

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Машину или узел разбирают в последовательности, предусмотренной технологическим процессом как для машины в целом, так и для отдельных механизмов, агрегатов и узлов. При разборке с машины снимают целые узлы, причем в первую очередь препятствующие снятию других сборочных единиц, строго соблюдая при этом правила техники безопасности. Затем отдельные узлы разбирают на подузлы и детали. Необходимость разборки того или иного узла определяется видом и задачами ремонта.
Таблица 1 - Способы метки деталей при разборке
| Способ метки | Краткое описание способа |
| Накерниванием | На нерабочей поверхности незакаленной детали кернером наносят керны. Применяется обычно для сохранения определенного положения данной детали в узле или взаимного расположения двух деталей |
| Краской | Краска может наноситься на любые поверхности детали. При необходимости ее смывают растворителями (бензин, ацетон) |
| Бирками | Мягкой проволокой бирки из картона привязывают к детали для обозначения принадлежности к определенному узлу или механизму |
| Клеймами | На нерабочей поверхности незакаленных деталей наносят буквы или цифры с помощью клейм, которые выпускаются в наборах и различаются размером знака (высота от 1,5 до 12 мм, ширина соответственно от 0,9 до 7,2 мм) |
| Кислотой | Резиновый штамп для нанесения клейма смачивают водным раствором 40 % азотной и 20 % уксусной кислот для незакаленных деталей и 10 % азотной, 30 % уксусной кислот и 5 % спирта — для закаленных деталей. После выдержки в течение 2 мин место клеймения протирают фильтровальной бумагой и нейтрализуют протиранием 10 %-ным раствором кальцинированной соды |
| Электрографом | Стержнем электрографа прикосновением к стальной детали, установленной на латунной подкладке, наносят знаки глубиной до 0,25 мм за счет местного оплавления детали |
| Нанесением риски | На две соседние незакаленные детали, точное взаимное расположение которых должно быть сохранено при последующей сборке, перед разборкой наносят или нацарапывают общую риску, которая позволит в дальнейшем точно восстановить положение деталей |
Разборку оборудования производят с соблюдением следующих основных правил:
|
|
1. Разборке подлежит лишь агрегат или узел, предназначенный для ремонта, поскольку при разборке нарушается необходимая плотность соединений с натягом и приработка подвижных деталей. Только капитальный ремонт требует полной разборки машины.
2. В процессе разборки сложных и ответственных механизмов и узлов следует составлять их схемы и делать зарисовки с целью облегчения последующей сборки.
3. Разборку следует начинать со снятия кожухов, крышек, защитных щитков, ограждений и т. п. для открытия доступа к разбираемым агрегатам и узлам.
4. Крупные детали укладывают на подставки возле ремонтируемой машины.
5. Детали каждого разбираемого механизма или узла складывают в отдельные ящики, следя за тем, чтобы не попортить обработанные поверхности деталей.
6. Для облегчения последующей сборки узла его детали помечают одним из способов, приведенных в таблице. При необходимости соблюдения точного взаимного расположения деталей на них ставят соответствующие метки. При разборке гидро- или пневмосистем должны помечаться все трубопроводы и места их подсоединения на элементах системы.
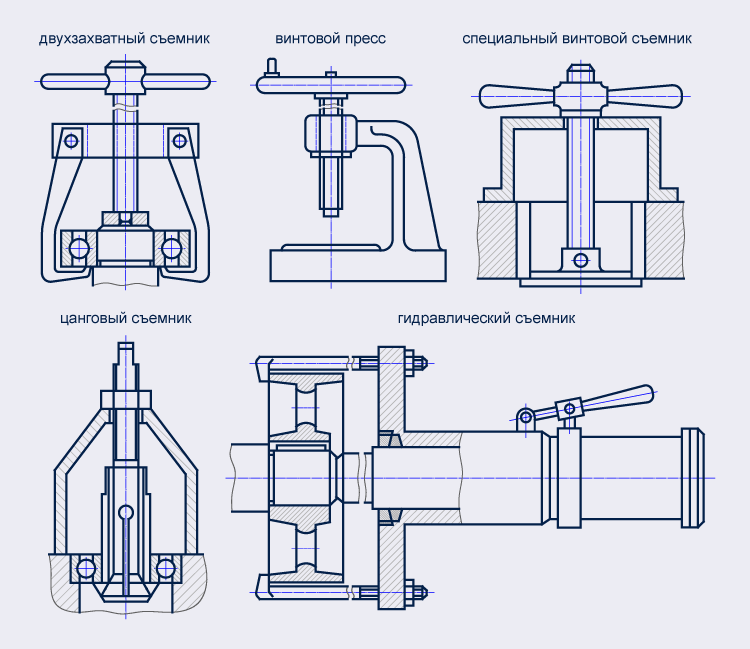
Рисунок 30 – Приспособления применяемые для сборочно-разборочных
работ
7. Разборка должна вестись соответствующими инструментами и приспособлениями (рис.30), использование которых исключает порчу годных деталей. При невозможности применения съемников и вынужденном использовании молотка или кувалды удары следует наносить по деталям через прокладку или выколотку из мягкого металла, пластмассы, дерева.
|
|
8. С целью облегчения снятия насаженной с натягом детали ее можно нагревать горячим маслом, паром, огнем, а охватываемую деталь охлаждать с помощью твердой углекислоты или жидкого воздуха.
9. Для снятия с валов посаженных с натягом шкивов, звездочек, зубчатых колес, подшипников и других аналогичных деталей следует пользоваться приспособлениями: двух- и трехзахватными съемниками различных типоразмеров; прессами винтовыми, рычажно-реечными и гидравлическими; винтовыми приспособлениями различных конструкций; гидравлическими съемниками, где плунжерный насос нагнетает масло в цилиндр для перемещения поршня, производящего выпрессовку детали. В зависимости от назначения приспособления могут быть специальными, предназначенными для снятия какой-либо определенной детали, и универсальными, позволяющими снимать различные детали.
10. Резьбовые соединения разбирают с помощью гаечных и специальных ключей различных конструкций, отверток, шпильковерток, механизированного инструмента с электро- или пневмоприводом, инерционно-ударного типа. При полной разборке узла крепежные детали складывают в специальный ящик, а при частичной разборке после снятия детали вставляют в предназначенные для них отверстия.
11. Неподдающееся из-за коррозии разборке резьбовое соединение погружают в керосин или смачивают керосином и разбирают по прошествии нескольких часов. Резьбу с забоинами на концах болтов или шпилек запиливают трехгранным напильником. При невозможности отвинтить гайку обычным способом ее отвинчивают с помощью зубила и молотка, отрезают ножовкой или газовым пламенем вместе с концом болта с последующей заменой гайки и болта.
12. Остаток сломанного винта или шпильки удаляют одним из следующих способов:
- при наличии выступающей резьбовой части на нее навинчивают гайку и контргайку и вращают гайку;
- при наличии выступающего на небольшую величину стержня винта или шпильки на его торце прорезают ножовкой или вырубают шлиц и отверткой выворачивают оставшуюся часть;
- торец сломанной части резьбовой детали запиливают ровно и накернивают по центру, после чего сверлом, диаметром несколько меньшим, чем внутренний диаметр резьбы, высверливают оставшуюся часть;
- к застрявшему концу резьбовой детали приваривают либо гайку меньшего диаметра через ее отверстие, либо стержень, и с их по мощью вывертывают сломанную часть;
|
|
- в запиленном торце застрявшего конца шпильки или винта накернивают и засверливают отверстие. В нем либо нарезают обратную резьбу под специально изготовленный болт, либо в него вставляют бор (закаленный конический стержень с зубьями) или экстрактор (то же, но вместо зубьев стержень имеет левую резьбу) с квадратом для ключа на конце для вывертывания сломанной части;
- закаленные сломанные резьбовые детали (в том числе метчики) удаляют либо электроискровым способом, используя в качестве электрода медную трубку диаметром на 1-2 мм меньше диаметра резьбы, либо отжигают, нагревая пламенем горелки или паяльной лампы, и удаляют ранее описанными способами. При невозможности удаления указанными способами сломанного винта или шпильки их высверливают и нарезают резьбу следующего ремонтного размера, причем новая шпилька может выполняться ступенчатой.
13. Штифты при разборке соединений выбивают бородками с диаметром рабочего конца несколько меньшим, чем диаметр штифта.
14. Заклепочные соединения разбирают, либо срубая головку заклепки и бородком выбивая стержень, либо засверливаянакерненную головку сверлом несколько меньшего диаметра, чем диаметр стержня заклепки, на глубину, равную высоте головки, после чего головку надламывают, а заклепку выбивают бородком.
15. Узлы и механизмы с тяжелыми деталями разбирают с применением грузоподъемных приспособлений или подъемных кранов. Длинные валы разбирают с применением нескольких опор.
16. В процессе разборки производят дефектацию деталей и составляют дефектную (ремонтную) ведомость. Которая поможет в дальнейшем проанализировать поломку, выявить причину и принять меры чтобы исключить дальнейшее появление таких дефектов.
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!