

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
X Конечная точка дуги по оси X
Y Конечная точка дуги по оси Y
Z Конечная точка дуги по оси Z
A Конечная точка дуги по оси A
I Расстояние по X от начала дуги до её цента (если не задан R)
J Расстояние по Y от начала дуги до её цента (если не задан R)
K Расстояние по Z от начала дуги до её цента (если не задан R)
R Радиус дуги (если не заданы I, J, K)
F Скорость подачи в миллиметрах (дюймах) в минуту
Команда G03 задаёт движение против часовой стрелки, но задаётся подобно команде G02.
Эти команды используются для задания кругового движения по или против часовой стрелки. Круговое движение возможно по двум из трёх линейных осей: XY, XZ, YZ в зависимости от установки плоскости круговой интерполяции функциями G17, G18 или G19 соответственно. Адресные коды X, Y и Z используются для задания конечной точки дуги в абсолютном (G90) или относительном (G91) позиционировании. Если какой-либо из адресных кодов X, Y или Z не задан, его значение определяется по соответствующему значению начальной точки дуги. Круговую интерполяцию можно задать двумя разными способами: через координаты центра дуги I, J, K или заданием радиуса дуги R.
Команда круговой интерполяции используется для перемещения инструмента по дуге окружности в заданную позицию. Для задания кругового движения необходимо определить пять информационных элементов:

Пять информационных элементов круговой интерполяции:
| Элемент | Команда | Примечание | ||
| 1 | Команда плоскости интерполяции | G17 | Дуга, параллельная плоскости XY | |
| Команда плоскости интерполяции | G18 | Дуга, параллельная плоскости ZX | ||
| Команда плоскости интерполяции | G19 | Дуга, параллельная плоскости YZ | ||
| 2 | Координаты начала дуги | X, Y, Z | Координаты точки начала дуги | |
| 3
| Направление вращения | G02 | Вращение по часовой стрелке | |
| G03 | Вращение против часовой стрелки | |||
| 4 | Конечная точка дуги в абсолютном (G90) позиционировании | X, Y, Z | Координаты конца дуги относительно начальной точки детали | |
| Конечная точка дуги в относительном (G91) позиционировании | X, Y, Z | Координаты конца дуги относительно начальной точки дуги | ||
| 5 | Метод I, J, K (центр дуги) | I, J, K | Расстояние от начальной точки дуги до её центра по осям X, Y, Z соответственно | |
| Метод R (радиус дуги) | R | Значение радиуса дуги |
Существует два способа задания центра дуги. Первый использует адресные коды I, J, K для задания расстояния от начальной точки дуги до её центра вращения. Второй использует адресный код R для задания радиуса дуги. Ниже рассматриваются подробно оба этих метода.
Значения «I», «J» и «K» определяют «ОТНОСИТЕЛЬНОЕ» расстояние от начальной точки инструмента до центра дуги.
«I» относительное расстояние от начала дуги до её центра по оси «X».
«J» относительное расстояние от начала дуги до её центра по оси «Y».
«K» относительное расстояние от начала дуги до её центра по оси «Z».
Формат с R легче для определения, однако, при этом способе гораздо легче сделать неверный радиус. Если вы, при использовании формата R, сделаете ошибку в задании начальной или конечной точки дуги, станок всё равно будет делать дугу, после чего вы будете иметь некорректный радиус. Если вы сделаете ошибку в формате IJK, то станок остановится и выдаст предупреждающее сообщение. Однако, формат с R остаётся более лёгким в использовании при ручном программировании дуг.
Значение R определяет расстояние от начальной точки дуги до её центра. Если значение R положительное, дуга будет 180° и менее; для задания дуги более, чем 180° введите отрицательное значение R. При использовании R нельзя определить дугу в 360°. Необходимым условием для задания дуги через значение R должно быть отличие координаты конечной точки от начальной хотя бы по одному из значений X, Y или Z. Таким образом, можно задать любую дугу до 360° с использованием радиуса R и кодов G02 или G03.
|
|
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ
Задаёт круговую траекторию движения инструмента по контуру детали, используя информацию о перемещении, заданную в блоке, и перемещая инструмент по часовой стрелке вплоть до 360°.
Скорость, с которой перемещается инструмент, задаётся командой F.
Все окружности определяются и обрабатываются программированием трёх частей информации:
НАЧАЛЬНАЯ ТОЧКА дуги
КОНЕЧНАЯ ТОЧКА дуги
ЦЕНТР ДУГИ относительное расстояние от начальной точки до ей центра.
НАЧАЛЬНАЯ ТОЧКА дуги определяется в предыдущем кадре, обычно это прямолинейное движение, заданное функцией G01.
КОНЕЧНАЯ ТОЧКА дуги определяется координатами «X» и «Y», определёнными в строке с кодом G02 при использовании плоскости круговой интерполяции, заданной кодом G17.
ЦЕНТР ДУГИ определяется адресными кодами «I» для оси «X» и «J» для оси «Y» для плоскости круговой интерполяции, заданной кодом G17. Значения адресных кодов определяют относительное расстояние и направление от начальной точки дуги до её цента. Также ЦЕНТР ДУГИ может задаваться через радиус окружности R.
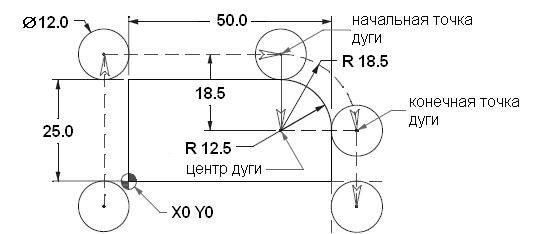
N6 G01 Y31. F300.;
N7 X37.5 (начальная точка дуги);
N8 G02 X56. Y12.5 I0. J-18.5 (или N8 G02 X56. Y12.5 R18.5);
N9 G01 Y-6.
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ С ИСПОЛЬЗОВАНИЕМ КОДОВ «I» И «J» ДЛЯ ОСЕЙ X И Y
Значения «I», «J» и «K» задают относительное расстояние от начала резания по дуге (начальная точка) до её цента.
Когда центр дуги задаётся с использованием адресных кодов I, J и K, адресный код R не используется. Какая пара кодов из I, J и K используется, определяется плоскостью круговой интерполяции (IJ для G17, IK для G18, JK для G19). Если задан только один из кодов I, J или K, значение второго подразумевается равным нулю. Использование I, J или K является единственным методом определения полной окружности в 360°, в этом случае начальная точка имеет те же самые координаты, что и конечная, поэтому нет необходимости задавать координаты X, Y или Z. Для задания полной окружности не надо вводить координаты конечной точки, просто задайте центр дуги вводом значений I, J или K.
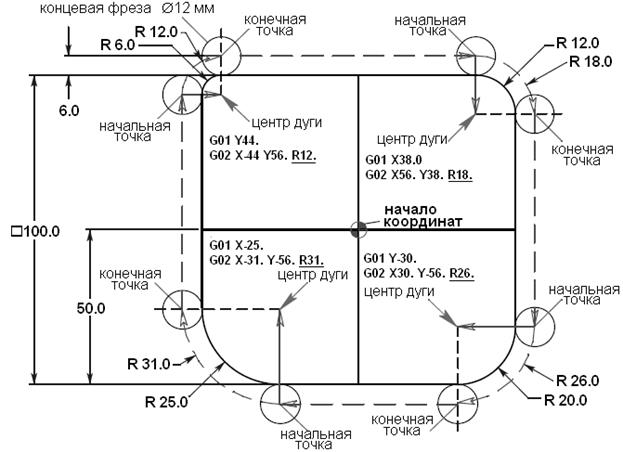
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения I и J можно задавать подобно тому, как показано ниже:
|
|

G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ С ИСПОЛЬЗОВАНИЕМ КОДА «R»
Адресный код «R» может быть использован вместо кодов «I», «J» и/или «K» для задания различных углов и скруглений и его использование более лёгкое для определения.
Как и коды «I», «J» и «K», используемые для определения относительного положения центра окружности от её начальной точки, код «R» выполняет подобную функцию.
Когда для задания окружности используется код «R», невозможно определить полную окружность в 360°. Когда определяется окружность менее 360°, используйте код «R»; X, Y или Z используйте для задания конечной точки, отличной от начальной точки. Значение R определяет расстояние от начальной точки до центра окружности. Если значение R положительно, дуга будет 180° или менее; для задания дуги более 180° задайте отрицательное значение.
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения «R» можно задавать подобно тому, как показано ниже:
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
Задаёт круговую траекторию движения инструмента по контуру детали, используя информацию о перемещении, заданную в блоке, и перемещая инструмент против часовой стрелки вплоть до 360°.
Скорость, с которой перемещается инструмент, задаётся командой F.
Все окружности определяются и обрабатываются программированием трёх частей информации:
НАЧАЛЬНАЯ ТОЧКА дуги
КОНЕЧНАЯ ТОЧКА дуги
ЦЕНТР ДУГИ относительное расстояние от начальной точки до ей центра.
НАЧАЛЬНАЯ ТОЧКА дуги определяется в предыдущем кадре, обычно это прямолинейное движение, заданное функцией G01.
КОНЕЧНАЯ ТОЧКА дуги определяется координатами «X» и «Y», определёнными в строке с кодом G03 при использовании плоскости круговой интерполяции, заданной кодом G17.
ЦЕНТР ДУГИ определяется адресными кодами «I» для оси «X» и «J» для оси «Y» для плоскости круговой интерполяции, заданной кодом G17. Значения адресных кодов определяют относительное расстояние и направление от начальной точки дуги до её цента. Также ЦЕНТР ДУГИ может задаваться через радиус окружности R.
|
|
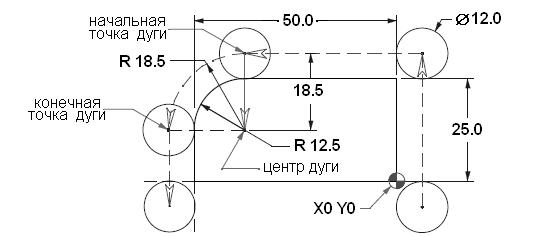
N6 G01 Y31. F300.;
N7 X-37.5 (начальная точка дуги);
N8 G03 X-56. Y12.5 I0. J-18.5 (или N8 G03 X-56. Y12.5 R18.5);
N9 G01 Y-6.
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ С ИСПОЛЬЗОВАНИЕМ КОДОВ «I» И «J» ДЛЯ ОСЕЙ X И Y
Значения «I», «J» и «K» задают относительное расстояние от начала резания по дуге (начальная точка) до её цента.
Когда центр дуги задаётся с использованием адресных кодов I, J и K, адресный код R не используется. Какая пара кодов из I, J и K используется, определяется плоскостью круговой интерполяции (IJ для G17, IK для G18, JK для G19). Если задан только один из кодов I, J или K, значение второго подразумевается равным нулю. Использование I, J или K является единственным методом определения полной окружности в 360°, в этом случае начальная точка имеет те же самые координаты, что и конечная, поэтому нет необходимости задавать координаты X, Y или Z. Для задания полной окружности не надо вводить координаты конечной точки, просто задайте центр дуги вводом значений I, J или K.
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения I и J можно задавать подобно тому, как показано ниже:
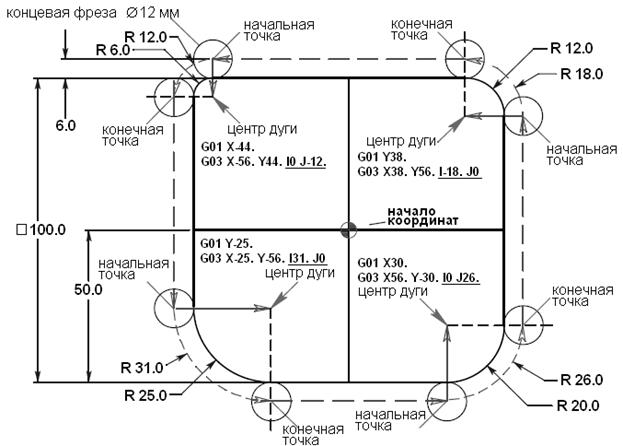
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ С ИСПОЛЬЗОВАНИЕМ КОДА «R»
Адресный код «R» может быть использован вместо кодов «I», «J» и/или «K» для задания различных углов и скруглений и его использование более лёгкое для определения.
Как и коды «I», «J» и «K», используемые для определения относительного положения центра окружности от её начальной точки, код «R» выполняет подобную функцию.
Когда для задания окружности используется код «R», невозможно определить полную окружность в 360°. Когда определяется окружность менее 360°, используйте код «R»; X, Y или Z используйте для задания конечной точки, отличной от начальной точки. Значение R определяет расстояние от начальной точки до центра окружности. Если значение R положительно, дуга будет 180° или менее; для задания дуги более 180° задайте отрицательное значение.
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения «R» можно задавать подобно тому, как показано ниже:
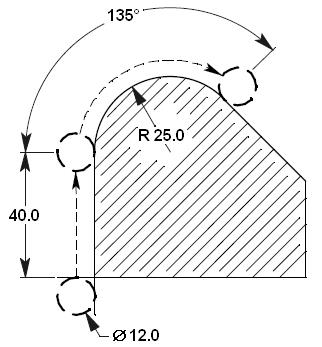 Следующей код демонстрирует задание дуги меньше 180°, используя положительное значение R.
Следующей код демонстрирует задание дуги меньше 180°, используя положительное значение R.
|
|
G90 G54 G00 X-6. Y-6.;
G01 Y40. F300.;
G02 X46.92 Y61.92 R31.;
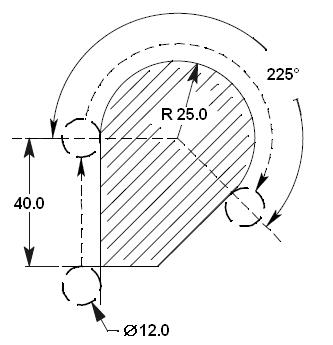 Для задания дуги более 180° вам необходимо задать отрицательное значение R.
Для задания дуги более 180° вам необходимо задать отрицательное значение R.
G90 G54 G00 X-6. Y-6.;
G01 Y40. F300.;
G02 X46.92 Y18.08 R-31.
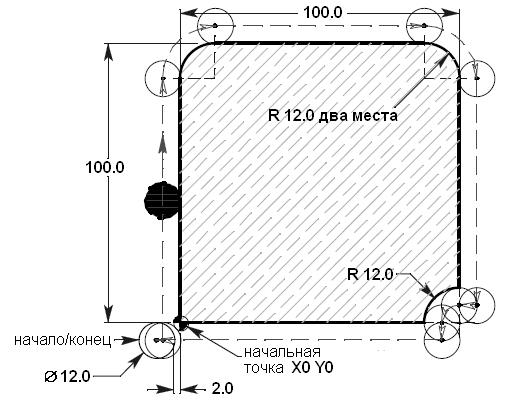
Задание полной окружности в 360° невозможно с использованием формата с адресным кодом R. Для задания полной окружности в 360° используйте формат функций G02 и G03 с адресными кодами I и J, определяющими центр окружности, относительно её начальной точки.
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
Функция G03 создаёт вращательное движение против часовой стрелки, а в остальном она подобна функции G02.
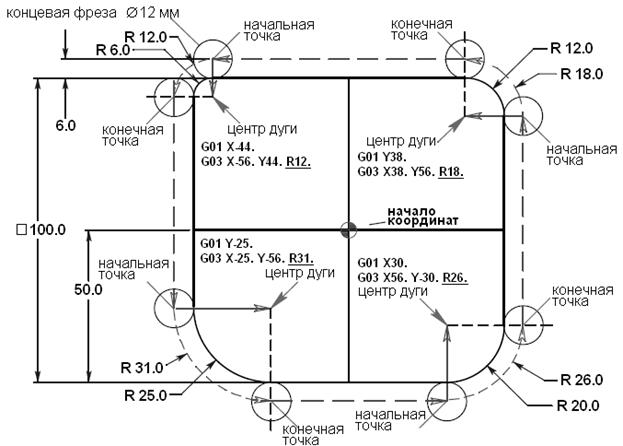
УПРАЖНЕНИЕ НА ИНТЕРПОЛЯЦИЮ
Режущим инструментом является концевая фреза Æ12 мм. Контур начинается в нижнем левом углу и фрезеруется вокруг на глубину 16 мм. Когда используете круговую интерполяцию G02, G03 вы можете использовать либо формат с I J, или с R, но не оба сразу. Траектория инструмента задаётся центром инструмента (без коррекции на диаметр).
O00010 (ПРИМЕР ИНТЕРПОЛЯЦИИ)
T1 M06 (ФРЕЗА Æ12 ММ)
G90 G54 G00 X_____ Y_____
S1500 M03
G43 H01 Z2. M08
G01 Z_____ F1000. (опускание на глубину реза)
X______ F300. (подход к левой стороне детали по центру инструмента)
Y______ (подход к верхнему левому радиусу и далее по окружности детали)
G0__ X_____ Y_____ R_____ (или I_____ J_____ вместо R)
G0__ X_____
G0__ X_____ Y_____ R_____ (или I_____ J_____ вместо R)
G0__ Y_____
X_____
G0__ X_____ Y_____ R_____ (или I_____ J_____ вместо R)
G0__ Y_____
X_____
G00 Z25. M09
G28 G91 Z0. M05
M30
НАЧАЛЬНЫЕ СТРОКИ ПРОГРАММЫ
| T1 M06 | T1 Выбрать инструмент номер 1 для последующей установки в шпиндель M06 Выполнить смену инструмента |
| G90 G54 G00 X____ Y____ | G90 Выбрать абсолютное позиционирование G54 Выбрать нулевую точку №1 G00 Ускоренное перемещение X__ Перемещение в позицию по оси X Y__ Перемещение в позицию по оси Y |
| S1200 M03 | S1200 Указать управлению, что скорость вращения шпинделя должна составлять 1200 оборотов в минуту M03 Включить шпиндель по часовой стрелке с указанными оборотами |
| G43 H01 Z2. M08 | G43 Применить значение компенсации на длину инструмента, значение задаётся регистром Hnn Н01 Определяет регистр, значение которого используется для коррекции на длину инструмента Z2. Перемещение по оси Z на расстояние 2 мм от поверхности детали с учётом компенсации на длину инструмента M08 Включить подачу охлаждающей жидкости |
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!