ВВЕДЕНИЕ
В филиале РГУПС мною была пройдена учебная практика. Актуальность работы состоит в важности закрепления теоретических знаний, полученных в процессе обучения в учебном заведении; приобретении навыков использования имеющихся знаний по техническому обслуживанию и ремонту подъемно-транспортных, строительных, дорожных машин и оборудования в стационарных мастерских и на месте выполнения работ.
Во время прохождения учебной практики я получу опыт по техническому обслуживанию подъемно-транспортных, строительных дорожных машин и оборудования в стационарных мастерских и на месте выполнения работ по следующим темам:слесарные работы. Сверление сквозных отверстий. Сверление глухих отверстий на заданную глубину.Нарезание резьбы в деталях различной формы.Клепка деталей из листовой стали толщиной 3-5 мм.Шабрение учебных и проверочных плиток.Пайка различных деталей.Выполнение комплексных работ.Механические работы. Обработка конических поверхностей. Способы обработки конических поверхностей. Обработка внутренних конических поверхностей.Обработка фасонных поверхностей. Обработка фасонных поверхностей способом сочетания двух подач.Отделка поверхностей. Способы отделки поверхностей. Полирование поверхностей. Доводка и притирка поверхностей. Накатывание поверхностей.Слесарно-монтажные работы. Разборка - сборка ручного механизированного инструмента.Выполнение комплексных работ.
Я выполню отчет по заданию учебной практики и индивидуальное задание.
Практика должна помочь мне глубже осознать правильность осуществления своего профессионального выбора, проверить усвоение теоретических знаний, полученных в процессе учёбы, определить профессионально важные качества будущей специальности.
Целенаправленная практика позволяет закрепить теоретические знания, приобрести теоретические навыки, способствует воспитанию качеств специалиста.
Думаю, что опыт, полученный мной на данной практике, несомненно, пригодится мне в дальнейшем при построении своей профессиональной деятельности.
СЛЕСАРНЫЕ РАБОТЫ
Нарезание резьбы в деталях различной формы
Операция обработки со снятием стружки, в результате которой образуются наружные или внутренние винтовые канавки с заданным профилем и размерами на цилиндрических или конических поверхностях, называется нарезанием резьбы. Они в свою очередь делятся на (рис.8):метрическая (а), дюймовая (б), трубная (в) и деталь с дюймовой резьбой (г).
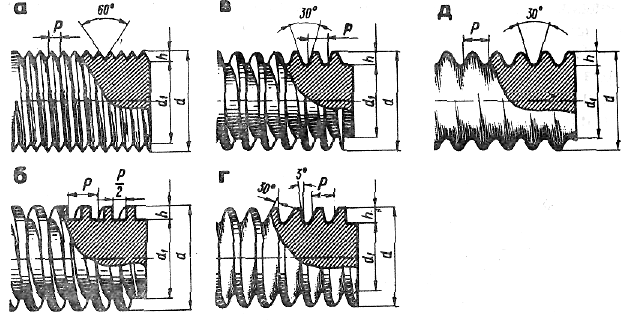
Рисунок 8 -Резьбы:а — цилиндрическая треугольная, б — прямоугольная, в — трапецеидальная,(в такарном станке) г – упорная(в прессахтисках), д – круглая(ПЭТ)
В качестве режущего инструмента для нарезания внутренней резьбы в отверстиях применяются метчики. Метчик представляет собой стальной винт, имеющий продольные канавки для образования режущих кромок и для собирания стружки во время работы. Плашка представляет собой цельное или разъемное кольцо, снабженное винтовой нарезкой во внутренней полости и несколькимиканавками для образования режущих кромок и для отвода стружки, образующейся при нарезании резьбы.
Пайка различных деталей
Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей (рис.13). Данная операция производится паяльником.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей.
Диффузионной называют пайку, отличающуюся длительной выдержкой в зоне необходимых температур с целью упрочнения соединения за счет диффузии компонентов припоя и паяемых металлов.
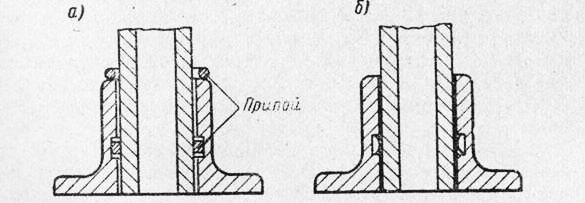
Рисунок 13 - Схема образования шва при капиллярной пайке: а — перед пайкой; б — после пайки.
Контактно-реакционной называется пайка, при которой между соединяемыми металлами или между соединяемыми металлами и прослойкой другого металла в результате контактного плавления образуется сплав, который заполняет зазор и образует паяное соединение. Пайкой- сваркой называется пайка, при которой паяное соединение образуется способами, характерными для сварки плавлением, но в качестве присадочного материала применяется припой. Пайку-сварку обычно применяют при устранении поверхностных дефектов в литых деталях.
МЕХАНИЧЕСКИЕ РАБОТЫ
СЛЕСАРНО-МОНТАЖНЫЕ РАБОТЫ
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
ЗАКЛЮЧЕНИЕ
Необходимость этой практики состоит в важности закрепления теоретических знаний, полученных в процессе обучения в учебном заведении; приобретении навыков использования имеющихся знаний. Навыки мне пригодится в дальнейшей моей работе по полученной специальности на предприятии.
Во время прохождения учебной практики я получил опыт по техническому обслуживанию подъемно-транспортных, строительных дорожных машин и оборудования в стационарных мастерских и на месте выполнения работ а именно: слесарными, механическими, слесарно-монтажными, а также комплексными работами.
После чего сделал отчеты и индивидуальное задание.
Необходимость этой практики состоит в важности закрепления теоретических знаний, полученных в процессе обучения в учебном заведении; приобретении навыков использования имеющихся знаний. Что мне пригодится в дальнейшей моей работе по полученной специальности на предприятии.
ВВЕДЕНИЕ
В филиале РГУПС мною была пройдена учебная практика. Актуальность работы состоит в важности закрепления теоретических знаний, полученных в процессе обучения в учебном заведении; приобретении навыков использования имеющихся знаний по техническому обслуживанию и ремонту подъемно-транспортных, строительных, дорожных машин и оборудования в стационарных мастерских и на месте выполнения работ.
Во время прохождения учебной практики я получу опыт по техническому обслуживанию подъемно-транспортных, строительных дорожных машин и оборудования в стационарных мастерских и на месте выполнения работ по следующим темам:слесарные работы. Сверление сквозных отверстий. Сверление глухих отверстий на заданную глубину.Нарезание резьбы в деталях различной формы.Клепка деталей из листовой стали толщиной 3-5 мм.Шабрение учебных и проверочных плиток.Пайка различных деталей.Выполнение комплексных работ.Механические работы. Обработка конических поверхностей. Способы обработки конических поверхностей. Обработка внутренних конических поверхностей.Обработка фасонных поверхностей. Обработка фасонных поверхностей способом сочетания двух подач.Отделка поверхностей. Способы отделки поверхностей. Полирование поверхностей. Доводка и притирка поверхностей. Накатывание поверхностей.Слесарно-монтажные работы. Разборка - сборка ручного механизированного инструмента.Выполнение комплексных работ.
Я выполню отчет по заданию учебной практики и индивидуальное задание.
Практика должна помочь мне глубже осознать правильность осуществления своего профессионального выбора, проверить усвоение теоретических знаний, полученных в процессе учёбы, определить профессионально важные качества будущей специальности.
Целенаправленная практика позволяет закрепить теоретические знания, приобрести теоретические навыки, способствует воспитанию качеств специалиста.
Думаю, что опыт, полученный мной на данной практике, несомненно, пригодится мне в дальнейшем при построении своей профессиональной деятельности.
СЛЕСАРНЫЕ РАБОТЫ
Сверление сквозных отверстий. Сверление глухих отверстий на заданную глубину
Сверлением называется операция по выполнению отверстий в сплошном металле режущим инструментом — сверлом. Увеличение предварительно просверленного в детали отверстия с помощью сверла или зенкера называется рассверливанием.
При сверлении обрабатываемую деталь надежно закрепляют в станочных тисках, в специальном приспособлении, в кондукторе или планками на столе
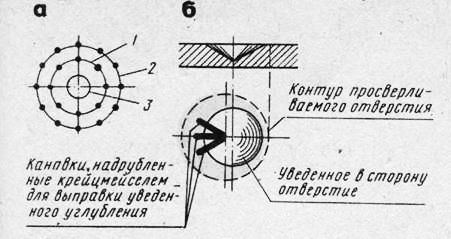
Рисунок 1 - Сверление по разметке
Сверление по разметке (рис.1). В этом случае на заготовках наносят контрольные окружности и центра будущего отверстия. При этом сверление по разметке должно производиться в два этапа: сначала предварительное сверление, а затем — окончательное. Предварительное сверление производят с ручной подачей, высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и сверло, удаляют стружку, проверяют совмещение окружности надсверленного отверстия с разметочной окружностью. Когда предварительное отверстие просверлено правильно сверление продолжают и доводят до конца. Однако если отверстие ушло в сторону, то должна производится соответствующая корректировка. При этом прорубают узким зубилом (крейцмейселем) две-три канавки 2 с той стороны от центра, куда нужно сместить сверло. Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца. Что касается точности сверления при данном способе гарантируемая точность при работе по разметке 0,5 мм, а при особо тщательном ведении процесса точность может быть повышена до 0,2 мм.
Сверление глухих отверстий на заданную глубину (рис.2)производят различными способами: отметкой на сверле мелом или карандашом глубины отверстия; при помощи упора; промером глубины сверления глубомером, для чего при сверлении сверло часто выводят и производят промер глубины полученного отверстия; при помощи линейки станка; применением упорного кольца, надеваемого на сверло.

Рисунок 2 - Сверление глухих отверстий на заданную глубину:
а — по втулочному упору, б — по измерительной линейке
При сверлении глухих отверстий необходимо периодически извлекать сверло из отверстия, очищать отверстие от стружки и измерять глубину глубиномером штангенциркуля.
Сверление неполных отверстий (полуотверстий). В тех случаях, когда отверстие расположено у края, к обрабатываемой детали приставляют пластину из того же материала, зажимают в тисках и сверлят полное отверстие, затем пластину отбрасывают.
Сверление сквозного отверстия в угольнике производят путем закрепления его в тисках на деревянной подкладке. Вначале выполняют полное засверливание и проверяют по контрольным окружностям. Обнаружив увод сверла, исправляют и затем окончательно просверливают отверстие. После этого перестанавливают угольник для сверления следующего отверстия и т. д.
Сверление отверстий в плоскостях, расположенных под углом (рис.3)
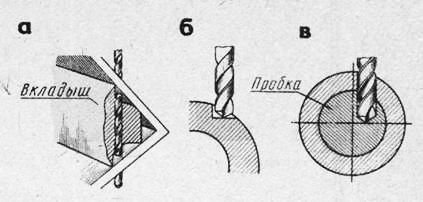
Рисунок 3 -Сверление отверстий в плоскости, расположенной под углом к другой плоскости
Чтобы сверло не отклонялось в стороны и не ломалось, сначала подготовляют площадку перпендикулярно оси просверливаемого отверстия (фрезеруют или зенкуют), между плоскостями вставляют деревянные вкладыши или подкладки, затем сверлят отверстие обычным путем.
Сверление отверстий на цилиндрической поверхности (рис.4).
Сначала перпендикулярно оси сверления на цилиндрической поверхности делают площадку, накернивают центр, после чего сверлят отверстие обычным путем.
Рисунок 4 -Сверление отверстий на цилиндрической поверхности
Сверление полых деталей (рис.5). При сверлении полых деталей полость забивают деревянной пробкой.
Рисунок 6 -Сверление отверстий в полых деталях.
Сверление отверстий с уступами (рис.6)можно получить двумя способами:
первый — сначала сверлят отверстие по наименьшему диаметру, затем его рассверливают на один или два больших диаметра в пределах глубины каждой ступени; сверла меняют по количеству ступеней, последовательно увеличивая их диаметр;
второй — сначала сверлят сверлом наибольшего диаметра, а затем сверлами меньшего диаметра по числу ступеней.

Рисунок 6 -Сверление отверстий с уступами:а — рассверливанием, б— с уменьшением диаметра отверстия
При втором и первом способах сверло не уводит в сторону, оно центрируется хорошо. Измерить глубину сверления легче при втором способе, так как глубиномер тогда упирается в дно отверстия.
Сверление точных отверстий. Для получения точных отверстий сверление производят в два прохода. Первый проход делают сверлом, диаметр которого меньше на 1 —3 мм диаметра отверстия. Этим исключается вредное действие перемычки. После этого отверстие сверлят в размер. Сверло должно быть хорошо заточено.
Для получения более чистых отверстий сверление ведут с малой автоматической подачей при обильном охлаждении и непрерывном отводе стружки.
Сверление отверстий небольших диаметров производят на станках повышенной’ точности соответствующими подачами или ультразвуковым и электроискровым способом.
Сверление отверстий больших диаметров осуществляют рассверливанием просверленных отверстий. Однако отверстия, полученные отливкой, штамповкой и другими подобными методами, рассверливать не рекомендуется, так как сверло сильно уводит вследствие несовпадения центров отверстия с осью сверла.
Кольцевое сверление позволяет на станках получить отверстия диаметром 50 мм и более, не прибегая к рассверливанию. Кольцевое сверление осуществляют с помощью резцовых Головок, имеющих полый корпус с закрепленными на нем резцами, расположенными диаметрально и равномерно по окружности. Число резцов четное — от 6 до 12 для головок диаметром 30—150 мм.
При кольцевом сверлении в детали вырезают резцами канавки, а внутреннюю часть (сердцевину), оставшуюся в отверстии в виде стержня 1, выламывают. Стержень выламывают обычно не по всей длине отверстия сразу, а частями, по мере углубления головки. Глубина кольцевой выточки, необходимая для выламывания, зависит от диаметра отверстия.
Сверление отверстий в листовом металле (рис.7). Сверлить отверстие в
тонком листовом металле обычными сверлами очень трудно, так как глубина сверления меньше длины заборного конуса: режущие кромки сверла будут цепляться за обрабатываемый материал и рвать его. Отверстия в листовом металле сверлят перовыми сверлами. Чаще всего отверстия в тонком листовом металле пробивают на дыропробивных прессах. Большое отверстие, особенно в листовом материале, получают не сверлением, а вырезанием резцами, закрепленными в оправке. Для этого используют оправку с направляющим стержнем и коническим хвостовиком, в котором закрепляют два (или четыре) резца. Направляющий стержень входит в готовое отверстие и обеспечивает надежное направление. Оправка с резцами, вращаясь и имея подачу, в детали вырезает отверстие.

Рисунок 7 -Вырезание отверстий в листовом металле
Сверление глубоких отверстий. Глубоким сверлением называют сверление отверстий на глубину, превышающую диаметр сверла в 5 раз и более. В зависимости от технологии различают сплошное и кольцевое сверление.






