Формат
N... G25/G26S...
Максимальная и минимальная скорость вращения шпинделя определяется при помощи G25/G26.
G25 м G26 должны программироваться в
отдельном кадре УП.
Программируемое ограничение скорости
вращения шпинделя при помощи заменяет
значения в установочных данных и
сохраняется также, и после окончания
программы.
G25 Нижняя граница скорости
вращения шпинделя
G26 Верхняя граница скорости
вращения шпинделя
S Минимальная/максимальная
скорость вращения шпинделя
Наример цепочки резьб: N010 SETTHREADCOUNT (3) N011 G33X... Z... I/K... SF...
N012 G33X... Z... I/K... SF...
N013G33X... Z... I/K... SF...

Примечание:
Для подготовки шпинделя к нарезанию внутренней резьбы, следует использовать SPOS.
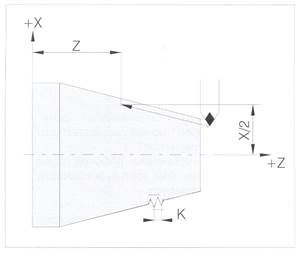
G33 Нарезание резьбы
Формат
N... G33X... Z... I/K...
I/K.... Шаг резьбы [мм]
Z....... Глубина резьбы [мм]
Возможна обработка прямой, конической и
винтовой резьб.
Для шага резьбы, I или К должны быть
введены в соответствии с основным
направлением резьбы (продольное или
торцевое).
Возможно также выполнение таких программ
обработки как накатка.
Цепочка резьб выполняется
программированием кадров G33 в прямой
последовательности (без движений
перемещения между резьбами).
Перед первым кадром G33, следует
запрограммировать количество резьб при
помощи SETTHREADCOUNT (n).
Примечание
• Ручная коррекция подачи и шпинделя не
активна при G33 (100%).
• Более сглаженное подрезание должно
выполняться первым.
• G331/G332 Нарезание внутренней резьбы без компенсирующего патрона
• Формат
• N... G331 X...Z... К... N... G332X...Z... К...
• X, Z. Глубина свершения (Конечная
• точка)
• К....... Шаг резьбы
• Глубина сверления, Шаг резьбы Сверление в направлении Z-, Шаг резьбы К
• G331 Нарезание внутренней резьбы:
• Нарезание внутренней резьбы описывается глубиной сверления (конечная точка резьбы) и шагом.
• G332 Движение отвода:
• Данное движение описывается тем же шагом, что и движение G331. Изменение направления шпинделя на обратное, выполняется автоматически.
G63 Нарезание внутренней резьбы с компенсирующим патроном
Формат
G63X.. Z.. F.. S..
Нарезание внутренней резьбы без синхронизации.
Программируемая скорость шпинделя S,
программируемая скорость подачи F и шаг Р
метчика должны соответствовать:
F [мм/мин] = S [U/мин] х Р [mm/U]
соответственно
F [мм/U] = Р [mm/U]
Движение врезания метчика
программируется при помощи G63.
G63 эффективна покадрово. При G63 ручная
коррекции подачи и шпинделя блокируется
на 100%.
Движение отвода (с противоположным
направлением шпинделя) также
программируется при помощи G63.
Пример:
Метчик М5 (шаг Р = 0,8 мм)
Скорость вращения шпинделя S = 200,
потому F = 160
N10 G1 X0Z3S200F1000M3
(подвод к начальной точке) N20G63Z-50F160
(нарезание внутренней резьбы,
глубина резьбы 50) N30 G63 Z3 М4
(отвод, изменение направления
шпинделя)
Коррекция на радиус
инструмента G40-G42
G40 Коррекция на радиус инструмента
ВЫКЛ
G41 Коррекция на радиус инструмента
ВЛЕВО
G42 Коррекция на радиус инструмента
ВПРАВО

При измерении инструментов, вершина
резца измеряется только в дух точках
(тангенциально оси X и Z).
Т.о. коррекция на размер инструмента
описывает только теоретическую вершину
резца.
Данная точка проводится по
запрограммированной траектории.
При перемещении по направлению оси (продольная или торцевая обработка) тангенциальные точки на вершине резца выполняют резание. На детали нет погрешностей размерности.
При одновременном перемещении по обеим
осям (конус, закругление) позиция
теоретической вершины резца не
соответствует позиции реальной вершины
резца.
На детали присутствуют погрешности
размерности.
Максимальная погрешность контура при
движениях 45° без коррекции на радиус
резца: Радиус резца 0,4 мм
0,16 мм погрешность контура
0,24 мм погрешность по оси X и Z.
При использовании коррекции на радиус резца система управления автоматически выполняет компенсацию этих погрешностей.







