Базовые точки токарных станков
М = Нуль станка
Неизменная базовая точка, устанавливаемая
производителем станка.
Относительно данных точки выполняются все
размерные функции станка.
В то же время, "М" является началом системы
координат.
R = Базовая точка
Позиция в рабочей зоне станка, которая точно определяется предельными выключателями. Позиции подвижных органов станка отображаются в системе управления путем подвода к „R". Используется после каждого сбоя питания.
N = Базовая точка установки инструмента
Исходная точка для выполнения размерной привязки инструмента. „N" находится в подходящей точке в системе резцедержателя, и определяется производителем станка.
W = Нуль детали
Исходная позиция для размерных функции
программы.
Свободно устанавливается программистом, и при
необходимости может быть перемещена в
пределах программы обработки.


Абсолютные координаты относятся к фиксированной точке, координаты с приращением - к позиции инструмента.
Направления в скобках для X, -X достоверны для PC TURN 50/55, т.к. в данных станках инструмент находится перед осью вращения.
Сдвиг нуля
В станках ЕМСО точка нуля станка "М" находится
на оси вращения на торце фланца шпинделя.
Данная позиция не подходит для использования в
качестве исходной точки для размерной привязки.
При помощи так называемого сдвига нуля система
координат может быть перемещена в подходящую
точку в рабочей зоне станка.
В операционной зоне параметров (Parameter) -
Zero Offsets имеется четыре настраиваемых
сдвига нуля.
При задании значения в регистре сдвига, это
значение будет учитываться при вызове
программы (G54 - G57) и точка нуля системы
координат будет смещена из нуля станка М в нуль
детали W.
Нуль детали может быть смещен в пределах
программы на любую величину.
Более подробно, см. в описании команд.
Система координат
Координата X измеряется в направлении
поперечного суппорта, координата Z в
направлении продольного суппорта.
Координатное перемещение в отрицательном
направлении описывает движение системы
инструмента к детали,
Задание положительного направления - от
детали.
Система координат с абсолютным
Программированием
Начало системы координат лежит в точке нуля
станка "М" или при использовании сдвига нуля, в
точке нуля детали "W".
Все заданные точки описываются относительно
начала системы координат указанием
соответствующих расстояний по осям X и Z.
Размеры X программируются как диаметр
(аналогично размерам на чертеже).
Система координат для программирования в
Приращениях
Начало системы координат лежит в базовой точке
установки инструмента "N" или на вершине
инструмента (после вызова инструмента).
При программировании в приращениях,
описываются фактические траектории
инструмента (от точки к точке).
X программируется как радиус.

Данные инструмента
Цель вычисления данных инструмента: Система
управления использует вершину инструмента или
центральную точку инструмента для выполнения
позиционирования, вместо базовой точки
инструмента.
Каждый инструмент, который используется при
выполнении обработки, должен быть измерен.
Очень важной измерение расстояния от вершины
резца до базовой точки установки инструмента
"N".
В журнале данных инструмента, сохраняются
измеренные данные длины инструмента, позиции
инструмента и радиуса инструмента.
Коррекции на длину инструмента можно измерять
в полуавтоматическом режиме, позиция
инструмента и радиусы инструмента следует
вводить вручную.
Позиция инструмента должна быть введена
обязательно!
Указание радиуса инструмента необходимо
только при использовании коррекции на радиус
фрезы для данного инструмента!
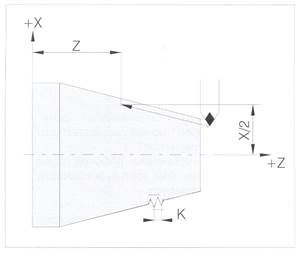
Размерная привязка инструмента для Типа 500
выполняется:
L1: в направлении X в абсолютных значениях от
точки "N" в радиусе
L2: в направлении Z в абсолютных значениях от
точки "N"
R: радиус фрезы
Тип инструмента: позиция инструмента (1-9)
Позиция инструмента (тип
инструмента)
Для определения типа инструмента, следует смотреть на инструмент с точки зрения его зажима в станке.
Для станков с инструментом под (перед) центром вращения (например, PC TURN 50/55), следует использовать значения в скобках, вследствие изменения направления +Х.




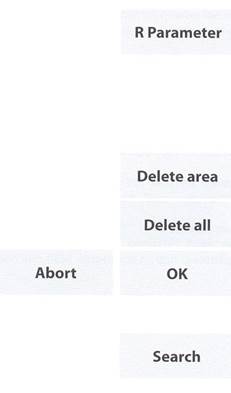
Адресные и числовые клавиши
Клавиша Shift внизу слева выполняет переход ко второй функции клавиши (указана в крайнем верхнем ряду клавиш слева).
Пример:

КЛАВИШИ УПРАВЛЕНИЯ СТАНКОМ
Клавиши управления станком расположены в нижней части панели управления. В зависимости от используемого станка или оснастки, данные функции могут быть активны частично.


Пропуск (кадр помеченный для пропуска не будет выполняться)
Пробный прогон
Обработка единичной детали
Останов по дополнительному заданию
(отработка программы останавливается в кадрах, содержащих команду М01).
Клавиша Reset
Покадровый режим
NC STOP
NC START
Подвод к базовой точке по всем осям
Клавиши ручного управления координатными перемещениями
Быстрый ход
Останов подачи/пуск подачи

Ручная коррекция скорости вращения шпинделя ниже/100%/выше
Останов шпинделя/пуск шпинделя; пуск шпинделя в режиме JOG и в режиме электронного маховичка
По часовой стрелке:  кратковременное нажатие; Против часовой стрелки: нажатие на 1 секунду.
кратковременное нажатие; Против часовой стрелки: нажатие на 1 секунду.
Клавиша подтверждения
Открывание/закрывание двери
Открывание/закрывание зажимного устройства
Задняя бабка вперед, задняя бабка назад
Поворот инструментального держателя
Подача СОЖ/продув ВКЛ/ВЫКЛ
Отмена дополнительного привода / Включение вспомогательного привода
Переключатель ручной коррекции
подачи/быстрой подачи
Селектор режимов
Аварийный останов
Переключатель специальных операций (см. описание станка)
Дополнительная клавиша пуска ЧПУ
Дополнительная клавиша зажимного
устройства
Клавиша подтверждения

При нажатии F10 отображаются операционные зоны (Machine, Parameter,...)
в горизонтальном ряду экранных клавиш.
При нажатии Shift F10 отображаются операционные режимы (AUTOMATIC, JOG,...)
в вертикальном ряду экранных клавиш.
При нажатии ESC выполняется квитирование некоторых тревог.
Значение комбинации клавиш CTRL 2 зависит от характеристик станка.
TURN 50/55: Продув ВКЛ/ВЫКЛ
TURN 100/125/155: Подача СОЖ ВКЛ/ВЫКЛ
Описание функций дополнительных устройств, описано в главе «Дополнительные функции».

 Принцип работы
Принцип работы
Работа SINUMERIK 810D/840D организована в 6 меню, так называемых Операционных зон:
•Machine (станок)
•Parameter (параметр)
•Program (программа)
•Services (сервис)
•Diagnosis (диагностика)
•Start-Up (пуско-наладка)
Данные шесть операционных зон отображены в главном меню в горизонтальном ряду экранных клавиш.
Вызов основного меню
Нажать клавишу  для отображения главного меню с
для отображения главного меню с
шестью операционными зонами в горизонтальном ряду
экранных клавиш.
При помощи этой клавиши, вы можете вызывать главное
меню из любого меню.
При повторном нажатии этой клавиши, выполняется
возврат в текущее меню.
Перемещение в окне меню
• Смена окна меню
При помощи этой клавиши вы можете переходить в
другое окно меню (активное окно отмечено цветной
границей).
Ввод возможен только в активном меню.
•Прокрутка в окне меню
Прокрутка страниц вперед/назад.
•Установка курсора в окне меню.

Перемещение в директориях
• Выбрать файл/директорию
• Открыть/закрыть директорию
Открытие/закрытие выделенной директории.
• Открыть файл
Открытие файла для обработки в программе редактирования.
Подтверждение/отмена ввода
• Подтверждение ввода
Сохранение введенных значений и выход из текущего окна меню (возврат в меню вызова).
• Отмена ввода
Отменяет введенные значения и выполняет выход из текущего меню (возврат в меню вызова).
Отмена ввода и выход из текущего окна (автоматический возврат в меню более высокого уровня).
Отмена введенных значений и удержание текущего меню.
Использование мыши
• 1х щелчок означает:
Активация окна меню
Установка курсора на необходимое поле ввода
Выбор директории
Нажатие экранной клавиши
Активация/отмена кнопки с зависимой/независимой
фиксацией
Активация поля ввода
Открытие списка выбора
• 2х щелчка (двойной щелчок) означает:
Выбор списка
Сохранение значения/ввода Открытие директории
• Правая клавиша мыши
Отображение операционных зон
 Отображение операционных зон
Отображение операционных зон
Обзор операционных зон
|
| Функциональный спектр системы управления организован в шести операционных зонах.
|
| Операционная зона
| Выполняемые функции
|
| Machine (станок)
| Отработка УП обработки детали Ручной режим управления станком
|
| Parameter (параметр)
| Редактирование данных для программ и системы управления инструментами
|
| Program (программа)
| Создание и адаптация УП обработки деталей
|
| Services (сервис)
| Считывание/вывод программ и данных
|
| Diagnosis (диагностика)
| Дисплей тревог Дисплей сервисной информации
|
| Start-Up (пуско-наладка)
| Настройка данных ЧПУ для станка Системные установки
|
Подвод к базовой точке
При подводе к базовой точке, выполняется синхронизация системы управления и станка.
• Выбрать режим REF  (или Alt+F8 на PC).
(или Alt+F8 на PC).
Нажать клавишу направления  или
или  для выполнения подвода к базовой точке по этой оси, аналогично для других осей.
для выполнения подвода к базовой точке по этой оси, аналогично для других осей.
• При помощи клавиши  выполняется автоматическое
выполняется автоматическое
базирование для всех осей (клавиатура ПК).
Опасность столкновений
Убедитесь в отсутствии препятствий в рабочей зоне (зажимные устройства, После достижения базовой точки, ее позиция отображается как текущая позиция. В таком состоянии система управления синхронизирована со станком.
Режим MDA
В режиме MDA (Автоматический режим с ручным вводом
данных) возможно создание УП обработки и покадровая
отработка программы.
Поэтому выполните ввод необходимых значений через
клавиатуру как отдельные кадры УП обработки в систему
управления.
Система управления выполняет отработку кадров после нажатия клавиши  .
.
При отработке программы в режиме MDA достоверны такие же условия, что и для автоматического режима отработки программы.
Автоматический режим
В автоматическом режиме отработка программы обработки выполняется полностью автоматически. Условия для выполнения отработки программы:
•Выполнен подвод к базовой точке
•УП обработки детали загружена в систему управления.
• Необходимые значения коррекций проверены или
введены (например, сдвиги нуля, коррекции на
инструмент)
• Защитные блокирующие контуры активны (например,
закрыта защитная дверь).
Возможности автоматического режима:
• Коррекция программы
• Покадровый поиск
• Наложение
• Программируемое воздействие
См. главу F - Отработка программы.
Данные инструмента
См. главу Е - Размерная привязка инструмента /
Администрирование инструментов.
L700P1.

• Границы рабочей зоны
При помощи функции ограничения рабочей зоны вы
можете установить границы, в пределах которых может
выполняться перемещение инструмента.
Установить курсор на необходимом поле ввода и ввести
новое значение.
Активировать ввод при помощи клавиши 
Примечание:
В режимах MDA и Automatic, в пределах УП обработки, границы рабочей зоны активируются только после команды WALIMON.
•Данные JOG
Скорость подачи в режиме JOG
Подача при координатных перемещениях в режиме JOG.
Ввести новое значение
•Данные шпинделя
Max. /min:
Ограничение скорости вращения шпинделя. Допустимо
только в пределах максимального и минимального
значений, установленных в машинных данных.
Ограничение скорости вращения шпинделя при G96:
Программируемый верхний предел скорости вращения
шпинделя (G96) в режиме поддержания постоянной
скорости резания.
Передача:
Ввести нужную ступень передачи для станков с
механической трансмиссией.
Таким способом возможно регулирование скорости
вращения шпинделя.
Установить курсор на поле ввода и ввести нужное
значении или выбрать значение при помощи клавиши


• Скорость подачи для пробного прогона
Данная скорость подачи используется в пробном прогоне (DRY RUN) вместо запрограммированной скорости подачи.
• Начальный угол для нарезания резьбы
При нарезании резьбы, в качестве начального угла
отображается исходная позиция шпинделя.
Многозаходная резьба может быть выполнена путем изменения начального угла при повторе операции нарезания резьбы.

Сдвиг нуля
• Изменение сдвига нуля (G54 - G57):
Грубый сдвиг:
На большей части станков, данное значение защищено
от несанкционированного изменения при помощи
переключателя с ключом.
Точный сдвиг:
Используется для точной коррекции грубого сдвига
(например, коррекция на износ) и не защищен от
внесения изменений.
Значение ввода для точной коррекции ограничено до ± 1
мм.
Эффективный настраиваемый сдвиг гнуля является
общей суммой грубого и точного сдвигов.
Вращение, масштабирование, зеркальное отражение:
Определяется как программирование "Фреймов".
Вращение может быть введено только вокруг
геометрических осей.
См. главу D - Программирование - Координаты, Сдвиги
нуля.
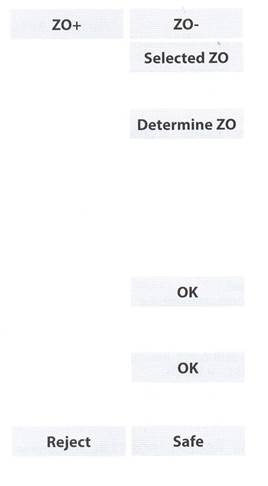
Выбрать необходимый сдвиг нуля G54 - G57 при помощи
экранных клавиш WO- и WZO+.
Выбрать активный сдвиг нуля (в режимах MDA или
Automatic) при помощи экранной клавиши SELECTED
WO.
Экранная клавиша ACCEPT POSITION отображается, только если координатная позиция введена в поле ввода. Такая позиция переносится в систему управления при нажатии клавиши ACCEPT POSITION. Ввести значения в поле ввода или выбрать новое
значение при помощи клавиши  (зеркало). Сохранить новое значение (SAVE), отменить введенные значения и выполнить сброс на исходные значения (REJECT).
(зеркало). Сохранить новое значение (SAVE), отменить введенные значения и выполнить сброс на исходные значения (REJECT).
• Измерение настраиваемого сдвига нуля (G54 - G57)
(касание):
Выбор необходимого сдвига нуля G54 - G57 при помощи
экранных клавиш 20- и Z0+.
Выбор активного сдвига нуля (в режиме MDA или
Automatic) при помощи экранных клавиш SELECTED Z0.
Должен быть активирован режим JOG.
Нажать экранную клавишу DETERMINE Z0.
Ввести соответствующие данные инструмента для
сенсорного инструмента:
Т-Номер инструмента
D-Номер коррекции (кромка)
Используйте клавишу  для выбора:
для выбора:
- подходящего параметра длины (1, 2, 3) и направления
(+, -, без знака)
- вставки и направления радиуса (+, -, без знака)
вставки и направления свободно определяемой коррекции (+, -, без знака)
Выполнить подтверждение сенсорного инструмента клавишей ОК.
Установить курсор на необходимом поле ввода для сдвига (например, грубый Z).
Выполнить касание в соответствующей позиции сдвига нуля (например, позиция зажимного устройства по оси Z) и нажать экранную клавишу ОК. Позиция будет перенесена.
Выполнить касание во всех необходимых позициях сдвига нуля.
SAVE выполняет сохранение новых значений, REJECT выполняет сброс введенных значений на исходные величины.

• Изменение базового сдвига нуля:
Базовый сдвиг нуля является сдвигом нуля, который
активен всегда (без специального вызова).
Базовый сдвиг нуля используется, например, для
раздвижных столов на фрезерных станках или
промежуточных фланце в на токарных станках.
Грубый сдвиг:
На большей части станков, данное значение защищено
от изменений при помощи переключателя с ключом.
Точный сдвиг:
Используется для точной коррекции грубого сдвига (например, коррекция на износ) и не защищен от изменений.
Значение ввода для точной коррекции ограничено до ± 1
мм.
Эффективный базовый сдвиг нуля является общей
суммой грубого и точного сдвигов.
Вращение, масштабирование, зеркальное отражение:
Определяется как программирование "Фреймов".
Вращение
Может быть введено только вокруг геометрических осей.
См. главу D - Программирование - Координаты, Сдвиги
нуля.
Выбрать необходимый базовый сдвиг нуля: Нажать экранные клавиши OVERVIEW и BASE ZO.
Ввод базового сдвига нуля аналогичен вводу настраиваемых сдвигов нуля.
Администрирование
• Типы файлов и директорий
название.MPF главная программа
название.SPF подпрограмма
название.ТОА данные инструмента
название.UFR сдвиг нуля/фрейм
название.INI файл инициализации
название.СОМ комментарий
название.DEF определение для глобальных данных
пользователя и макросов
название.DIR общая директория, содержит программы,
рабочие директории и другие директории с расширением
.DIR.
Названия таких директорий
(MPF.DIR, DPF.DIR, CLIP.DIR,,,.) предварительно
установлены и не могут быть изменены.
название.УУРО рабочая директория, содержит программы
и модули данных, принадлежащие детали (не должно
содержаться других директорий с расширением.DIR или
.WPD)
название.CLP директория буфера обмена, может
содержать любые типы директорий и файлов.
• Копирование/вставка
Установить курсор на файле, который должен быть скопирован и нажать экранную клавишу COPY.
Файл помечается как источник копирования.
Ввести директорию, куда копируется помеченный файл и
нажать экранную клавишу PASTE.
При вставке в рабочую директорию, можно изменить тип
при помощи клавиши .
Если имя исходного файла и скопированного файла должно быть одинаковым, нажать экранную клавишу ОК. Если новый файл должен иметь другое имя, ввести новое имя с клавиатуры и нажать экранную клавишу ОК.

* Переименование
Установить курсор на файл который должен быть переименован и нажать экранную клавишу RENAME. Открывается диалоговое окно переименования. Ввести новое имя.
Тип файла можно изменить клавишей
• Удаление
Установить курсор на файл для удаления.
Для того чтобы пометить несколько файлов, установить
курсор на первом файле, нажать клавишу  , и установить курсор на последнем файле.
, и установить курсор на последнем файле.
Нажать экранную клавишу DELETE.
Подтвердить запрос нажатием клавиши ОК после чего
все помеченные файлы/директории будут удалены.
- Удаление программы возможно только когда она не
находится в процессе отработки.
- Для удаление рабочей директории, ни одна программа в
этой директории не должны быть активирована.
- При удалении рабочей директории, удаляются все
файлы в пределах этой директории.
• Активация
Отработка программы может быть выполнена только когда она активирована.
Активированные программы маркируются знаком "X" в списке программ.
Для активации или деактивации программы, пометить программу и нажать экранную клавишу ALTER ENABLE.

Создать рабочую директорию
Нажать экранную клавишу WORKPIECE. Открывается
список всех рабочих директорий.
Нажать экранную клавишу NEW. Открывается окно ввода.
Ввести название для новой рабочей директории с
использованием клавиатуры.
Выводится запрос названия первой УП обработки детали
и открывается окно редактирования для этой программы.
Операционная зона Services
Операционная зона Services используется для считывания или передачи данных через интерфейс СОМ1 -COM4.
Печать данных выполняется экранной клавишей PRINTER, а передача данных на / из дисковода клавишей DRIVE.
Установки интерфейса
Для передачи данных, следует ввести одинаковые
установки для устройств передачи и приема данных, в
ином случае передача данных не возможна.
Данная система управления позволяет выполнять
передачу данных только через интерфейс RS 232 С
User.
Функция RS 232C PG/PC не активна.
Нажать экранную клавишу RS232 С USER и SET.
Установить курсор на поле ввода и ввести
соответствующие значения.
Значения параметров Интерфейса, Протокола, Скорости
передачи данных в бодах, Стоп битов, Четности, Битов
данных, можно выбрать селекторным переключателем () параметры Протокола, скорости передачи данных в
бодах, стоп-битов, четности, битов данных, знаков XON,
знаков XOFF и сигнала DSR устанавливаются
индивидуально для каждого интерфейса. При смене
интерфейса, отображаются новые параметры и следует
выполнить установки.
Также при помощи селекторного переключателя можно
выбрать специальные функции.
Сохранение установок выполняется экранной клавишей
SAVE SETTING.
Установки дисковода
Нажать экранную клавишу DRIVE и SET.
Выбрать Floppy (Drive А:) (гибкий диск) или Free Directory
(свободная директория).
При использовании опции Free Directory вы можете
выбрать любую директорию, например, на жестком
диске С:.
Выбор специальных функций может быть выполнен при
помощи селекторного переключателя.
Сохранение установок выполняется экранной клавишей
SAVE SETTING.

 Предварительным условием
Предварительным условием
для выполнения обмена данными
является согласованная
параметризация передающего
устройства и принимающего
устройства (см. рабочие диапазоны).
Значения коррекций на
инструмент из системы управления не могут быть переданы в систему администрирования станка, т.к. это приводит к системным сбоям.
Считывание данных
Выбрать источник данных при помощи экранной клавиши
RS232C USER -DRIVE.
Нажать экранную клавишу DATA IN.
Установить курсор на необходимой директории в списке
директорий.
Данные при считывании записываются в эту выделенную
директорию.
При помощи экранной клавиши  вы переходите
вы переходите
обратно, в директорию более высокого уровня.
Экранная клавиша START выполняет пуск режима
считывания.
Все данные будут записаны в предварительно заданную
директорию.
Экранная клавиша STOP отменяет считывание.
Примечание;
• Во время считывания, вызов некоторых выделенных
данных системой управления возможен только из DRIVE,
• Когда активирована опция "Overwrite with confirmation
only" (замена только при подтверждении), существующие
данные могут быть заменены только с подтверждением.
При отсутствии подтверждения, считывание
продолжается для следующего файла.
Считывание возможно только для данных с достоверным расширением (например,.MPF) (за исключением считывания в буфер обмена).
Передача данных
Выбрать устройство назначения для передачи данных при помощи экранной клавиши RS 232 С USER - DRIVE. Нажать экранную клавишу DATA OUT. Возможна передача следующих типов данных:
•Данные (данные инструмента и магазина, параметр R,
сдвиги нуля)
•Детали
•УП обработки
•Подпрограммы
•Пользовательские циклы
•Стандартные циклы
Выбор данных для передачи: Установить курсор на необходимый тип данных. Например, курсор находится на типе данных "Workpiece". Теперь, при пуске передачи данных, выполняется передача данных всех деталей.
При нажатии клавиши INPUT отображается список
деталей, в котором вы можете пометить необходимые
детали.
Теперь, после пуска передачи данных, выполняется
передача всех данных, содержащихся в директории
детали (программы, подпрограммы и т.д.).
При повторном нажатии INPUT отображается список
данных, в директории детали, и т.д.
Т.о. вы можете выполнять передачу единичных файлов.
При помощи экранной клавиши вы переидете
обратно в директорию более высокого уровня.
Экранная клавиша START выполняет пуск передачи данных.
Экранная клавиша STOP отменяет передачу данных.

Операционная зона Start-up
Операционная зона Start-up не активна в WinNC. Для использования дополнительного оборудования, автоматизации и т.д. используйте дополнительное программное обеспечение "WinConfig"
D Программирование
 Примечание:
Примечание:
В данном руководстве по программированию представлены все функции, которые могут быть выполнены с использованием WinNC. В зависимости станка, используемого с управлением WinNC, такие функции могут быть активны лишь частично.
Параметры циклов с отметкой (*) доступны только для типа цикла 6.02.
Пример:
Токарный станок Concept TURN 55 не имеет позиционного управления шпинделя, поэтому позиция
шпинделя не может быть запрограммирована.

 При выполнении программирования в редакторе вставляйте пробел между каждым отдельным
При выполнении программирования в редакторе вставляйте пробел между каждым отдельным
словом (например: GO X20 Z-35).______________________________________











 Использование
Использование
Функция калькулятора для полей ввода позволяет
напрямую анализировать математические функции I
поле ввода.
Анализ таких функций выполняется, при выходе их
поля ввода.
В случае появления ошибок во время анализа
формулы, отображается значение которое было
последним достоверным значением.
Текущее отображаемое значение может
использоваться в формуле с  Последняя введенная формула может повторно редактироваться с использованием клавиши «?». Перед и после названием функции и названий констант следует вставить пробел.
Последняя введенная формула может повторно редактироваться с использованием клавиши «?». Перед и после названием функции и названий констант следует вставить пробел.

Рабочие движения
Примечание: перед выполнением
программирования, установите начало координат детали при помощи G11.

Формат
GO X.Z..
G1 X..Z.. F..
Координаты)
Формат
GO АР.. RP..
G1 АР.. RP..
Фаска
Фаска выполняется после кадра, с котором
она запрограммирована. Фаска всегда
выполняется в рабочей плоскости (G17).
Фаска выполняется симметрично по углу
контура.
Значение CHF-это длина фаски.
Пример:
N30 G1 X.Z.. CHF=5
N35 G1 X..Z..
Закругление
Закругление выполняется после кадра, с
котором она запрограммирована.
Закругление всегда выполняется в рабочей плоскости (G17).
Изгиб выполнятся по круговой дуге, и вставляется на углу контура с тангенциальными соединениями. Значение RND-это радиус дуги.
Пример:
N30 G1 X.. Z.. RND=5
N35 G1 X..Z..
Программирование в полярных
Координатах
G2/G3 АР=.. RP=..
АР= конечная точка Е полярного угла,
Полюс - центральная точка круга
RP= полярный радиус, в то же время
радиус круга
Полюс полярной системы координат должен | находиться в центральной точке круга (предварительно установлен в центре круга при помощи G111)
G4 Время выдержки
Формат
N... G04 F... [сек]
N... G04S... [U]
F паузы в секундах
S паузы в количестве оборотов
основного шпинделя
Инструмент будет остановлен в последней достигнутой позиции - острые кромки -переходы, очистка сверла / дно канавки, точное позиционирование.
Примечание
• Время выдержки начинается с того
момента, когда скорость подачи
предшествующего кадра = 0.
• S и F используются как временные значения
только в кадре G4. Предшествующая
запрограммированная скорость подачи F или
скорость шпинделя S поддерживается.
Пример
N75G04 F2.5(паузы = 2,5 с)

Формат
N... G17/G18/G19
G17 плоскость XY: плоское торцовое
фрезерование (TRANSMIT), осевое
сверление с использованием оригинальных
циклов SIEMENS
G18 плоскость ZX: контурное точение
G19 плоскость Y2: контурное фрезерование
на поверхности (TRACYL), радиальное
сверление с использованием оригинальных
циклов SIEMENS
G17-G19 выбор рабочей плоскости.
• Ось инструмента вертикальна к рабочей
плоскости.
Круговая интерполяция G2/G3/CIP происходит в рабочей плоскости.
• Интерполяция в полярных координатах
происходит в рабочей плоскости.
• Коррекция на радиус инструмента G41/G42
происходит в рабочей плоскости.
• Движения врезной подачи, например, для
циклов сверления, вертикальны к рабочей
плоскости.

Формат
N... G25/G26X...Z...
G25/G26 ограничивает зону обработки, в
которой может выполняться перемещение
инструмента.
При установке рабочей зоны, может быть
определена зона безопасности для движений
инструмента.
G25 и G26 должны программироваться в отдельном кадре УП.
Программируемое ограничение рабочей зоны определяется в программе при помощи G25 и G26, и включается/выключается функциями WALIMON и WALIMOF.
G25 Нижняя граница рабочей зоны
G26 Верхняя граница рабочей
зоны
WALIMON Ограничение рабочей зоны
ВКЛ
WALIMOF Ограничение рабочей зоны
ВЫКЛ
Формат
N... G25/G26S...
Максимальная и минимальная скорость вращения шпинделя определяется при помощи G25/G26.
G25 м G26 должны программироваться в
отдельном кадре УП.
Программируемое ограничение скорости
вращения шпинделя при помощи заменяет
значения в установочных данных и
сохраняется также, и после окончания
программы.
G25 Нижняя граница скорости
вращения шпинделя
G26 Верхняя граница скорости
вращения шпинделя
S Минимальная/максимальная
скорость вращения шпинделя
Наример цепочки резьб: N010 SETTHREADCOUNT (3) N011 G33X... Z... I/K... SF...
N012 G33X... Z... I/K... SF...
N013G33X... Z... I/K... SF...

Примечание:
Для подготовки шпинделя к нарезанию внутренней резьбы, следует использовать SPOS.
G33 Нарезание резьбы
Формат
N... G33X... Z... I/K...
I/K.... Шаг резьбы [мм]
Z....... Глубина резьбы [мм]
Возможна обработка прямой, конической и
винтовой резьб.
Для шага резьбы, I или К должны быть
введены в соответствии с основным
направлением резьбы (продольное или
торцевое).
Возможно также выполнение таких программ
обработки как накатка.
Цепочка резьб выполняется
программированием кадров G33 в прямой
последовательности (без движений
перемещения между резьбами).
Перед первым кадром G33, следует
запрограммировать количество резьб при
помощи SETTHREADCOUNT (n).
Примечание
• Ручная коррекция подачи и шпинделя не
активна при G33 (100%).
• Более сглаженное подрезани






