Литейные стержни используются для получения внутренних отверстий и полостей, а также углублений на наружной поверхности отливки. Форма стержней имеет такую же конфигурацию, какую имеют эти отверстия и полости.
Количество стержней и их границы определяются по правилу «световых теней» (рис. 4).

Рис. 4. Определение границ литейных стержней.
Ст. 1 - стержень для формирования внутреннего отверстия; Ст. 2 – стержень для формирования углубления наружной поверхности.
В соответствии с правилом «световых теней» на поверхности литой детали не должно быть тени при освещении отливки параллельными лучами, перпендикулярными плоскости разъема литейной формы (рис. 4, а). Затененные поверхности получаются с помощью стержней (рис. 4, б).
Углубления наружных поверхностей могут выполняться с помощью моделей отливок или стержней. С целью предотвращения обрыва формовочной смеси в углублениях наружных поверхностей при Н > 0,3 × А и h > 0,8 × а требуется применение стержней (рис. 5). В остальных случаях, если конфигурация внешней поверхности отливки не препятствует извлечению модели из формы, углубления формируются формовочной смесью (без применения стержней).

Рис. 5. Формирование углублений наружной поверхности отливки
4. Назначить припуски на механическую обработку (Табл. 1).
Припуски на механическую обработку — технологические объемы металла, которые удаляются с поверхности отливки для обеспечения требуемой размерной точности и шероховатости поверхности детали.
Если качество поверхностного слоя изделия не удовлетворяет требованиям, предъявляемым к готовой детали, предусматривается припуск на механическую обработку. Минимальная величина припуска определяется глубиной дефектного поверхностного слоя, а также технологией последующей механической обработки.
Припуски назначаются отдельно с каждой стороны размера, а величина каждого из них не зависит от наличия и величины припуска с противоположной стороны.
Величина припуска зависит от материала отливки, ее габаритного размера, положения в литейной форме поверхностей отливки при заливке расплавленного металла и способа изготовления отливок. Припуски на механическую обработку назначаются на поверхности, имеющие на чертеже детали знак  . Для отливок, к которым не предъявляются жесткие требования по точности их изготовления, припуски на механическую обработку могут быть определены по табл. 1.
. Для отливок, к которым не предъявляются жесткие требования по точности их изготовления, припуски на механическую обработку могут быть определены по табл. 1.
Припуски на механическую обработку отливок Табл. 1
|
Номинальный размер, мм
|
Положение при заливке
|
Величина припуска на одну сторону, мм
Для отливок из
|
| чугуна
| стали
| цветных
сплавов
|
| до 120
| верх
| 2,5
| 3,5
| 3,0
|
| низ, бок
| 2,0
| 3,0
| 2,0
|
| 121-260
| верх
| 3,0
| 5,0
| 4,0
|
| низ, бок
| 2,5
| 3,5
| 3,0
|
| 261-500
| верх
| 4,0
| 6,0
| 5,0
|
| низ, бок
| 3,5
| 4,0
| 4,0
|
| 501-800
| верх
| 5,5
| 7,0
| 6,0
|
| низ, бок
| 4,5
| 5,0
| 5,0
|
Примечание. Назначение больших значений припусков на верхние участки отливки (асимметричные припуски) выполняется только для плоских поверхностей (рис. 6, а). Назначение разных припусков на поверхности тел вращения, имеющих горизонтальную ось симметрии (рис. 6, б), приведет к появлению эллипсности. Поэтому, в этом случае на верхние и нижние поверхности назначаются симметричные (одинаковые) припуски на диаметр, соответствующие положению «верх».

Рис. 6 Отливки, имеющие различную форму обрабатываемых поверхностей
а – плоская отливка; б – отливка в форме тела вращения
Вентиляционные каналы стержней условно не показаны.
Назначить литейные уклоны
Поверхности отливок, перпендикулярные плоскости разъема литейной формы, должны иметь уклоны (рис. 7). Литейные уклоны облегчают извлечение литейной модели из формы и, при этом, предотвращают разрушение формовочной смеси.
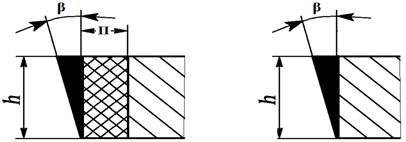
а б
Рис. 7 Литейные уклоны отливки
а - на обрабатываемых поверхностях отливки сверх припуска П на механическую обработку;
б - на необрабатываемых поверхностях отливки за счет увеличения размеров отливки.
h – высота формообразующей поверхности; β - литейный уклон.
Величина уклона зависит от высоты формообразующей поверхности и материала модели. Металлические модели имеют более гладкую поверхность, поэтому они изготовляются с меньшим уклоном, чем деревянные.
Значения литейных уклонов в зависимости от высоты поверхности h, перпендикулярной плоскости разъема литейной формы, материала модели и формы поверхности отливки, формируемой моделью, приведены в табл. 2.
Литейные уклоны поверхностей отливки Табл. 2





