Для плавки чугуна в литейных цехах широко применяют вагранки (рис. 11, а) — шахтные печи, выложенные изнутри металлического кожуха огнеупорным шамотным кирпичом 1.
В нижнюю часть вагранки через коллектор 2 и фурмы 3 подается подогретый воздух (дутье), нагнетаемый воздуходувками. У самого дна находится отверстие для выпуска металла (летка) и желоб 4. Материалы (шихту) загружают сверху через бункер 7 загрузочного приспособления 6. Кокс, флюс (известняк), чушковый чугун и лом загружают слоями. При сгорании кокса выделяется теплота, плавящая металл. Горячие газы, поднимаясь вверх, нагревают завалку и отсасываются через патрубок 5. Они сжигаются для подогрева дутья. Для большей эффективности плавки дутье обогащают кислородом. Шихта по мере течения плавки опускается вниз. Для контроля ее уровня имеется уровнемер 8. По мере необходимости загружают новые порции шихты. Флюс переводит в шлак золу, серу, фосфор и другие примеси. Кроме описанной коксовой вагранки имеются коксогазовые и газовые вагранки, экономящие дефицитный кокс. Самый дешевый чугун дают газовые вагранки.
Ваграночные комплексы 11951…95116 имеют производительность от 4–6 до 25– 36 т/ч. Модель 95111 — коксовая, остальные — коксогазовые.
Производительность автоматизированного ваграночного комплекса ВЛК1015 равна 10–15 т/ч, а ВЛК2030 — 20–30 т/ч.

Рис. 11, а и б. Оборудование для плавки металлов
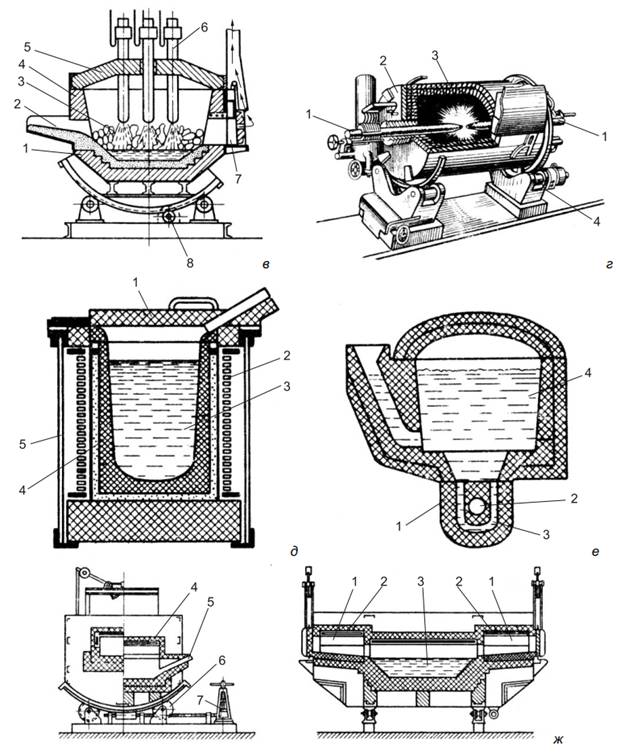
Рис. 11, в–ж. Оборудование для плавки металлов
Кислородный конвертер (рис. 11, б) — одно из самых современных сталеплавильных устройств. Это грушевидный сосуд, металлический кожух 1 которого выложен изнутри огнеупорами 2. Для заливки жидкого чугуна и выпуска стали конвертеры могут поворачиваться на цапфах 5. Сталь выплавляется продувкой кислорода водоохлаждаемой фурмой 3 по поверхности жидкого чугуна, в результате чего избыток углерода, кремния, марганца и других элементов окисляется (выгорает) и удаляется в виде газов через горловину 4, а сера и фосфор шлакуются. Конвертер характеризуется высокой скоростью плавки (0,5 ч) и большой производительностью. Недостаток: невозможность работать на твердой завалке — конвертер загружается жидким чугуном. Применяют также малые бессемеровские конвертеры.
Дуговые сталеплавильные печи с поворотным сводом (рис. 11, в) ДСП-0,5…ДСП- 50 (цифры указывают на номинальную емкость в тоннах) плавят металл за счет теплоты трех электрических дуг, горящих между графитовыми электродами 6 и шихтой 3. Длина дуг поддерживается в заданных пределах системой автоматического регулирования. Свод 5 при поднятых электродах, поворачиваясь относительно вертикальной оси, открывает печь сверху для загрузки шихты. Для выпуска металла по желобу 2 и удаления шлака ванна печи 1 может поворачиваться на роликах приводом 8. Рабочее окно 7 служит для удаления шлака, наблюдения за ходом плавки, проведения необходимых операций в ходе плавки (взятия проб, введения легирующих присадок и др.) и заправки стен и порогов. Огнеупорная кладка 4 печи заключена в кожух из стального листа. Дуговые печи позволяют получать разнообразные стали и чугуны, а также создавать в области дуг высокие температуры, необходимые для восстановления оксидов, расплавления тугоплавких металлов и отделения металлов от тугоплавких шлаков. По сравнению с индукционными печами (см. далее) они имеют более высокий КПД (80–85% при расплавлении), осуществляют быстрый подъем температуры, более дешевы и производительны (на 20–30%) при одинаковой емкости. Их недостатки — снижение КПД при перегреве (до 20%), значительные дымление и шум, больший угар и существенная неравномерность температуры металла. Расход электроэнергии для ДСП-6…ДСП-50 составляет 500–440 кВт ч/т, продолжительность плавки 2,8–5,7 ч. В литейных цехах дуговые печи являются основным типом сталеплавильного оборудования.
Дуговые медеплавильные качающиеся печи (рис. 11, г) ДМК-0,1…ДМК-2,0 производят плавку за счет дуги косвенного действия, горящей между двумя графитовыми электродами 1. Для слива расплава эти печи могут наклоняться на роликах 4, 3 — кожух; 2 — огнеупорная футеровка. Применяются для плавки медных сплавов. УДМК-2,0 производительность равна 1,3–1,5 т/ч, расход электроэнергии 180– 230 кВт ч/т.
Индукционные тигельные плавильные печи (рис. 11, д) характеризуются непосредственным нагревом (теплота генерируется прямо в шихте), отсутствием контактных устройств (что облегчает автоматизацию и создание вакуума или защитных сред), улучшенными условиями труда. Металл 3 разогревается в тигле 4 за счет переменного электрического тока в индукторе печи 2, образованном полой медной трубкой, охлаждаемой проточной водой. Печь заключена в кожух 5 и закрыта сверху крышкой 1. Для слива металла печь может наклоняться. Для плавки стали применяют индукционные сталеплавильные тигельные печи повышенной частоты ИСТ-0,06…ИСТ-25, для чугуна — печи промышленной частоты ИЧТ-1…ИЧТ-60, для латуней и других медных сплавов — ИЛТ-1…ИЛТ-40, для алюминиевых сплавов — ИАТ-0,4…ИАТ-25, для магниевых сплавов — ИГТ-0,25…ИГТ-16 (цифры указывают емкость печи в тоннах).
Сравнительные характеристики индукционных тигельных печей емкостью 2,5 т приведены в табл. 1.
Таблица 1. Характеристики индукционных тигельных печей емкостью 2,5 т
| Материал
| Производительность, т/ч
| Расход энергии, кВт ч/т
|
| Чугун
| 0,86
| 585
|
| Сталь
| 1,75
| 655
|
| Алюминиевый сплав
| 1,32
| 578
|
| Медный сплав
| 2,0
| 355
|
Индукционные канальные печи (рис. 11, е) имеют по сравнению с тигельными более высокий КПД — 75% (у тигельных 50%); коэффициент мощности у них выше в три раза, поэтому меньше расход энергии и мощность конденсаторной батареи. Отъемный индуктор 1 содержит сердечник 2, служащий первичной обмоткой, и канал 3 с жидким металлом, играющим роль вторичной обмотки, разогревающимся индуцированными в нем токами при пропускании переменного тока по сердечнику 2 (4 — ванна печи со сплавом). Чтобы вторичная обмотка не разрывалась, в печи постоянно должно находиться некоторое количество металла («болото»). Кладка рабочего пространства канальных печей может служить до двух лет (стойкость кладки тигля индукционных печей 1–2 мес.). Футеровка канальных частей выходит из строя значительно быстрее, но в большинстве печей возможна быстрая замена индукционных единиц. Для медных сплавов применяют печи ИЛК-0,4…ИЛК-40, для алюминиевых — ИАК-0,4…ИАК-40. Печи-миксеры служат для выдержки, перегрева и разливки сплава и содержат в марке литеру М: ИЛКМ-2,5…ИЛКМ-6.
Для плавки алюминиевых сплавов применяют электрические отражательные печи сопротивления камерные САК-0,15 и САК-0,25 и наклоняемые САН-0,3А…САН-3А (рис. 11, ж). Здесь шихта загружается в камеры 1 с нагревателями 2, где металл оплавляется и стекает в металлосборник 3 с нагревателями 4. Печь механизмом 7 может наклоняться на роликовых опорах 6 для выпуска металла через летку 5. Нихромовые нагреватели выдерживают температуру 1150 °С в течение 6–8 мес. Угар металла в этих печах невысок (около 1%). Расход электроэнергии в печах емкостью 1,5–2 т около 550 кВт ч/т. Печи сопротивления для алюминиевых сплавов тигельные CAT-0,15…CAT-0,5 плавят металл в тигле, который покрывается обмазкой, предохраняющей сплав от насыщения железом. Расход электроэнергии у этих печей 550–600 кВт ч/т.
Электропечи сопротивления для плавки алюминиевых сплавов позволяют лучше рафинировать сплавы и получать высококачественные отливки, однако обладают малой производительностью, низкой стойкостью нагревателей (нихромовых или других) и кладки. При получении ответственных отливок применяют вакуумно-дуговые, индукционно-дуговые, плазменно-дуговые, электронно-лучевые печи, электрошлаковый переплав и т. д.
Дуговые печи постоянного тока (например, ДППТА 0,4/0,75 емкостью 0,4 т и мощностью 0,75 МВт) позволяют в 10 раз уменьшить пыле- и газовыбросы, практически избавиться от угара, уменьшить расход электродов, устранить перегрев под дугой (что обеспечивает возможность плавки медных и алюминиевых сплавов), повысить качество металла, снизить расход электроэнергии, решить проблемы рафинирования.
Инфракрасные плавильные печи (например, ИКП-50/30) позволяют плавно регулировать тепловой поток, малогабаритны, просты в эксплуатации (ремонт сводится к замене галогенной лампы или тигля).





