Описание конструкции и принципов действия
Универсальных инструментов
Штангенинструменты
К ним относятся: штангенциркули, штангенглубиномеры, штангенрейсмасы, штангензубомеры. Штангенциркули (рис. 4) предназначены для сравнительно грубых измерений наружных и внутренних поверхностей абсолютным методом. Они являются приборами массового применения. Технические требования на штангенциркули установлены в ГОСТ 166-89.
По конструктивному исполнению штангенциркули выпускаются трех типов (рис. 4):
● тип Ι- с двухсторонним расположением губок и с глубиномером ( ЩЦ-I);
● тип ΙΙ - с двухсторонним расположением губок для измерения
и разметки (ЩЦ-II);
● тип ΙΙΙ - с односторонним расположением губок (ЩЦ-III).
Примеры условных обозначений штангенциркулей даны в приложении 1.
В зависимости от типа инструмента (рис. 4) губки имеют одну или две пары измерительных поверхностей: 1 и 11 – для наружных и внутренних измерений, 2 – для наружных измерений и разметки, 12 – для внутренних измерений. У некоторых разновидностей штангенциркулей (рис. 4, б) имеется хомутик 6 с фиксатором 5 и гайкой 9 микрометрического перемещения.
В конструкции всех штангенциркулей нарушен принцип Аббе, что вызывает систематическую погрешность.
Принцип действия всех штангенинструментов общий: отсчет производится по основной шкале и шкале нониуса. Основная шкала 8 для отсчета значений целых миллиметров с ценой деления i =1 мм нанесена на штанге 7. Рамка 3 с нониусом 10 перемещается вдоль штанги и фиксируется в нужном положении винтом 4. По нониусу отсчитывают десятые и сотые доли миллиметра. Нониус необходим для повышения точности отсчета долей делений основной шкалы. Отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
При снятии отсчета оператор должен принять направление зрения перпендикулярное плоскости шкалы, иначе возможна погрешность из-за параллакса, которая носит случайный характер.
Основные типы нониусов штангенциркулей показаны на рис. 5. Выпускаются штангенциркули с ценой деления нониуса а = 0,1 и 0,05 мм.
Цена деления нониуса: а = i/n,
где i –цена деления основной шкалы, мм;
n – число делений нониуса.
Интервал деления шкалы нониуса; i H =n1/n,
где n 1- число делений основной шкалы, охватываемых нониусом.
Длина шкалы нониуса: L H = (γ n - 1) i,
где γ - модуль нониуса, γ = (L H + i)/ n i.
Модуль нониуса – целое число (обычно 1 или 2), показывающее, скольким делениям основной шкалы соответствует одно деление нониуса. С увеличением модуля растет интервал деления шкалы нониуса iH и длина нониуса L H.
Примеры расчета параметров нониуса:
1)γ=2; i= 1 мм; n = 20; n 1=39; i H = 39/2
L H =(2х20-1)х1=39 мм; а =1/20 = 0,05мм;
2) L H=19 мм; i =1мм; n= 10; n 1=19;
γ= (19+1)/(10х1) = 2; а =1/10=0,1 мм; i H = 19/10=1,9.
При измерении внутренних размеров наружные поверхности губок 1 (рис. 4) приводят в слабое соприкосновение со стенками отверстия, при этом стопорные винты 4 и 5 должны быть отжаты. Затем стопорят рамку 6 винтом 5, вращением гайки 9 перемещают рамку 3 до тех пор, пока обе измерительные губки 1 не будут плотно прижаты к стенкам отверстия в строго диаметральной плоскости, в чем убеждаются путем небольшого покачивания инструмента, стопорят винт 4 и производят отсчет.
Отсчет размера отверстия по нониусу: нулевой штрих нониуса является указателем для отсчета целых делений N основной шкалы. Число дробных делений миллиметра определяет тот штрих (назовем его «K») нониуса, который наилучшим образом совпадает с каким-либо штрихом основной шкалы. При измерении внутренних размеров ЩЦ-II и ЩЦ-III к показанию прибора следует прибавить толщину измерительных губок, маркированную на них (рис. 4, б, в).
Полный размер отверстия D=Ni+Kа+B складывается из трех слагаемых:
где N – число делений по основной шкале,
Kа- сотые (или десятые) доли по нониусу,
B – ширина плотно-сдвинутых губок 1 (обычно В =10мм).
При износе губок в процессе эксплуатации их размер становится меньше 10 мм и обязательно должен быть указан на штангенциркуле.
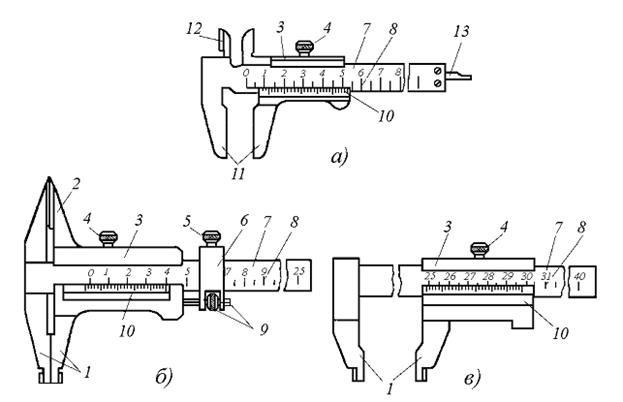
Рис.4. Штангенциркули: а -инструмент с глубиномером ШЦ-I;
б -с двухсторонним расположением губок ШЦ-II;
в -с односторонним расположением губок ШЦ-III;
1 – губки для наружных и внутренних измерений; 2 – губки для наружных измерений и разметки; 3 – рамка; 4 – стопорный винт; 5 – стопорный винт для зажима рамки микрометрической подачи; 6 – рамка микрометрической подачи; 7 – штанга; 8 – основная шкала штанги;
9 – гайка и винт микрометрической подачи; 10 – нониус; 11 - губки для наружных измерений; 12 – губки для внутренних измерений; 13 – линейка глубиномера
Рис. 5. Типы нониусов: а – тип 1; б – тип 2; в – тип 3





