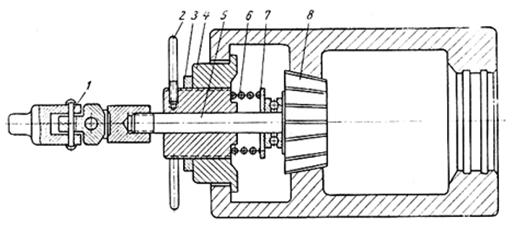
Рис. 2. п8.
1 – шарнир Гука; 2 – штурвал; 3 – контргайка; 4 – траверса; 5 – шпиндель; 6 – пружина; 7 – опорная деталь пружины; 8 - шарошка
Небольшие трещины в корпусе двойников завариваются качественными электродами; при этом предварительно с помощью. При увеличении диаметра гнезда двойника, что обнаруживается после удаления остатков печных труб, ремонт производят в ремонтном цехе. Гнезда двойников заплавляют соответствующими присадочными материалами: для углеродистых двойников применяют электроды УОНИИ 13/35, МР, а для двойников из легированных сталей (Х5М-Л и ЗОХМА) - ОЗЛ-8 или ЛЗЛ-12.
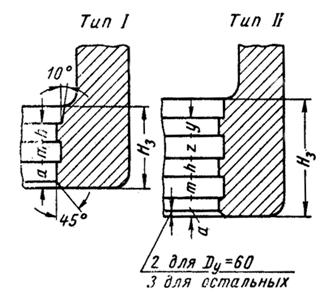
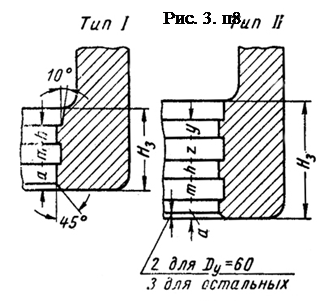
Наплавку ведут постоянным током обратной полярности, сила тока 110 - 120 а. После наплавки производят проточку гнезд на токарных станках. Для печных труб с толщиной стенки менее 9,5 мм рекомендуется делать две канавки, а при толщине более 9,5 мм может быть одна канавка. Номинальные размеры гнезда двойника под развальцовку в корпусах приведены в таблице 1 и на рис. 3. п.
Нормы развальцовки печных труб
Таблица 1
|
Печи
| Нормы развальцовки в мм при наружном диаметре трубы в мм
|
| 50
| 76
| 89
| 102
| 114
| 127
| 152
|
| Установок крекинга
| 2,5
| 3,0
| 3,25
| 3,75
| 4,0
| 4,5
| 5,5
|
| Установок прямой перегонки
| 2,0
| 2,5
| 3,0
| 3,25
| 3,5
| 4,0
| 4,5
|
Схема расточки гнезда двойника под развальцовку
Рис. 3. п8.
После проточки двойники должны подвергаться термообработке.
Твердость двойников в отверстии под развальцовку должна быть не менее НВ 170 для углеродистого литья и НВ 210 - 250 для легированного литья, т.е. превышать на 50 единиц твердость печных труб. Детали двойника также должны проходить термообработку. При изготовлении нажимного болта и траверсы из одинакового материала твердость их должна быть различной, а именно твердость траверсы Н В 220 - 240, болта НВ 280 - 300.
Ремонт деталей двойника не сложен: неровности поверхности пробки ремонтируют проточкой на токарном станке, смятие плечиков траверсы - плавкой и последующей обработкой поверхности, получившие прогиб болты выпрямляют. Болты и траверсы, имеющие износ резьбового соединения, ремонтировать не рекомендуется.
Двойники и их детали с серьезными дефектами заменяются новыми. При приемке новых двойников измеряется расстояние между осями трубных отверстий. Для труб dн = 60-89 мм допуск отклонения 0,5 мм, а для dн = 102-152 мм - 1,0 мм. Затем проверяется маркировка пробки и корпуса двойника, плотность посадки пробки. Установку конической пробки проверяют мелом. Для этого пробку с нанесенными мелом рисками вставляют в гнездо и провертывают, при этом на поверхности должна получиться сплошная кольцевая риска, при отсутствии ее производят притирку пробки по привалочной поверхности гнезда двойника наждачной пастой. Состояние канавок и пояска в корпусе двойника проверяется осмотром. Не допускаются выбоины, риски и другие дефекты. Выбоины на поясках завариваются и опиливаются.
Слайд № 1


Рис. 1 Рис. 2

 Слайд № 2
Слайд № 2
Рис. 3
Рис. 4
Слайд № 3
Слайд № 4

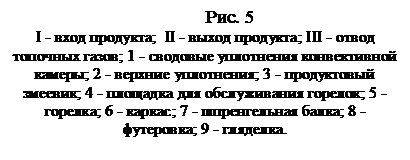
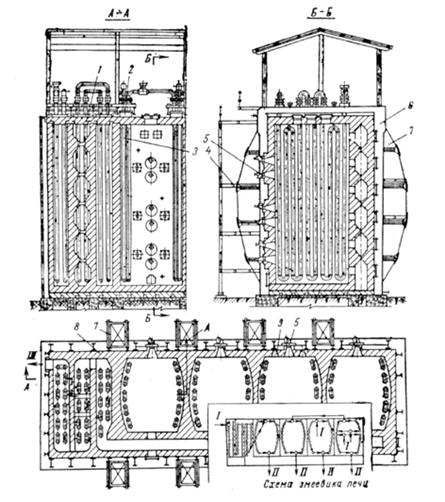
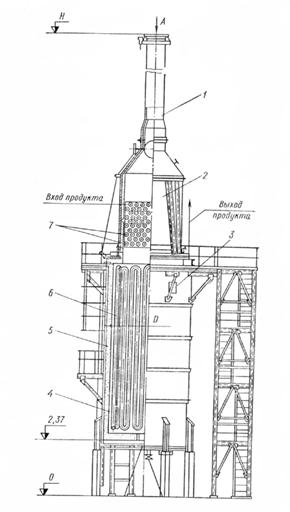
Рис. 6
1 - стойка каркаса; 2 - стропила фермы: 3 - трубные подвески; 4 - кровля; 5 - теплоизоляция из изоляционного кирпича; 6 - кладка из фасонного шамотного кирпича; 7 - конвекционная шахта; 8 - предохранительное окно; 9 - трубные решетки; 10 - гляделка; 11 - площадка для обслуживания форсунок; 12 - короба форсуночные.
Слайд № 5
Слайд № 6
Слайд № 7
Слайд № 8


Слайд № 9

Слайд № 10
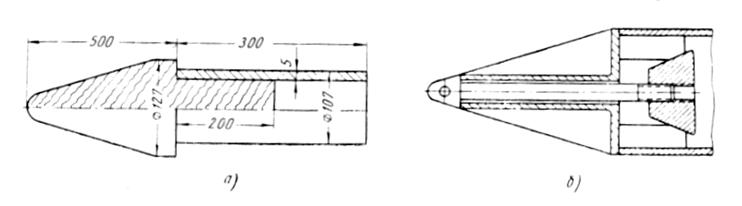
Рис. 1. п7.
а – свободной посадки; б – напряженной посадки
Слайд № 11