Оно включает в себя следующие переходы: мотальный, сновальный, шлихтовальный.
На мотальном переходе пряжа с прядильных початков перематывается на бобины крестовой мотки, удобные для последующей операции - сновки. На этом переходе реализована автоматизация следующих операций:
1. Остановка рабочего места при обрыве пряжи (нити). Обрыв контролируется устройством, показанным на рис. 9. При обрыве нити рычажок поворачивается и замыкает электрический контакт, формируя сигнал на останов рабочего места.
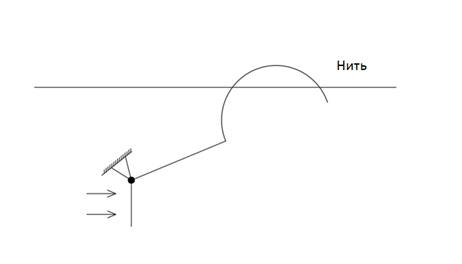
Рисунок 9 – Устройство контроля обрыва нити
2. Остановка рабочего места при полной наработке бобины. Достижение требуемого диаметра бобины контролируется щупом.
3. Управление скоростью намотки.
Задачей сновального перехода является подготовка системы основных нитей для последующей операции ткачества. Основные нити нарабатываются на сновальный вал. Число одновременно нарабатываемых нитей может достигать 600.
Бобины крестовой мотки, полученные на мотальном переходе, помещаются на так называемыйшпулярник. Он представляет собой раму со штырями, на которые надеваются бобины. Каждая нить пропускается через керамическое тормозное устройство, обеспечивающее натяжение нити в процессе сновки, через крючки контроля обрыва нити и заправляется на сновальный вал. Последний вращается двигателем постоянного тока с управляемой скоростью вращения, т.к. необходимо обеспечить постоянную линейную скорость нитей (для достижения постоянной плотности намотки) в условиях увеличения диаметра намотки по мере наработки системы нитей.
Для контроля длины наработанных нитей используется мерильный ролик со счетчиком. При достижении необходимой длины системы нитей привод останавливается. Остановка происходит и при обрыве любой нити по сигналу соответствующего датчика, место обрыва показывает светодиод. Схема управления приводом предусматривает плавный пуск двигателя во избежание обрыва нитей.
Наработанные сновальные валы подаются на шлихтовальную машину (рис. 10), где основные нити пропитываются крахмальным раствором (шлихтой) для увеличения их прочности и гладкости, что важно на этапе ткачества.
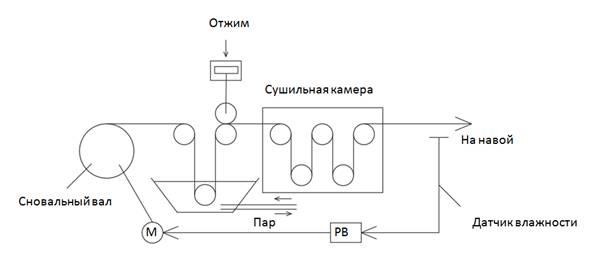
Рисунок 10 – Схема шлихтовальной машины
Нити со сновального вала поступают в шлихтовальное корыто, где пропитываются шлихтой, затем отжимаются и подаются в сушильную камеру, на выходе из которой установлен кондуктометрический датчик влажности нитей, подключенный к регулятору влажности (РВ). Последний управляет скоростью работы машины (ее приводом М). Если влажность превышена – скорость уменьшается (нити дольше оказываются в сушильной камере), и наоборот. Кроме того, регулируется усилие отжима основы и температура в сушильной камере.
Система автоматизации обеспечивает также стабилизацию уровня шлихты в корыте, постоянство усилия отжима, и необходимую температуру шлихты. Нагрев осуществляется «глухим» паром, подаваемым в змеевик (во избежание его конденсации в шлихте и изменения ее вязкости). На выходе машины высушенные нити наматываются в ткацкий навой.
ТКАЦКОЕ ПРОИЗВОДСТВО
В процессе ткачества происходит переплетение системы оснОвныхнитей, подаваемых с навоя, с утОчными, прокладываемыми тем или иным способом. В зависимости от способа прокладки уточных нитей ткацкие станки бывают челночные, бесчелночные и пневморапирные.
В челночных станках уточная нить на прядильном початке помещается в челнок. Основные нити ремизоподъемным механизмом образуют «зев» (одна часть нитей поднимается, а другая опускается). Челнок боевым механизмом пробрасывается в этот зев, прокладывая уточную нить, которая прибивается батанным механизмом к проложенной ранее. Затем положение основных нитей меняется, и челнок прокладывает уточную нить в обратном направлении. Так формируется ткань. На самом деле устройство ткацкого станка намного сложнее, но для понимания задач автоматизации это не столь важно. Необходимо контролировать обрыв любой основной нити и обрыв уточной нити в процессе ее прокладки. Для этого используются ламельные основонаблюдатели и уточные вилочки. На каждой основной нити висит ламель (пластинка), которая при обрыве нити опускается и замыкает электроконтакт, останавливая станок. Уточная вилочка совершает возвратно-поступательные движения, «прощупывая» проложенный уток. Если при очередном пробросе челнока уток на обнаруживается, вилочка подает сигнал остановки станка.
В бесчелночных станках уточную нить прокладывают микрочелноки (их много). Нить с бобины крестовой мотки захватывается очередныммикрочелноком, который пробрасывается в зев. Затем в месте старта нить отрезается, захватывается очередныммикрочелноком и пробрасывается в новый зев. Проброшенныемикрочелноки транспортером возвращаются в место старта. Элементы автоматизации те же, что и в челночных станках.
В пневморапирных станках прокладка утка происходит импульсом сжатого воздуха в канале, образованном двумя полыми рапирами, сходящимися в образованном зеве, и затем расходящимися для возможности образования нового зева.
После ткацкого станка получаем так называемую суровую ткань, которая подлежит дальнейшим обработкам. К ним относится опаливание – сжигание торчащих ворсинок ткани, например газовым пламенем при большой скорости движения ткани. При любой остановке ткани подача газа должна быть мгновенно прекращена, что является задачей автоматизации. Еще одной операцией является отварка суровой ткани в растворе химиката, обеспечивающая расшлихтовку ткани (растворение шлихты, которой были пропитаны основные нити). Это необходимо для улучшения условий обработки тканей в красильно-отделочном производстве.





