Укладка обмотки в статор содержит следующие операции: нарезку изоляции; намотку провода на шаблон; изолирование пазов; всыпание проводников в пазы; забивку клиньев; сборку схемы; пайку схемы и выводных концов; увязку (бандажирование) лобовых частей. Как правило, все операции выполняет один рабочий.
Сначала нарезают пазовую изоляцию, изоляцию под клин, межслойную (для двухслойных обмоток) изоляцию в паз и межслойную изоляцию лобовых частей. На рисунке 3.2 показаны форма и размеры изоляции. Корпусная изоляция должна на 4-6 мм выступать из сердечника. Она должна плотно облегать паз и допускать два изгиба под прокладку клина. Межслойная изоляция в пазу может иметь длину на 4-6 мм больше длины сердечника или иметь такую длину, чтобы можно было ею закрыть лобовую часть катушки при укладке. изоляцию, имеющую прямоугольную форму, можно нарезать на ручных или механических ножницах, а фигурную - ручными ножницами. Намотку провода выполняют на станках с ручным или механическим приводом, при этом на станок крепят шаблон. Ввиду большой номенклатуры ремонтируемых машин используют универсальные шаблоны, которые легко переналаживаю на намотку катушек различной длины и формы. При необходимости на ремонтном участке может быть несколько универсальных шаблонов, каждый из которых позволяет наматывать определенные катушки.

Рисунок 3.2 Форма и размеры изоляции: а - корпусная; б - прокладка под клип; в - прокладка между слоями обмотки; г - прокладка между фазами обмотки в лобовых частях.
На рисунке 3.3, а показан шаблон для намотки равнокатушечной обмотки, а на рисунке 3.3, б концентрической. Катушки наматывают одной катушечной группы, не обрезая провода; если обмотка равнокатушечная и в фазе небольшое количество катушек, можно намотать сразу всю фазу. Например, обмотку одной фазы, состоящей из четырех катушек, можно намотать всю сразу. При намотке всей фазы не требуется пайка между катушечными группами, что повышает надежность машины и снижает трудоемкость работ на пайке.
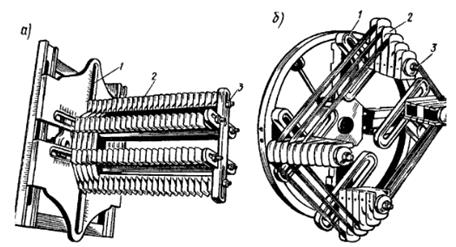
Рисунок 3.3 Универсальные шаблоны для намотки равнокатушечной (а) и концентрической (б) обмоток.
Перед намоткой универсальный шаблон настраивают на нужный размер. Главный размер шаблона - длина витка катушки. Для настройки отпускают гайки 3 и передвигают по пазам 1 под-вижные части 2 (рисунок 3.3). Длину витка измеряют мерной проволокой. Размер длины витка может быть задан технологом цеха, определен при разборке обмотки или определен по сердечнику перед укладкой. При намотке катушкам не обязательно придавать совершенно точную форму. Катушки из круглого провода достаточно мягкие и при укладке не трудно придать им нужную форму.
Следующая операция всыпание витков в пазы. Статор устанавливают на стол, осматривают пазы, которые должны быть чистыми; зубцы должны плотно прилегать друг к другу, особенно на краях сердечника. В пазы устанавливают пазовую изоляцию I (рисунок 3.4). В паз, в который начнут всыпать витки, устанавливают технологические прокладки 2 (позиция 1) и по одному заводят проводники одной стороны катушки 3 (позиция II). Всыпав нижний слой обмотки, подбойкой 4 (позиция III) уплотняют витки. Подбойка должна иметь полированную рабочую поверхность, чтобы не повредить изоляцию проводников.
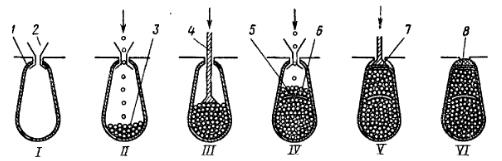
Рисунок 3.4 Последовательность всыпании проводников в паз статора.
Затем устанавливают межслойную прокладку 5 (позиция IV) И всыпают верхний слой обмотки б. уплотняют верхний слой, снимают технологические прокладки‚ загибают подбойкой края изоляции 7 (позиция V), как показано на рисунке; устанавливают прокладку под клин и забивают клин 8 (позиция VI). Если клин заходит в паз очень свободно, устанавливают несколько прокладок
под клин или два клина. Необходимо сделать так, чтобы обмотка в пазу располагалась плотно. При неплотном расположении обмотки, несмотря на пропитку, она может во время работы смещаться в осевом направлении, что приведет к ее выходу из строя.
При всыпании витков однослойной обмотки всыпают одну сторону катушки, а затем вторую; при этом межслойная прокладка не требуется. При всыпании двухслойной обмотки порядок иной.
Рассмотрим порядок всыпания проводников в статор, имеющий
12 пазов н шаг обмотки по пазам 1-4. Первые катушки, число которых равно шагу обмотки по пазам. укладывают одной стороной в низ паза (рисунок 3.5), а вторую сторону оставляют внутри сердечника, так как в тех пазах, где они должны располагаться в его верху, низ паза еще свободен. Следующие катушки (4, 5 и др.) укладывают одной стороной в низ паза, а другой в верхнюю часть паза, так как п нижней части паза уже имеется ранее уложенная катушка. Перед укладкой последних трех катушек неуложенные стороны катушек сгибают для облегчения укладки. После того как уложена последняя 12-я катушка, укладывают вторые стороны первых трех катушек в верх пазов, начиная с катушки 3. Укладку вторых сторон первых катушек называют укладкой заявка, а это место в обмотке - замком. С уменьшением числа пар полюсов машины увеличивается шаг обмотки и число катушек в замке. Это вызывает увеличение трудоемкости укладки и усложняет ее, поэтому наиболее тяжелыми в укладке являются двухполюсные машины.
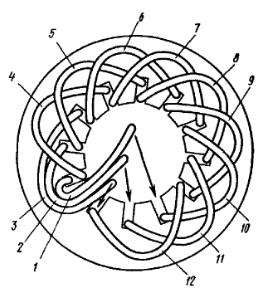
Рисунок 3.5 Последовательность yкладки катушек в пазы статора: 1-12 катушки.
При укладке катушек между лобовыми частями для изоляции устанавливают прокладки. Лобовые части равняют ударами молотка через прокладку из мягкого материала.
После укладки катушек выполняют соединение и пайку или сварку схемы и выводных проводов. Соединение схемы выполняют собственным проводом катушек в соответствии с чертежом. Провода обрезают на нужную длину; зачищают их от эмалевой изоляции; скручивают и сваривают. Для сварки один конец сварочного трансформатора присоединяют к скрутке, а другой конец ъ к угольному электроду и, касаясь угольным электродом торца скрутки, оплавляют ее. Также приваривают выводные кабели.
Увязку лобовых частей выполняют шнуром, который протягивают между катушками проволочной иглой, изготовляемой из стальной мягкой проволоки, изгибая ее вдвое и сваривая два конца проволоки.




