

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
Для осуществления пайки, прежде всего, необходимы припой его физический контакт с паяемым металлом в жидком состоянии и физико-химическое взаимодействие между ними при заполнение зазора в процессе нагрева по термическому циклу с последующее: кристаллизацией паяного шва. В соответствии с этим классификационными признаками первой группы способов пайки (СП1 являются метод получения и полнота расплавления припоя, cпособ заполнения паяльного зазора припоем и условия кристаллизации) паяного шва.
Припой может быть изготовлен заранее, может образоваться в процессе пайки в результате:
а) контактно реактивного плавления (контактно-реактивный припой),
б) контактного твердогазового плавления (контактный твердогазовый припой), в результате высаживания жидкого металла из компонента флюса (реактивно-флюсовый припой). В соответствии с этим различают контактно-реактивную пайку, контактную твердогазовую пайку и реактивно-флюсовую пайку.
Появление в технике крупногабаритных тонкостенных узлов с большой площадью пайки все более затрудняло возможность сборки деталей с равномерными капиллярными зазорами между криволинейными поверхностями, что приводило к развитию непропаев, снижению высоты поднятия припоя в зазорах (вертикальных и наклонных) и др. В связи с этим получила развитие композиционная пайка. Пайка с композиционным припоем, состоящим из наполнителя и легкоплавкой составляющей, в частности, металлокерамическим припоем.
По характеру затекания припоя в зазор различают капиллярную (ширина зазора <0,5 мм) и некапиллярную (ширина зазора ^0,5 мм) пайку. При капиллярной пайке припой заполняет зазор самопроизвольно под действием капиллярных сил.
При некапиллярной пайке использована возможность поднятия жидкого припоя в зазорах под действием гравитации, отрицательного давления в некапиллярном зазоре (при откачке воздуха из зазора), магнитных и электромагнитных и других внешне приложенных сил.
После заполнения зазора припоем паяный шов затвердевает в процессе охлаждения изделия (кристаллизация при охлаждении). Привыше температуры солидуса припоя процесс кристаллизации шва может происходить и в результате отвода депрессанта или легкоплавкой составляющей припоя шва (диффузионная пайка).
Жидкий припой смачивает только чистую поверхность паяемо - металла. В связи с этим при формировании паяного соединения необходимы условия, обеспечивающие физический контакт паяемого материала и жидкого припоя при температуре пайки. Осуществление такого контакта возможно в местах удаления с поверхности металла оксидных пленок. Удалить оксидные пленки при пайке и осуществить физический контакт конструкционного материала (Мк) с припоем (Мп) можно с применением паяльных флюсов или без них. В последние годы высокие требования по коррозионной стойкости паяных соединений и стремление к сокращению времени технологических операций привели к расширению применения способов бесфлюсовой пайки. Флюсовая пайка наряду с этим остается во многих случаях также широко применяемым процессом. По физическим, химическим и электрохимическим признакам, определяющим процесс удаления оксидов с поверхности основного металла и припоя при пайке, способы пайки объединены в группу СП2.
Способы пайки по источнику нагрева объединены в группу СПЗ.
К способам пайки этой группы, применяемым ранее (паяльником, горелкой, электросопротивлением, в печи, погружением в расплавы флюса или припоя, индукционному, электролитному), добавились новые с использованием источников нагрева в виде света, лазера, теплоты химических реакций, потока ионов в тлеющем разряде, инфракрасного излучения, волны припоя, электронного луча, теплоты конденсирования паров и др.
Различают низко- и высокотемпературную пайку. За граничную температуру этих способов принята температура 450 °С. Целесообразность, такого деления обусловлена тем, что технологические, вспомогательные материалы и оснащение для низкотемпературной и высокотемпературной пайки обычно существенно отличаются. Классификационным признаком четвертой группы способов пайки СП4 является отсутствие при фиксированном зазоре или наличие давления на паяемые детали с целью обеспечения заданной величины паяльного зазора (прессовая пайка).
Классификационным признаком пятой группы способов СПБ служит одновременность или неодновременность выполнения паяных соединений изделия.
Технологическая классификация способов пайки.
По особенностям процесса и технологии пайку можно разделить на капиллярную, диффузионную, контактно-реактивную, реактивно-флюсовую и пайку-сварку.

Далее рассмотрим некоторые способы пайки подробнее.
Капиллярная пайка

Припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил. Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют в тех случаях, когда применяют соединение внахлестку. Однако капиллярное явление присуще всем видам пайки.
Диффузионная пайка
Соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких интерметаллов. Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва и после завершения процесса при температуре ниже солидуса припоя.
Контактно-реактивная пайка
При пайке между соединяемыми металлами или соединяемыми металлами и прослойкой другого металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации
образует паяное соединение.

2 .4 Реактивно-флюсовая пайка
Припой образуется за счет реакции вытеснения между основным металлом и флюсом. Например, при пайке алюминия с флюсом
3ZnCl2 + 2Al = 2AlCl3 + Zn
восстановленный цинк является припоем.
Пайка-сварка
Паяное соединение образуется так же, как при сварке плавлением, но в качестве присадочного металла применяют припой.
Наибольшее применение получила капиллярная пайка и пайка-сварка. Диффузионная пайка и контактно-реактивная более трудоемки, но обеспечивают высокое качество соединения и применяются, когда в процессе пайки необходимо обеспечить минимальные зазоры. Качество паяных соединений (прочность, герметичность, надежность и т. д.) зависит от правильного выбора основного металла.
Пайка в печах.
Нагревают соединяемые заготовки в специальных печах: электросопротивления, с индукционным нагревом, газопламенных и газовых. Припой заранее закладывают в шов собранного изделия, на место пайки наносят флюс и затем помещают в печь, где это изделие нагревают до температуры пайки. Припой расплавляется и заполняет зазоры между соединяемыми заготовками. Процесс пайки продолжается несколько часов.
Этот способ обеспечивает равномерный нагрев соединяемых деталей без заметной их деформации.Крупные детали паяют в камерных печах с неподвижным подом; большую партию мелких деталей –в печах с сетчатым конвейером или роликовым подом. Пайка в печах позволяет механизировать паяльные работы и обеспечивает стабильное качество изделий и высокую производительность труда.
Индукционная пайка.
Паяемый участок нагревают в катушке-индукторе. Через индуктор пропускают т. в. ч., в результате чего место пайки нагревается до необходимой температуры. Для предохранения от окисления изделие нагревают в вакууме или в защитной среде с применением флюсов. Индуктор выполнен в виде петли или спирали из красной меди. Формы и размеры индуктора зависят от конструкции паяемого изделия. Различают две разновидности пайки с индукционным нагревом: стационарную и с относительным перемещением индуктора или детали.
Пайка сопротивлением.
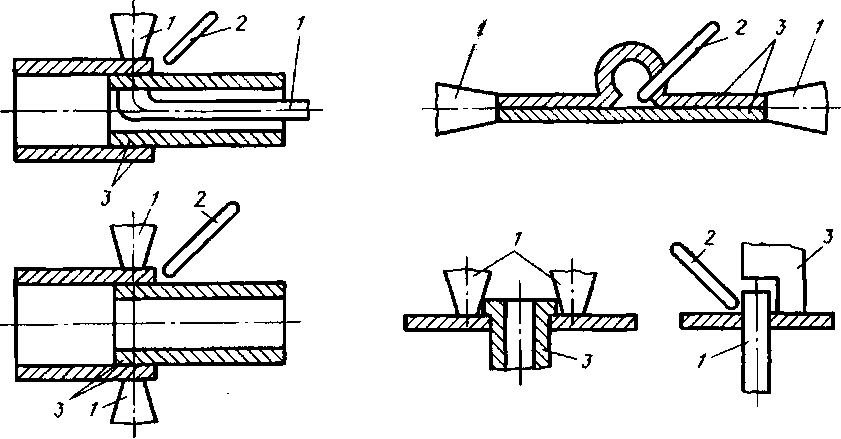
Соединяемые заготовки нагревают теплотой, выделяющейся при прохождении электрического тока через паяемые детали и токопроводящие элементы. Соединяемые детали являются частью электрической цепи. Нагрев сопротивлением можно осуществлять на контактных сварочных машинах. С нагревом в контактных сварочных машинах паяют при изготовлении тонкостенных изделий из листового материала или при соединении тонкостенных элементов с толстостенными.
Схемы расположения Электрода (1), припоя (2) и паяемых деталей (3)
Пайка погружением.
Эту пайку выполняют в ваннах с расплавленными солями или припоями. Соляная смесь обычно состоит из 55% KCl и 45% HCl. Температура ванны 700-800оС. На паяемую поверхность, предварительно очищенную от грязи и жира, наносят флюс, между кромками или около места соединения размещают припой, затем детали скрепляют и погружают в ванну. Соляная ванна предохраняет место пайки от окисления. Перед погружением в ванну с расплавленным припоем, покрытые флюсом детали нагревают до 550оС. Поверхности, не подлежащие пайке, предохраняют от контакта с припоем специальной обмазкой из графита с добавками небольшого количества извести. Пайку погружением в расплавленный припой используют для стальных, медных и алюминиевых твердых сплавов, деталей сложных геометрических форм. На этот процесс расходуется большое количество припоев. Разновидностью пайки погружением является пайка бегущей волной припоя, когда расплавленный припой подается насосом и образует волну над уровнем расплава. Паяемая деталь перемещается в горизонтальном направлении. В момент касания ванны проходит пайка. Бегущей волной паяют в радиоэлектронной промышленности при производстве печатного радиомонтажа.

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!