Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Введение.
В этом курсовом проекте поставлена задача произвести ремонт котла восьмиосной цистерны. Котлы цистерн перед подачей в ремонт с применением сварочных и клепательных работ должны пройти операции удаления остатков грузов, пропарки, дегазации, а также наружной очистки и обмывки. Периодический ремонт цистерн производится на специализированных вагоноремонтных заводах и в вагонных депо.
Специализация этих предприятий на ремонте вагонов одного типа позволяет внедрять более высокую организацию производства и передовые технологические процессы. На вагоноремонтных заводах и в вагонных депо применяются поточный и стационарный методы ремонта цистерн. Сущность поточного метода заключается в том, что технологический процесс ремонта вагона подразделяется на несколько частей – циклов. Каждый цикл охватывает группу однородных производственных процессов и операций и выполняется на определённой ремонтной позиции. Вагон в процессе ремонта через равные промежутки времени (ритм) перемещаются с одной позиции на другую.
Такая организация производственного процесса создаёт условия для широкого внедрения средств механизации, повышения производительности труда, сокращение простоя вагонов в ремонте и снижения себестоимости ремонтных работ.
Технология ремонта большинства узлов и деталей цистерн не отличаются от ремонта этих же узлов и деталей у вагонов других типов. Характерными для ремонта цистерн являются способы и порядок устранения неисправностей котлов, сливных приборов, предохранительных и впускных клапанов, крышек люков и устройств для крепления котла к раме.
Котлы цистерн общего назначения и котлы многих специальных цистерн (для патоки, олеума, пека, этилового спирта, аммиака, пропана, хлора и др.) изготовляют из низколегированной листовой стали 09Г2С.
|
|
Котлы цистерн для перевозки серной кислоты, жёлтого фосфора, ядохимикатов, слабой азотной кислоты изготавливают из коррозионно-стойких и двухслойных сталей ОХ18Г8Н2Т (КО-3),ОХ22Н5Т,12Х18Н10Т,
20К+Х17Н13М2Т, ВСт3+2X23H28H3D3.
Котлы всех цистерн, кроме цистерн для перевозки сжиженных газов, должны иметь уклон нижнего листа обечайки к сливному прибору или разгрузочному устройству, что обеспечивает полный слив или разгрузку продукта. Котлы цистерн, имеющих защитные покрытия или изоляционный слой, должны подвергаться гидравлическому испытанию до наложения покрытия или изоляции.
|
|
Технологический процесс ремонта котла восьмиосной цистерны.
| № п\п | Операции и переходы | Оборудование, инструмент | Исполнители | |
| Очистные работы: | ||||
| 1 2 | Очистки, пропарка, промывка, дегазация котла Проверка на взрывоопасность | промывочно- пропарочная станция | пропарщик | |
| Слесарно – сборочная: | ||||
| 3 4 5 6 7 | Очистка котла снаружи от старой краски и ржавчины Выявление дефектов Снятие сливо-наливной арматуры Подготовка дефектного места (вырубка трещин, выпрямление вмятин и т.д) Вырезка трещин лазерным резаком | шлифовальный инструмент дефектоскоп слесарный инструмент пресс лазерный резак | Слесарь Слесарь - осмотрщик Газорезчик | |
| Сварочная: | ||||
| 8 9 10 | Сварка трещин с двух сторон Вырезка и приварка заплат встык или внахлестку с обеих сторон котла Ремонт сливо - наливной арматуры | Сварочный полуавтомат ПДШ – 500 Слесарный инструмент | Сварщик Слесарь | |
| Слесарно – сборочная: | ||||
| 11 12 | Обработка сварного шва Установка сливо – наливной арматуры | шлифовальный инструмент | Слесарь Слесарь | |
| Контрольная:
| ||||
| 13 | Произвести контроль качества (ультразвуковая дефектоскопия, просвечивание рентгеновскими или гамма - лучами) | стенд дефектоскоп | О.Т.К дефектоскопист | |
| Малярная: | ||||
| 14 | Покраска котла в сборе | Красильная камера | Маляр | |
Расчет параметров производственного участка и технико-экономическое обоснование принятого технологического процесса ремонта восьмиосной цистерны.
Сущность поточного метода.
Поточный метод предусматривает реализацию производственного процесса, при котором технологические операции расчленены на отдельные или часть их сгруппирована для выполнения на специализированных рабочих местах – позициях. Позиции располагаются по ходу технологического процесса ремонта изделия. С течением времени обрабатываемые изделия поочередно передаются с предыдущей позиции на последующую. При этом передача изделий с позиции на позицию осуществляется через строгоопределенный времени, называемый тактом.
Поточная линия – это комплекс основного, вспомогательного, подъемно – транспортного и технологического оборудования, взаимосвязанного работающего согласованно с определенным заданным потоком по единому технологическому процессу.
Экономическая эффективность поточного производства обуславливается: ростом производительности труда в результате механизации производственных процессов; совершенствования технологии и организации труда; сокращением длительности производственного цикла за счет устранения перерывов в работе.
Расчет параметров поточной линии для общей сборки котла.
Годовая программа ремонта котлов восьмиосных цистерн.
N=2500 вагонов.
Число рабочих часов в год 2004.
Время на ремонт: 
Определяю фронт работы:
На основе анализа технологического процесса, учитывается характер и вид работ, принимаем число позиций равной 6 (Q).
Определяю фронт работы поточной линии:  , где Кв–количество изделий на 1 позицию.
, где Кв–количество изделий на 1 позицию.

Определяю число поточных линий: 
Принимаю n=1 (одна поточная линия).
Определяю такт поточной линии:  где
где
асм - количество рабочих смен в сутках;
F – годовой фронт рабочего времени поточной линии при работе в одну смену (F=2004);
ηэ - коэффициент использования поточной линии во времени (ηэ =0,9);
n – количество поточных линий;
|
|
Кв – количество изделий на одной позиции;
N – годовая программа выпуска изделий;
или 
Определяю годовую производительность поточной линии:

Таким образом, полученные параметры поточной линии для ремонта котлов восьмиосной цистерны обеспечивает выполнение производственной программы разработанного цеха, так как фактическая годовая производительность поточной линии 2783 котла превышает заданную потребность в ремонте 2500 котлов в год.
Определение фронта работы на участке:
 где Кпл - количество поточных линий на участке;
где Кпл - количество поточных линий на участке;
К*поз- количество позиций;
К*уд – количество изделий на позиции;
Расчет и выбор количества рабочих смен:
 где Д*см- количество рабочих смен участка в год;
где Д*см- количество рабочих смен участка в год;
m – количество сменных контингентов;
Fp – годовой фронт рабочего времени оного рабочего;
tсм - продолжительность смены;

Д*см- округляем до ближайшего целого числа и обозначаем через Д*см=242 смен/год.
Расчет потребного количества рабочих.
Количество производственных рабочих, необходимых для выполнения заданной программы зависит от трудоемкости выполняемых работ и может быть определено по следующей формуле:
 где Рпр – число производственных рабочих;
где Рпр – число производственных рабочих;
Fр – годовой фронт рабочего времени одного рабочего, ч;

Кп – коэффициент учитывающий потери рабочего времени на отпуск, по болезни, прочие уважительные причины Кп =0,3;


Nд – годовой выпуск изделия 2500;
Кп – плановый коэффициент выполнения норм, Кп = 1,2;
Принимаю число рабочих на одной позиции равное 3.
Список использованной литературы:
1. Грузовые вагоны железных дорог колеи 1520мм. М: Транспорт 1992г;
2. Технология производства и ремонта вагонов. М: Транспорт 2003г;
3. Б.Г. Погорелый, Г.И. Козлов «Устройство и ремонт вагонов» М: Транспорт 1986г;
4. Технология вагоностроения и ремонта вагонов. Под.ред. В.И.Безценного. М: Транспорт 1976г;
5. В.Д. Алексеев, Г.Е. Сорокин «Ремонт вагонов» М: Транспорт 1978г;
6. Технология вагоностроения и ремонта вагонов под.ред. В.С. Герасимова. М: Транспорт 1988г;
7. Вагоны. Конструкция, теория и расчет под.ред. А.А. Шадура М: Транспорт 1980г;
8. Г.К. Серов, П.Р. Лосев, С.А.Другаль «Сохранность вагонов при погрузочно – разгрузочных и маневровых работах», М: Транспорт 1978г;
|
|
9. В.И. Калашников, Г.И. Демченков «Ремонт вагонов», М: Транспорт 1985г;
Введение.
В этом курсовом проекте поставлена задача произвести ремонт котла восьмиосной цистерны. Котлы цистерн перед подачей в ремонт с применением сварочных и клепательных работ должны пройти операции удаления остатков грузов, пропарки, дегазации, а также наружной очистки и обмывки. Периодический ремонт цистерн производится на специализированных вагоноремонтных заводах и в вагонных депо.
Специализация этих предприятий на ремонте вагонов одного типа позволяет внедрять более высокую организацию производства и передовые технологические процессы. На вагоноремонтных заводах и в вагонных депо применяются поточный и стационарный методы ремонта цистерн. Сущность поточного метода заключается в том, что технологический процесс ремонта вагона подразделяется на несколько частей – циклов. Каждый цикл охватывает группу однородных производственных процессов и операций и выполняется на определённой ремонтной позиции. Вагон в процессе ремонта через равные промежутки времени (ритм) перемещаются с одной позиции на другую.
Такая организация производственного процесса создаёт условия для широкого внедрения средств механизации, повышения производительности труда, сокращение простоя вагонов в ремонте и снижения себестоимости ремонтных работ.
Технология ремонта большинства узлов и деталей цистерн не отличаются от ремонта этих же узлов и деталей у вагонов других типов. Характерными для ремонта цистерн являются способы и порядок устранения неисправностей котлов, сливных приборов, предохранительных и впускных клапанов, крышек люков и устройств для крепления котла к раме.
Котлы цистерн общего назначения и котлы многих специальных цистерн (для патоки, олеума, пека, этилового спирта, аммиака, пропана, хлора и др.) изготовляют из низколегированной листовой стали 09Г2С.
Котлы цистерн для перевозки серной кислоты, жёлтого фосфора, ядохимикатов, слабой азотной кислоты изготавливают из коррозионно-стойких и двухслойных сталей ОХ18Г8Н2Т (КО-3),ОХ22Н5Т,12Х18Н10Т,
20К+Х17Н13М2Т, ВСт3+2X23H28H3D3.
Котлы всех цистерн, кроме цистерн для перевозки сжиженных газов, должны иметь уклон нижнего листа обечайки к сливному прибору или разгрузочному устройству, что обеспечивает полный слив или разгрузку продукта. Котлы цистерн, имеющих защитные покрытия или изоляционный слой, должны подвергаться гидравлическому испытанию до наложения покрытия или изоляции.
|
|
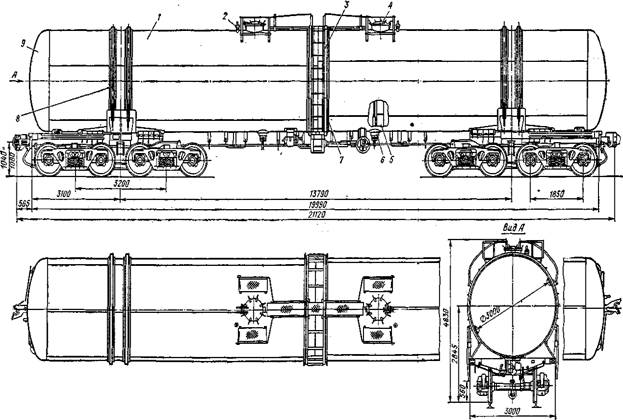
Анализ конструкции заданной сборочной единицы вагона.
Рис1. Восьмиосная цистерна грузоподъемностью 120т с котлом, подкрепленным шпангоутами.
|
|
В настоящее время на ряде железных дорог страны эксплуатируются восьмисотые цистерны для перевозки нефти и нефтепродуктов. Применение этих цистерн позволяет повысить погонную нагрузку вагонов, а тем самым и провозную способность железных дорог, что является одной из основных задач железнодорожного транспорта.
Восьмиосные цистерны эксплуатируются на железных дорогах страны уже два десятка лет. За это время конструкции основных узлов вагона претерпели существенные изменения, накоплен опыт их эксплуатации, созданы и совершенствуются методы расчета на прочность основных узлов восьмиосных цистерн.
Кузов восьмиосной цистерны имеет лучшее использовании всех основных элементов и меньшую массу, чем кузов с несущей рамой. Котел цистерны, имеющий замкнутый контур, цилиндрическую форму и сравнительно толстые стенки, в большей мере, чем кузова вагонов других типов, может быть использован в качестве цельнонесущей конструкции, и это находит свою реализацию в безрамных цистернах. Однако огнеопасность большинства перевозимых в цистернах грузов требует более надежного обеспечения прочности безрамных цистерн.
Котел состоит из цилиндрической части и двух днищ.
Цилиндрическая часть котла составлена из продольно расположенных листов, из которых нижний – броневой лист – имеет большую (12мм) толщину, чем верхние (9мм).
В прежних конструкциях цистерн цилиндрическая часть котла составлялась из броневого листа и верхних поперечных обечаек. Недостатками такой конструкции являлись: затруднения в применении механизированной сборки и автоматической сварки из- за большого числа элементов, составляющих котел, значительного разнообразия и большой длины сварных швов; концентрация напряжений в местах пересечения продольных и поперечных швов. Поэтому в современных конструкциях цистерн цилиндрическая часть обычно формируется из продольных листов.
Днища котла имеют эллиптическую форму с отношением высоты выпуклой части к диаметру, равным 0,25. По сравнению с ранее применявшимися торосферическими днищами имеют плавно искривляющийся меридиан, что за счет снижения уровня напряжений позволяет уменьшить их толщину с 11 до 10мм. Кроме того, применяя эллиптические днища, достигают увеличения объема котла на 0,5м3 .
Днища приварены к цилиндрической части котла стыковыми швами. Так же соединены между собой листы цилиндрической части. Преимуществами стыковых швов по сравнению с применявшимися ранее нахлесточными соединениями являются: отсутствие дополнительных напряжений в зоне швов, обусловленных местным изгибом оболочки; большая вибрационная и ударная прочность швов; лучшие условия контроля за качеством шва (просвечивание рентгеном, гамма – лучами и т.д.); меньшая масса котла.
Цилиндрическая часть котла с внутренним диаметром 3000мм составлена из двух половин, сваренных в стык. Это обусловлено ограничениями по длине листового проката, поставляемого металлургической промышленностью, и размерами оборудования, применяемого в объединении «Ждановтяжмаш» для вальцовки листов котла.
В первых конструкциях восьмиосных цистерн по концам котла предусматривались ниши, внутри которых размещались хребтовые балки его опор. Такое устройство снижает центр тяжести вагона, что улучшает устойчивость и другие динамические качества цистерн, в результате чего повышается безопасность движения. Это особенно необходимо для четырехосных цистерн, имеющих по сравнению с другими типами вагонов малую базу. Для восьмиосных цистерн устройство ниш, осложняющих технологию изготовления вагонов, имеет существенно меньшее значение, поэтому от них отказались.
Повышение прочности и устойчивости оболочки котла при малой его массе достигается подкреплением кольцевыми шпангоутами, расположенными в средней и опорных частях котла. Эти шпангоуты, имеющие Ω- образную форму поперечного сечения, приварены к стенкам котла, отличающимися от неподкрепленных конструкций меньшей толщиной. Как показывают расчеты и опыты, в подкрепленных таким образом цистернах существенно снижены напряжения в загруженных зонах, повышена устойчивость котла при вакууме, иногда возникающем при сливе и пропарке цистерн, а также увеличивается жесткость и соответственно частота собственных колебаний оболочки, что затрудняет возникновение резонанса колебаний. Однако подкрепление котла шпонкоутами усложняет его изготовление.
Для обеспечения полного слива груза предусмотрены уклоны к сливным приборам. Эти уклоны создаются выштамповкой броневого листа на глубину 20-30 мм. Котел оборудован двумя сливными приборами универсального типа, конструкция которых описана ниже, и двумя колпаками (горловинами люка) с крышками, что позволяет ускорить операции налива и слива груза и обеспечить условия труда при очистке котла.
Внутри горловин размещены по две сегментные планки: верхняя для контроля предельно уровня налива и нижняя для принятия мер к замедлению налива котла.
Колпаки рассматриваемой цистерны имеют малые размеры. В прежних конструкциях цистерн железных дорог, как и цистерн некоторых других стран, колпак предназначен для размещения объема груза, увеличивающегося при повышении температуры. В данной цистерне, как и во многих других цистернах постройки последних лет, при ее наливе часть объема котла (2%) остается незаполненной для обеспечения вышеуказанного температурного расширения груза. Проведенные ВНИИЖТ испытания показали, что такое недозаполнение котла не представляет угрозы для прочности цистерн и безопасности движения поездов. Подобный принцип загрузки котла и оборудования цистерн малыми колпаками в последние годы применяется также на железных дорогах США и западноевропейских стран.
Горловины люков закрываются крышками, закрепленными восемью откидными болтами каждая. Крышки шарнирно крепятся к кронштейнам, относительно которых они поворачиваются при открывании.
Вблизи горловины люка расположены два штуцера для крепления предохранительно-впускных клапанов. Котел оборудован наружной и внутренней лестницами и помостами с ограждениями у горловин люка.
Сложным и ответственным узлом безрамной цистерны является опора котла, поскольку через нее передаются основные нагрузки на котел и от котла на тележку. Опора, одновременно являющаяся консольной частью рамы, имеет мощные хребтовую и шкворневую, облегченные концевую и боковые балки.
Основные части котла, и опор изготовлены из низколегированной стали марки 09Г2С (ГОСТ 5520—79).
Тара цистерны описанной конструкции равна 48,8 т. Восьмиосной цистерне присвоен государственный Знак качества.
|
|
|

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!