29)
тыс.тенге, (4.29)
где =13000 тыс. тенге - стоимость основных фондов.
для универсального кругло-шлифовального станка
 тыс.тенге, (4.30)
тыс.тенге, (4.30)
где =15895 тыс. тенге - стоимость основных фондов.
для ножниц кривошипных
 тыс.тенге, (4.31)
тыс.тенге, (4.31)
где =214 тыс. тенге - стоимость основных фондов.
для кран-балки
 тыс.тенге, (4.32)
тыс.тенге, (4.32)
где =1100 тыс. тенге - стоимость основных фондов.
для широкоуниверсального фрезерного станка 6Т82Ш
 тыс.тенге, (4.33)
тыс.тенге, (4.33)
где =11000 тыс. тенге - стоимость основных фондов.
для универсального внутришлифовального станка
 тыс.тенге, (4.34)
тыс.тенге, (4.34)
где =16077 тыс. тенге - стоимость основных фондов.
для копировального станка
 тыс.тенге, (4.35)
тыс.тенге, (4.35)
где =1890 тыс. тенге - стоимость основных фондов.
для машины листогибочной ИБ2222
 тыс.тенге, (4.36)
тыс.тенге, (4.36)
где =400 тыс. тенге - стоимость основных фондов.
для токарно-винторезного станка повышенной точности 16К20П
 тыс.тенге, (4.37)
тыс.тенге, (4.37)
где =4750 тыс. тенге - стоимость основных фондов.
для сверлильного станка
 тыс.тенге, (4.38)
тыс.тенге, (4.38)
где =2800 тыс. тенге - стоимость основных фондов.
для шлифовального станка
 тыс.тенге, (4.39)
тыс.тенге, (4.39)
где =350 тыс. тенге - стоимость основных фондов.
для универсального консольно-фрезерного станка
 тыс.тенге, (4.40)
тыс.тенге, (4.40)
где =600 тыс. тенге - стоимость основных фондов.
для обдирочно-шлифовального станка 3К634
 тыс.тенге, (4.41)
тыс.тенге, (4.41)
где =375 тыс. тенге - стоимость основных фондов.
для токарного станка 1М63
 тыс.тенге, (4.42)
тыс.тенге, (4.42)
где =7500 тыс. тенге - стоимость основных фондов.
для трансформаторов ТМ-2500/10/0,4
 тыс.тенге, (4.43)
тыс.тенге, (4.43)
где =11400 тыс. тенге - стоимость основных фондов.
Все расчёты сведены в таблицу 4.6
Таблица 4.6 Амортизационные отчисления.
| Элементы схемы
| Ед-ца изме-рения
| Кол-во
| Стоимость
ед-цы,
тыс.тенге
| Общая стоимость, тыс. тенге
| Норма аморти-зации %
| Сумма амортиза-ционных отчислений
|
|
|
|
|
|
|
|
|
| Кругло-шлифовальный станок ШУ321
| Шт.
|
|
|
| 6,3
|
|
| Сварочный
выпрямитель
| Шт.
|
|
|
| 6,3
|
|
| Электропечь
| Шт.
|
|
|
| 6,3
|
|
| Пресс ножницы комбинированные НГ5222
| Шт.
|
|
|
| 6,3
|
|
| Компрессор
| Шт.
|
|
|
| 6,3
|
|
| Плоскошлифовальный
станок
| Шт.
|
|
|
| 6,3
|
|
| Координатно-расточный станок 243СФ10
| Шт.
|
|
|
| 6,3
|
|
| Токарно-револьверный
станок 1Г340П
| Шт.
|
|
|
| 6,3
|
|
| Токарно-винторезный станок
| Шт.
|
|
|
| 6,3
|
|
| Горизонтально-фрезерный
станок
| Шт.
|
|
|
| 6,3
|
|
| Универсальный кругло-шлифовальный станок
| Шт.
|
|
|
| 6,3
|
|
| Ножницы
кривошипные
| Шт.
|
|
|
| 6,3
|
|
Продолжение таблицы 4.6
|
|
|
|
|
|
|
|
| Кран-балка
| Шт.
|
|
|
| 6,3
|
|
| Широкоуниверсальный фрезерный
станок 6Т82Ш
| Шт.
|
|
|
| 6,3
|
|
| Универсальный внутришлифовальный станок
| Шт.
|
|
|
| 6,3
|
|
| Копировальный станок
| Шт.
|
|
|
| 6,3
|
|
| Машина листогибочная ИБ2222
| Шт.
|
|
|
| 6,3
|
|
| Токарно-винторезный станок повышенной точности 16К20П
| Шт.
|
|
|
| 6,3
|
|
| Сверлильный станок
| Шт.
|
|
|
| 6,3
|
|
| Шлифовальный станок
| Шт.
|
|
|
| 6,3
|
|
| Универсальный консольно-фрезерный станок
|
Шт.
|
|
|
| 6,3
|
|
| Обдирочно-шлифовальный станок 3К634
| Шт.
|
|
|
| 6,3
|
|
| Токарный станок 1М63
| Шт.
|
|
|
| 6,3
|
|
| Трансформатор
ТМ-2500/10/0,4
| Шт.
|
|
|
| 6,3
|
|
| Итого
|
|
|
|
|
|
|
Стоимость прочих расходов в составе сметы годовых эксплуатационных расходов определяется в размере 20% от фонда заработной платы эксплуатационного персонала.
Результаты расчетов сводятся в таблицу 4.7.
Таблица 4.7 Смета годовых эксплуатационных расходов
| Статьи затрат
| Затраты,
тыс. тг.
| % к итогу
|
| 1. Основная и дополнительная заработная плата эксплуатационного персонала
|
| 31,2
|
| 2. Эксплуатационные материалы
|
| 31,2
|
| 3. Затраты на технический ремонт
|
| 14,2
|
| 4. Амортизационные отчисления
|
| 16,5
|
| 5. Прочие расходы
|
| 6,9
|
| Итого:
|
|
|






