

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Штангенциркули являются наиболее распространенными измерительными инструментами в машиностроении и ремонтном производстве. Они применяются для измерения наружных и внутренних линейных размеров, глубин и высот, а также для разметки деталей. Существуют различные типы штангенциркулей, обладающих большей или меньшей универсальностью.
Простейший штангенциркуль состоит из масштабной линейки с наглухо прикрепленной к ней ножкой и корпуса, тоже имеющего ножку. Линейка помещается в пазу корпуса и может продольно перемещаться в нем до соприкосновения ножек. Нулевое деление шкалы линейки совпадает с измерительной плоскостью ножки. Расстояние между измерительными поверхностями ножек определяется тем делением шкалы, которое совпадает с измерительной поверхностью ножки корпуса инструмента. В случае несовпадения штриха шкалы линейки с поверхностью ножки, дробные доли миллиметра отсчитываются на глаз.
Точность измерения, получаемая при пользовании таким штангенциркулем, не превосходит 0,5 мм для метрической шкалы и 1/32 дюйма для дюймовой шкалы.
Как видно из сказанного, точность измерения зависит от совпадения конца изделия с одним из штрихов, нанесенных на инструмент. Поэтому, в целях повышения точности отсчетов, во многих инструментах применяется специальное устройство, называемое нониусом. Наиболее распространены в измерительных инструментах, имеющих метрические шкалы, нониусы, дающие возможность вести отсчет с точностью до 0,1 мм.
Рассмотрим вкратце устройство нониуса.
Если мы возьмем масштабную линейку, приложим к ней линейку без деления, нанесем на этой линейке два штриха на расстоянии 9 мм один от другого и разделим затем полученный отрезок на 10 равных частей, то и получим нониус, служащий для производства отсчетов с точностью до 1/10 мм. Сущность полученного нами нониуса заключается в том, что отрезок длиной в 9 мм разделен на 10 равных частей; следовательно, каждое деление нониуса равно 9/10 мм, то есть каждое деление нониуса меньше миллиметра на 1/10.
|
|
При расположении нониуса так, чтобы нуль его совпадал с нулем масштабной линейки, все деления нониуса, за исключением десятого, не совпадут с ее делениями, десятое же деление нониуса будет совпадать с девятым делением масштабной линейки. Зная, что каждое деление нониуса меньше деления линейки на 1/10 мм, можно сказать, что первое деление нониуса не дойдет до первого деления линейки на 1—9/10 = 1/10 мм второе деление нониуса не дойдет до второго деления на 2—2х9/10 = 2/10 мм; десятое деление нониуса не дойдет до десятого деления линейки на 10—10х9/10 = 10/10 мм, или на 1 мм, то есть совпадет с девятым делением линейки.
Следовательно, нониус представляет собой устройство для определения дробных долей интервала между делениями шкалы линейки.
Применение нониуса увеличивает точность отсчета. В СССР стандартизованы нониусы с величиной отсчета 0,1; 0,05 и 0,02 мм.
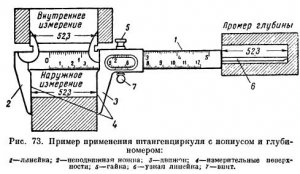
На наших заводах распространен штангенциркуль с точностью измерения 0,1 мм и глубиномером (рис. 73). Он состоит из линейки 1 с прикрепленной наглухо ножкой 2 и движком 3. На линейке нанесены две шкалы: верхняя — дюймовая и нижняя — метрическая. Движок 3 может передвигаться по линейке и устанавливаться в любом положении. Движок снабжен окном, на срезанных кромках которого нанесены нониусы: вверху — дюймовые, внизу — метрические. Гайка 5 и винт 7 служат для закрепления движка в любом положении. С обратной стороны масштаба к движку присоединена узкая линейка 6, которая помещается в пазу, простроганпом в теле линейки 1. При перемещении движка, когда измерительные поверхности ножек прикасаются друг к другу, нули обоих нониусов совпадают с нулями соответствующих шкал. В указанном положении штангенциркуль установлен на ноль. Численная величина установленного размера отсчитывается по одной из шкал и по соответствующему нониусу.
Описанная конструкция штангенциркуля весьма универсальна, так как дает возможность производить обмеры наружных и внутренних размеров изделия, а также обмеры глубины или высоты изделия.
Штангенциркуль с точностью отсчета 0,02 мм отличается от ранее рассмотренных конструкций штангенциркулей тем, что масштабная линейка у него имеет цену деления 0,5 мм (рис. 74).
Рамка с нониусом (подвижная губка) подводится к измеряемому предмету посредством микрометрического винта с круглой гайкой при закрепленном стопорном винте ползунка.
|
|

Техника измерения штангенциркулем. Перед наложением губок штангенциркуля на измеряемое изделие ослабляют стопорные винты рамки и ползунка. Затем раздвигают губки, свободно накладывают их на измеряемое изделие и закрепляют стопорный винт ползунка настолько, чтобы ползунок не мог перемещаться по масштабной линейке. Вращая гайку винта, связывающего ползунок с рамкой, перемещают рамку до полного соприкосновения с измеряемой поверхностью.
Длина шкалы нониуса равна 12 мм (24 деления масштабной линейки) и разделена на 25 равных отрезков; следовательно, масштаб нониуса равен 12: 25=0,48 мм, а точность отсчета 0,50—0,48=0,02 мм. Такая величина отсчета создает некоторые неудобства при отсчете, так как каждый раз необходимо умножать коэффициент 0,02 на номер штриха нониуса, совпадающего с одним из штрихов линейки. Для устранения этого неудобства на нониусе нанесены штрихи (соответствующие этим произведениям), которые при отсчете прибавляются к целому числу миллиметров. Поэтому нониус имеет не 25, а 50 делений.
Кроме описанных наиболее широко распространенных конструкций штангенциркуля, в практике могут встретиться также и специальные штангенциркули, например: глубиномер, штангенрейсмус, разметочный штангенциркуль и штангенциркуль-зубомер.
При измерении необходимо следить за правильной установкой штангенциркуля. При обмере цилиндрического тела ножки штангенциркуля должны лежать в плоскости, перпендикулярной оси изделия. При несоблюдении этого размер получается больше фактического. Кроме того, неправильность измерения может получаться и от неисправности самого инструмента.
Основными дефектами штангенциркуля чаще всего бывают несовпадение нуля нониуса с нулем соответствующей шкалы линейки, забоины, неравномерный износ на рабочих поверхностях, разработка и слабый ход движка.
Все эти дефекты влияют на результаты измерений; в случае обнаружения одного из них, штангенциркуль должен быть изъят из обращения и направлен в ремонт.
Микрометр — весьма распространенный инструмент; он служит для наружных измерений с точностью до 0,01 мм.
Микрометр (рис. 75) основан на применении винтовой пары (винт — гайка), с помощью которой происходит преобразование угловых перемещений в линейные. Скоба 1 микрометра имеет втулку 2, внутри которой нарезана мелкая и очень точная, так называемая м икрометрическая резьба.
|
|

В микрометрический винт 3 справа ввертывается головка с трещоткой 5, которая и перемещает винт во втулке. Измеряемое изделие помещают между пяткой 7 и левым концом микрометрического винта. Для закрепления винта в определенном положении служит стопорное кольцо 6, которое вращается в одну сторону свободно, а при вращении в другую сторону закрепляет винт. Грубая установка винта производится гильзой 4, а точная и окончательная — трещоткой 5, зубчики которой начинают скользить, если усилие для вращения винта больше давления, производимого на трещотку небольшой пружинкой.
Отсчет размера изделия производится при помощи нанесенных делений в 0,5 мм на втулке. Шаг микрометрического винта делается обычно равным 1 мм, а в более точных микрометрах — 0,5 мм. Поэтому при каждом целом обороте винта его гильза перемещается по втулке на 1 или 0,5 мм. Для отсчета дробных делений миллиметра на скошенном конце гильзы 4 нанесено 50 равных делений. Если целый оборот винта перемещает его на величину шага, то поворот на одно деление переместит винт на 1/50 шага.
При величине шага в 1 мм одно деление гильзы соответствует:

а при величине шага микрометрического винта в 0,5 мм одно деление гильзы соответствует:

Таким образом, точность измерения микрометра равняется шагу его винта, деленному на число делений на его гильзе. Полное перемещение винта и точность микрометра обычно указываются на его скобе.
Для получения правильных показаний микрометра требуется, чтобы нарезка винта и втулки была очень точной. При этих условиях не получается мертвого хода, когда вращение винта в некоторые моменты не сопровождается ого продольным перемещением. Измерительные плоскости пятки и конца винта должны быть перпендикулярны к его оси; при упоре винта в пятку эти плоскости должны точно совпадать. При этом край гильзы должен совпадать с нулевым делением риски на втулке.
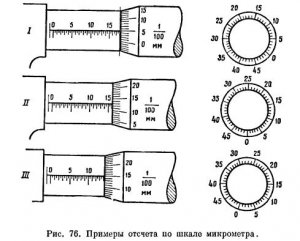
Если нулевое деление гильзы будет стоять на какой-либо черте делений втулки, то отсчет будет выражаться в целых или в дробных частях миллиметра. Если же на черте делений втулки будет находиться какое-либо другое деление гильзы, то это будет показывать добавочный отсчет сотых долей миллиметра. Например, если при измерении изделия на втулке (рис. 76) мы имеем 18 мм, а над продольной чертой делений втулки приходится пятое деление гильзы, то истинный размер изделия будет: 18+0,05=18,05 мм. Другие примеры отсчета — 16,13 мм и 14,15 мм — показаны на положениях II и III (рис. 76).
|
|
Точность измерений микрометром зависит от правильного и точного движения винта, правильности плоскостей пятки и винта и силы, которая прижимает винт к изделию. Если нажим винта велик, разница в отсчетах может получиться до 0,02—0,03 мм. Чтобы уменьшить эту неточность, в микрометрах применяется трещотка. Для измерения изделий применяют микрометры различных размеров, а именно: от 0 до 25 мм, от 25 до 50 мм, от 50 до 75 мм и от 75 до 100 мм и более.
Резьбовой микрометр применяется главным образом для измерения среднего, а в отдельных случаях — внутреннего диаметра резьбы.
Такой микрометр по внешнему виду, за исключением формы рабочих концов, ничем не отличается от обычного микрометра.

Штихмас (рис. 77) — инструмент с микрометрическим винтом, применяемый для измерения отверстий.
По конструкции штихмас отличается от микрометра отсутствием скобы. Масштабная шкала и нониус по своему устройству однотипны с теми же элементами микрометра. Измерения можно вести в пределах общей длины штихмаса, то есть от 35 мм и выше; следовательно, отверстия менее 35 мм штихмасом измерять нельзя. Для увеличений длины измерения необходимо при промерах больших отверстий навинчивать на прибор стандартную надставку, величину которой прибавляют к размеру, прочитанному по шкале и нониусу. Показания штихмаса читаются так же, как и показания микрометра.
При измерениях отверстий штихмас необходимо устанавливать строго по диаметру отверстия.
За микрометром и штихмасом нужно установить самый тщательный надзор как при измерениях, так и при хранении. При измерениях с ними необходимо обращаться возможно аккуратнее, оберегать от ударов, грязи, наждачной пыли; хранить эти точные инструменты надо в специальных футлярах в сухом помещении с ровной температурой. Микрометры и штихмасы ввиду их сложности и точности изготовления запрещается разбирать. Для уменьшения преждевременного износа микрометрического винта и гайки, а также для предупреждения ржавления рекомендуется периодически смазывать резьбу винта и гайки тонким слоем костяного масла.
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!