Техническое обслуживание
Основными причинами неисправностей автосцепных устройств являются:
1. Значительные динамические нагрузки, которые особенно велики при торможениях и трогании с места, при маневровых работах, при проходе составом кривых участков пути и сортировочных горок:
2. Износы из-за постоянного трения деталей друг о друга;
3. Нарушение технологии изготовления и ремонта;
4. Большие перепады температур;
5. Незащищенность деталей от попадания в зоны трения абразивных частиц.
Указанные неисправности приводят к образованию в деталях автосцепных устройств значительных выработок трущихся мест, трещин, отколов, обрывов и изгибов.
Не допускается эксплуатация вагонов, в автосцепных устройствах, которых имеются следующие неисправности:
1. Трещины, изломы, отсутствие деталей;
2. Уширение зева и износы деталей, при которых возможен саморасцеп автосцепок;
3. Высота автосцепки над уровнем головок рельсов более 1080 мм у порожних вагонов, менее 950 мм у загруженных грузовых вагонов, менее 980 мм у пассажирских вагонов;
4. Разность по высоте между продольными осями сцепленных автосцепок более 100 мм у грузовых вагонов и более 70 мм у пассажирских вагонов, а для пассажирских вагонов курсирующих со скоростью свыше 120км/ч – более 500 мм. Разность между продольными осями автосцепок локомотива и первого груженого грузового вагона более 110 мм, а между локомотивом и первым пассажирским вагоном более 100 мм;
5. Длинная или короткая цепь расцепного привода;
6. Зазор между потолком розетки и хвостовиком корпуса автосцепки менее 25 мм;
7. Повреждение или отсутствие ограничителей у автосцепок вагонов, на которых предусмотрена постановка автосцепок с ограничителями вертикальных перемещений;
8. Неправильная постановка маятниковых подвесок.
Повреждения в деталях автосцепных устройств в эксплуатации выявляют визуально с использованием шаблонов. При этом обращают внимание на характерные признаки неисправностей.
Действие предохранителя от саморасцепа проверяют специальным ломиком. При проверке ломик заостренным концом вводят между ударной стенкой зева одной автосцепки и замком другой автосцепки. Поворачивая выступающий конец ломика, нажимают заостренным концом на замок. Уход замка должен быть не более 20 мм. При этом должен быть слышен четкий металлический стук от удара предохранителя в противовес замкодержателя. Если сверху ввести ломик невозможно, например, у пассажирских вагонов, его вводят снизу через грязевое отверстие и нажимают на замок в нижней части.
Если уход замка составляет более 20 мм или он выходит за кромку ударной поверхности малого зуба, то необходимо проверить исправность полочки и предохранителя. Для этого ломик изогнутым концом заводят за выступ замка и пытаются вытолкнуть замок из кармана корпуса. Если замок неподвижен или его свободный ход значительно уменьшился, то это означает, что предохранитель соскочил с полочки.
Чтобы проверить замкодержатель, ломик вводят между ударными поверхностями автосцепок сверху или снизу через отверстие корпуса, предназначенное для восстановления сцепления у ошибочно расцепленных автосцепок, и нажимают на лапу замкодержателя.
Если замкодержатель свободно качается, то противовес отломан. Наличие верхнего плеча предохранителя проверяют ломиком, который вводят изогнутым концом в карман корпуса через отверстие для сигнального отростка. Упирают ломик в предохранитель и перемещают его к полочке. Если при опускании ломика слышен металлический звук от удара предохранителя о полочку, то верхнее плечо исправно. Если ломик не упрется в полочку, значит она отломана.
Установлены два вида осмотра автосцепок:
- полный – предусматривающий снятие его с вагона (при ТР-2, ТР-3 и капитальных ремонтах), когда узлы автосцепки направляют на контрольный пункт для проверки и ремонта;
- наружный – без снятия автосцепки.
При наружном осмотре проверяют:
- работу механизма сцепления автосцепки;
- износ тяговой и ударной поверхности большого и малого зубьев, ширину зева, толщину замка;
- отсутствие трещин и изгибов в корпусе;
- требованиям шаблона крепление клина хвостовика;
- прилегание поглощающего аппарата к задним упорам;
- зазор между хвостовиками и потолком ударной розетки (должен быть не менее 25мм);
- зазор между хвостовиком и окном в концевой балке (должен быть не менее 20мм);
- высоту продольной оси автосцепки и положение оси.
Автосцепку считают неисправной, если она не удовлетворяет 940Р, детали имеют трещины. Высота автосцепки должна быть в норме, разница в высотах у одного вагона не должна превышать 25мм. Провисание автосцепки не должно быть более 3мм, подъем – не более 5мм. Эти величины измеряют по оси автосцепки в двух точках: на выходе из розетки и у головы автосцепки. Зазор между замком вертикальной кромкой малого зуба не должен быть более 8мм, а зазор между лапой замкодержателя и кромкой замка не должен быть менее 16мм. Маятниковые подвески устанавливают широкими головками вниз, клин должен иметь типовое крепление.
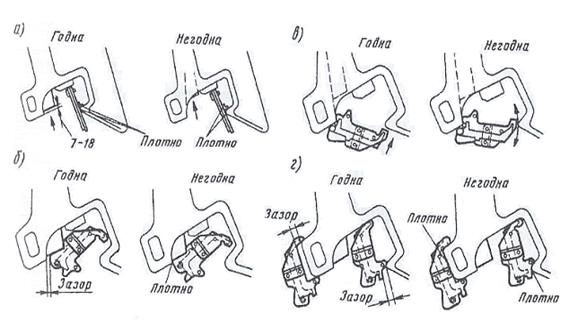
На рисунке показаны некоторые замеры автосцепки шаблоном. Так на рисунке А и на фотографии видно, как контролируют предохранитель замка от саморасцепа: если расположить шаблон, как показано, чтобы он надавился на лапу замкодержателя, и рукой или специальным приспособлением нажать на замок, пытаясь его втолкнуть в корпус автосцепки, он не должен полностью убраться. В этом случае нормальный ход замка от приложенного усилия должен быть 7-18мм, тогда предохранитель считается годным. Если замок полностью входит в корпус – предохранитель неисправен.


На рисунке Б показана проверка толщины замка. Если шаблон одновременно прилегает к боковым сторонам малого зуба и замка, замок негоден (тонкий). На рисунке В поясняется проверка ширины зева автосцепки. Если шаблон проходит мимо носка большого зуба в зев, то корпус автосцепки негоден. Замеры производят по всей высоте носка большого зуба. На рисунке Г показана проверка износа малого зуба: между шаблоном и малым зубом должен быть зазор, если шаблон прилегает плотно, автосцепка негодна. Точно так же проверяют износ тяговой поверхности большого зуба и ударной поверхности зева автосцепки: если шаблон входит в зев, автосцепку бракуют (эти проверки проводят на расстоянии 80мм вверх и вниз от продольной оси
Контур зацепления корпуса проверяют проходным шаблоном 827Р. Шаблон пропускают через контур. Корпус исправен, если шаблон свободно проходит через него по всей высоте корпуса.

Шаблон 852Р служит для контроля толщины и прямолинейности замка. Замок должен пройти в проходной вырез шаблона и не проходить после ремонта в непроходной.

Проверяют также удержание замка в расцепленном положении (работу автосцепки «на буфер»). В этом случае следует приложить шаблон, повернуть подъемник до отказа и освободить рычаг – замок не должен опуститься в зев. Контролируют преждевременное включение предохранителя при сцеплении. Откидной скобой шаблона (35мм) нажимают на лапу замкодержателя. При этом замок должен уходить в корпус автосцепки.
В эксплуатации важно следить за правильным расположением автосцепки над уровнем головок рельсов. Соблюдение разницы в высоте их осей, установленной ПТЭ, исключает саморасцепы, обеспечивает безопасность движения. Высоту расположения продольной оси автосцепки измеряют специальным шаблоном с линейкой. За продольную ось принимают литейный шов, расположенный на корпусе. Высота оси автосцепок головных вагонов с внешней стороны составляет 990 - 1070мм, промежуточных вагонов – 1088 - 1160мм. Основные причины, приводящие к саморасцепу:
- расхождение центров автосцепок более нормы;
- сработался торец прямого плеча собачки, упор противовеса или лапа замкодержателя;
- отломился противовес замкодержателя;
- увеличилась ширина зева головы автосцепки;
- уменьшилась из-за износа толщины замка;
- короткая или слишком длинная цепь.
Ремонт Автосцепки СА-3
Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) МПС России.
Ремонт Автосцепки СА-3 начинается с ее разбора. Разборка механизма автосцепки СА-3 осуществляется в следующей последовательности: разъединяют цепь расцепного привода, освобождают расцепной механизм, затем вытаскивают запорный болт. Вытаскивают валик подъемника через отверстие в стенке корпуса, вытаскивают из корпуса замок с предохранителем. Затем снимают с полочки и извлекают замкодержатель. Далее с опоры стенки корпуса снимают подъемник.
При деповском ремонте вагона разборке подлежат только неисправные поглощающие аппараты, при капитальном ремонте все аппараты должны быть разобраны.
· Изгибы хвостовика корпуса автосцепки и уширение зева ремонтируют правкой.Для определения величины изгиба корпус подлежит разметке.Для этого находят и обозначают середину хвостовика на расстоянии 20 мм от упора, а также в средней части и на торце. Затем соединяют линией точки, обозначающие середину хвостовика. Изгибом является отклонение указанной линии от середины хвостовика в его средней части.
Правке подлежат изгибы более 3 мм как в вертикальной, так и в горизонтальной плоскостях. Если в зонах изгибов имеются заваренные или не заваренные трещины, то корпус подлежит сдаче в металлолом.
Правку выполняют с предварительным нагревом до температуры 800 – 850°C с выдержкой в печи не менее 1 часа для равномерного прогрева корпуса. Заканчивать правку необходимо при температуре выправляемых зон не менее 650°C для предотвращения образования термических трещин.
Правку производят на специализированных гидравлических прессах. При устранении уширения зева в корпус вставляют ограничитель, исключающий сужение зева больше нормы.
Охлаждение корпусов производят в помещениях при отсутствии сквозняков, не применяя воду или другую охлаждающую среду.
· Трещины и износы, выявленные в корпусе автосцепки, ремонтируют сваркой и наплавкой. Переход от отремонтированной наплавкой ударной поверхности стенок зева к неизношенной должен быть плавным, по длине не менее 15 мм. Твердость наплавленного металла ударно-тяговых поверхностей должна быть не менее 250 НВ для грузовых вагонов и не менее 450 НВ для пассажирских и рефрижераторных. Для обеспечения необходимой твердости наплавку следует выполнять электродами ОЗН-400, порошковой проволокой ПП-ТН350, ПП-ТН500 или пластичными электродами с использованием легирующих присадок.
· Разделка кромок трещин производится с применением ручного или пневматического зубила, электродуговой или газокислородной резкой. При ремонте трещин в зеве необходим подогрев головы автосцепки до температуры 250 – 300°C, что улучшает качество наплавленного металла и снижает термические напряжения.
· Ограничители вертикальных перемещений вагонов не должны иметь изгибов и износов более 5 мм. Автосцепки вагонов для перевозки опасных грузов оборудованы как нижними, так и верхним ограничителями.
· В случае излома шипа или сигнального отростка допускается их приварка. Твердость направленного металла замыкающей части замка должна быть не менее 250 НВ, а для пассажирских и рефрижераторных вагонов – не менее 400 – 450 НВ. Замыкающие части замков рекомендуется упрочнять контактно -дуговой сваркой, что значительно повышает их износостойкость. Упрочнение замка происходит в результате воздействия электрической дуги и переноса на замыкающую часть материала электрода, в качестве которого используют роликовые подшипники из стали ШХ-15СГ.
Обработка наплавленных поверхностей деталей автосцепки производится с применением фрезерных, строгальных станков, шлифовальных машинок и специализированной оснастки.
Правку погнутых деталей механизма осуществляют с использованием специальных штампов.
После ремонта производят сборку автосцепки СА-3. Сборка механизма автосцепки осуществляется в такой последовательности. Подъемник укладывают широким пальцем вверх на опору стенки корпуса со стороны большого зуба. Затем на шип этой же стенки навешивают замкодержатель.
Далее вставляют внутрь корпуса замок с предохранителем. При этом металлическим крючком поднимают нижнее плечо предохранителя так, чтобы верхнее прошло над полочкой со стороны малого зуба. Пропустив валик подъемника через отверстие в стенке корпуса, овальный вырез замка и квадратное отверстие подъемника, фиксируют эти детали от выпадения.
Затем вставляют запорный болт, закрепляют механизм и соединяют цепь расцепного привода с отверстием в балансире валика подъемника.
В правильно собранной автосцепке:
- ударная поверхность лапы замкодержателя и часть замка выходят в зев. При таком положении деталей механизм готов к автоматическому сцеплению;
- замок уходит внутрь от усилия, направленного со стороны зева или приложенного к рукоятке расцепного рычага, и возвращается в первоначальное положение при снятии этих усилий;
- нельзя утопить замок в корпус, если туда предварительно введена лапа замкодержателя.
После ремонта детали и автосцепки в сборе проверяют шаблонами.

В случае соответствия ее требованиям приемки, валик подъемника закрепляют болтом с гайкой, под головку болта и гайку ставят фасовочные шайбы, которые загибают на головку болта и гайку.





