Конкурс профессионального мастерства
«Юниоры AERSkills -2022»
Регламент проведения
Компетенция: НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
г. Нововоронеж
Введение
Конкурс проводится среди школьников 9х-11х классов общеобразовательных школ г. Нововоронежа в рамках расширения охвата мероприятий конкурса AERSkills, популяризации специальности «Дефектоскопист», открытой в Нововоронежском политехническом колледже в 2021 году.
В данном задании определены форма участия в конкурсе, модули заданий (по методам неразрушающего контроля), время на их выполнение, укрупненная схема оценки выполняемых операций в баллах, формы оформляемых документов участниками конкурса.
В состав конкурсных заданий включаются только практические работы по методам неразрушающего контроля.
Для выполнения задания для участников будут оборудованы индивидуальные рабочие места, предоставлены образцы для выполнения контроля, необходимая аппаратура, документация, инструмент и расходные материалы.
Форма участия в конкурсе
Индивидуальная. Каждая школа г. Нововоронежа может заявить на участие в отборочном конкурсе одного или двух кандидатов.
3. Модули задания и необходимое время на их выполнение
3.1 Состав конкурсного задания.
В состав конкурсного задания входит 4 модуля по методам неразрушающего контроля:
• Модуль ВИК Визуальный и измерительный контроль.
• Модуль КК Капиллярный контроль
• Модуль РГК Радиографический контроль.
• Модуль УЗК Ультразвуковой контроль.
Модули, максимальный балл по каждому и время на их выполнение (Таблица1).
Таблица 1
| Наименование модуля
| Максимальный
балл
| Время на выполнение
|
| ВИК
| 25
| 2 часа
|
| КК
| 20
| 1 час
|
| РГК
| 25
| 2 часа
|
| УЗК
| 30
| 2 часа
|
| Общая сумма баллов
| 100
| 7 часов
|
3.2 Описание структуры заданий по модулям
Модуль ВИК: Выполнение визуального и измерительного контроля.
Участнику выполнить контроль качества 2-х образцов сварных соединений методом визуального и измерительного контроля в соответствии с указаниями технологической карты ВИК.
Выполнить оценку качества проконтролированных образцов в соответствии с определенными (по нормативной документации) критериями оценки качества.
По результатам проведенного контроля участник оформляет дефектограмму (схему местонахождения дефектов) и заключение. Формы отчетных документов, технологическая и нормативная документация предоставляются организаторами конкурса по данной компетенции. Время контроля и оформление результатов контроля одного образца – 1 час.
Всего на выполнение работ по модулю ВИК - 2 часа
Модуль КК: Выполнение капиллярного контроля (способ цветной).
Участнику выполнить контроль качества 2-х образцов (сварных соединений или основного металла) методом капиллярного контроля. в соответствии с указаниями технологической карты КК.
Выполнить оценку качества проконтролированных образцов в соответствии с определенными (по нормативной документации) критериями оценки качества.
По результатам проведенного контроля участник оформляет дефектограмму (схему местонахождения дефектов) и заключение. Формы отчетных документов, технологическая и нормативная документация предоставляются организаторами конкурса по данной компетенции.
Время контроля образцов и оформления результатов контроля – 1час
Всего на выполнение работ по модулю КК - 1 час
Модуль РГК: Выполнение радиографического контроля.
По выданной технологической карте РГК выполнить все подготовительные операции для контроля сварного соединения и расчет времени экспозиции (без включения рентгеновского аппарата). Время выполнения задания - 1 час.
Выполнить расшифровку радиографических снимков (15шт.) с оценкой допустимости выявленных несплошностей в соответствии с предложенными критериями оценки качества. Результат расшифровки внести в протокол.
Время выполнения задания - 1 час.
Всего на выполнение работ по модулю РГК – 2 часа.
Модуль УЗК: Выполнение ультразвукового контроля.
Участнику выполнить замеры толщины 2 образцов методом ультразвукового контроля (время контроля одного образца и оформление результатов контроля – 1час.). Проведение контроля должно быть осуществлено в соответствии с представленной технологической картой.
По результатам проведенного контроля участнику необходимо оформить дефектограмму и заключение/протокол. Формы отчетных документов предоставляются организаторами конкурса по данной компетенции.
Всего на выполнение работ по модулю УЗК – 2 часа
ПРИЛОЖЕНИЯ (Примеры заданий, технологических карт и заключений по ВИК, КК, РГК, УЗК)
4.1 Задание на выполнение ВИК
«Юниоры AERSkills» - 2022
________________________(Ф.И.О. или № по результатам жеребьевки)
Задание № 1 на выполнение визуального и измерительного контроля
Исходные данные на объект контроля
| 1.1 Объект контроля
| Образец №2 Пластина 10×200×250
|
| 1.2 Контролируемый элемент
| Стыковое сварное соединение
|
| 1.3 Тип сварного соединения.
Способ сварки
| С-17 НП-104-18
|
| 1.4 Материал основного металла
| Сталь 20
|
| 1.5 Объем контроля, %
| 100% обратной сторона (корня) шва. Концевые участки сварного шва по 20мм оценки не подлежат
|
| 1.6 Нормативная документация
| НП -105-18 категория III
|
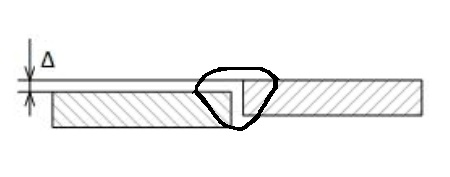
| 1.7 Допустимые размеры вогнутости и выпуклости корня шва
| Выпуклость (ВПК), мм - 1,6
Вогнутость (ВГК), мм - 2,5
|
| 1.8 Методическая документация
| ГОСТ Р 50.05.08 -18
|
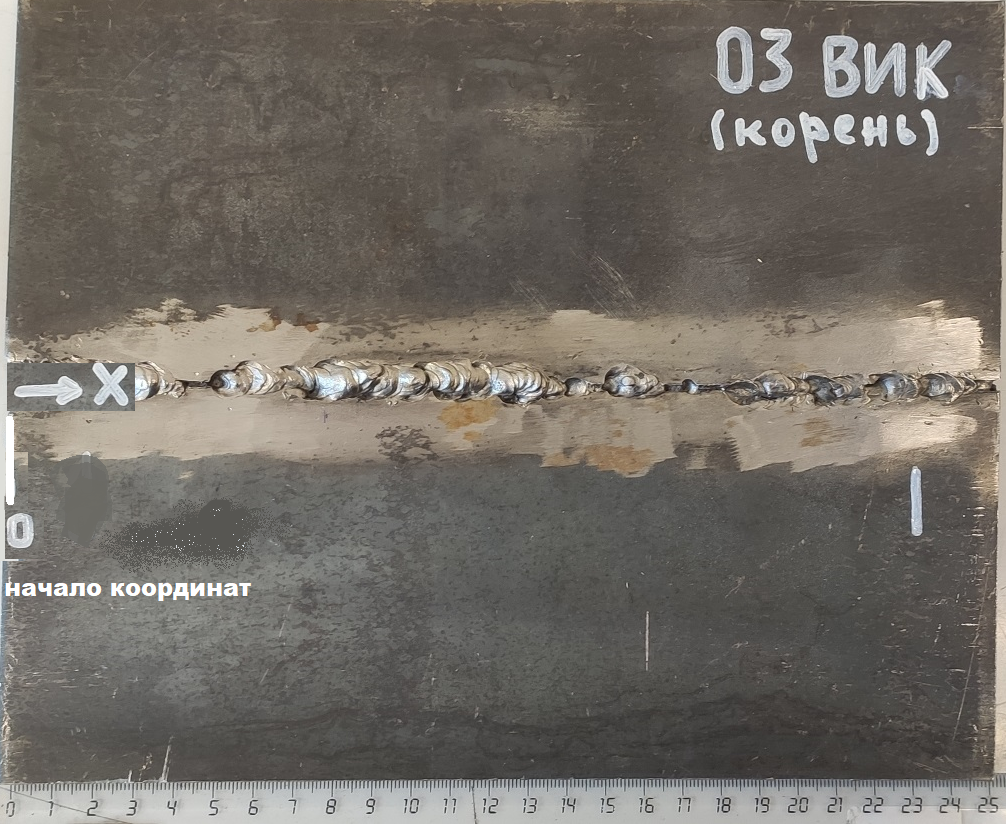
Выполнить ВИК сварного соединения образца № 03 по выданной технологической карте.
Оформить заключение и дефектограмму по результатам контроля
Время на выполнение задания 1 час
Время начала выполнения задания:_____________________
Время окончания выполнения задания:__________________
4.2 Технологическая карта ВИК
Юниоры AERSkills»
Исходные данные
| 1.1
| Правила контроля
| НП-105-18
|
| 1.2
| Методика контроля
| ГОСТ Р 50.05.08-2018
|
| 1.3
| Объект контроля, № объекта
| Учебный образец № 2-ВИК
|
| 1.4
| Размеры объекта контроля, мм
| Пластина 8×200×300
|
| 1.5
| Контролируемый элемент
| Стыковое сварное соединение
|
| 1.6
| Тип сварного соединения
| С-17 по НП-104-18
|
| 1.7
| Способ сварки
| РЭДС
|
| 1.8
| Материал объекта контроля
| Сталь 20
|
| 1.9
| Категория сварного соединения
| III по НП-104-18
|
| 1.10
| Объем контроля
| 100% (с двух сторон)
|
| 2. Эскиз объекта контроля
|

|
|
Принадлежности для контроля
|
| №
пп
| Наименование
| Марка
| Требования к поверке
|
| 4.1
| Штангенциркуль
| ШЦ-1-125-0,1
| +
|
| 4.3
| Люксметр
| Теsto 540
| +
|
| 4.4
| Набор образцов шероховатости
|
| +
|
| 4.5
| Лупа просмотровая
| 2-7×
| -
|
| 4.6
| Лупа измерительная
| ЛИ-3 - 10×
| +
|
| 4.7
| Металлическая линейка
| Л-300 (300мм)
| +
|
| 4.8
| Универсальный шаблон сварщика
| УШС-3
| -
|
| 4.9
| Фонарик
|
| -
|
| 4.10
| Маркер по металлу (краска)
|
| -
|
|
|
|
|
|
| 5. Условия проведения и подготовка к контролю
|
| 5.1
| Проверка подготовки поверхности объекта
| Зона контроля должна быть зачищена до чистого металла от влаги, шлака, брызг металла от ржавчины, окалины, грязи,краски, масла, влаги, шлака, брызг расплавленого металла, продуктов коррозии
и других загрязнений, препятствующих проведению контроля.
Шероховатость зачищенных под контроль поверхностей должна быть не более Ra 12 мкм (Rz 80 мкм).
Измерить с помощью образцов шероховатости методом сравнения.
|
| 5.3
| Освещенность в зоне контроля
| Применить комбинированную схему освещения с использованием фонарика. Освещенность не менее 500 лк.
Выполнить измерение освещенности объекта контроля люксметром.
|
| 5.5
| Разметка контролируемого изделия
| За начало отсчета координат взять край пластины (координата Y) со стороны нанесения маркировки сварного соединения. Направление разметки (координата Х) по оси шва.
|
| 5.6
| Угол обзора
| Более 30⁰ к плоскости основного металла при расстоянии до него для невооруженного глаза – не более 600 мм
|
| 5.7
| Измерение отклонений формы шва
| Ширину и высоту шва замерять в 3 местах на равных расстояниях по длине шва и на участках, вызывающих сомнения при осмотре
|
|
Проведениие контроля
|
| 6.1
|
Порядок осмотра
|
В пределах контролируемой зонеы визуальный контроль начинать от начала разметки, далее вдоль шва (по координате Х) до границы участка.
|
| 6.2
| Выполнение визуального и измерительного контроля
| Выполнить с целью выявления поверхностных трещин, подрезов, прожогов, наплывов, кратеров (усадочных раковин), свищей, пор, других несплошностей и дефектов формы шва.
Для уточнения характера дефекта использовать лупу просмотровую. Для измерения несплошностей лупу измерительную.
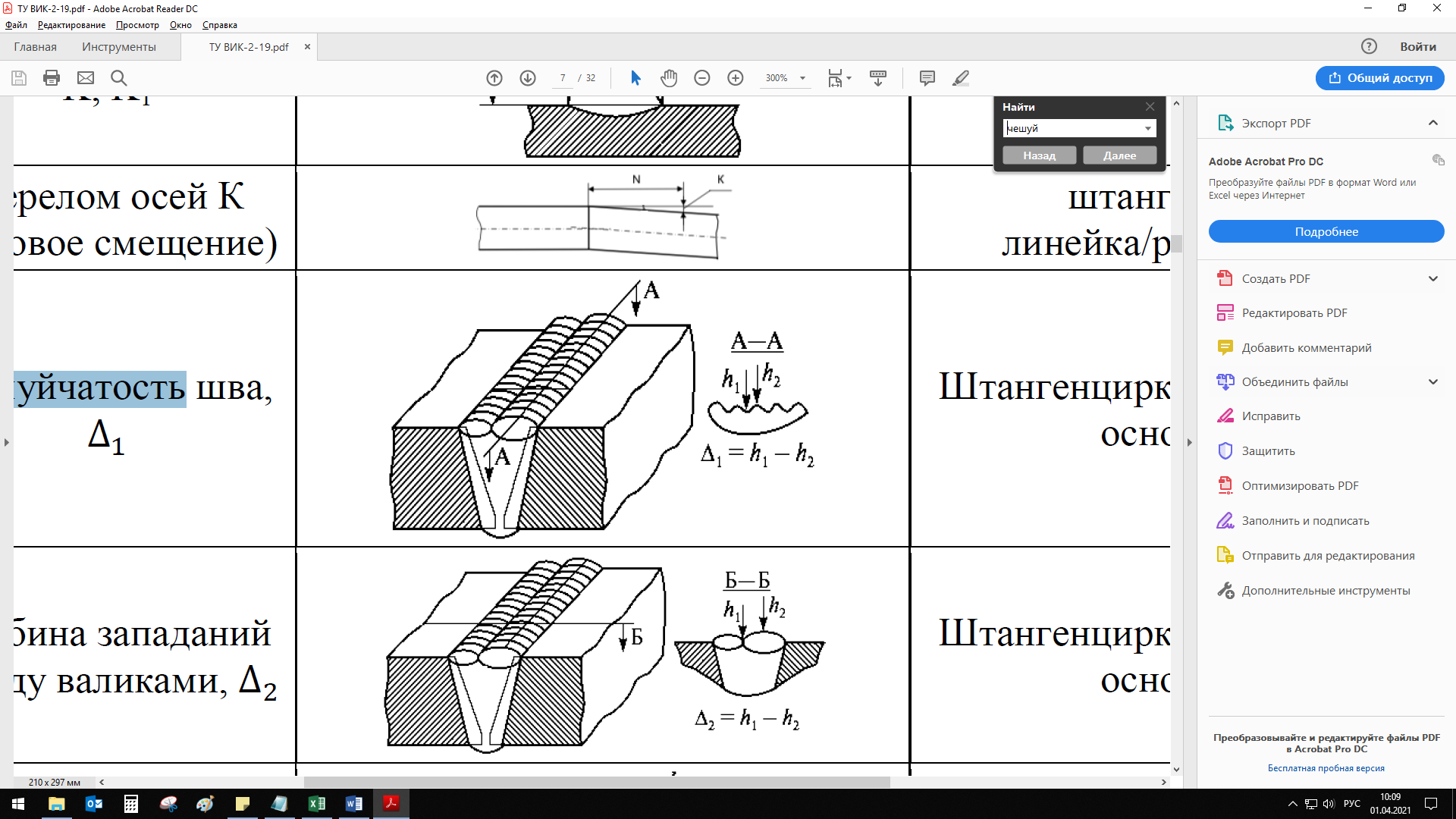
Измерение отклонений формы шва, углублений между валиками, чешуйчатости, несовпадения поверхностей, вогнутости и выпуклости корня шва выполнять в местах, вызывающих сомнения.
Выявленные, недопустимые включения, несоответствия формы сварного шва и взаимного расположения свариваемых деталей отметить маркером на объекте контроля и записать их координаты.
|
| 6.3
| Измерение несовпадения поверхностей со стороны сварки
Норма допустимости - 2, 0мм
|  УШС-3 УШС-3
|
| 6.4
| Измерение высоты(глубины) углубления между валиками и чешуйчатости поверхности шва
Норма допустимости - 1,0 мм
|  УШС-3 УШС-3
|
| 7.Оценка качества
|
| 7.1 Не допускаются: трещины, отслоения, прожоги, свищи, наплывы, усадочные раковины, подрезы, брызги металла, непровары, скопления и неодиночные включения, выявленные при визуальном контроле.
|
| 7.2 Допустимость одиночных включений, размеров ширины и высоты шва, высоты (глубины) углублений между валиками и чешуйчатости их поверхности оценивается по номинальной толщине основного металла.
Допустимые размеры вогнутости и выпуклости корня шва: ВГК -1,6мм ВПК -2,5мм
|
7.3 Нормы допустимости одиночных поверхностных включений сварных соединений для III категории сварного соединения
| Номинальная толщина сварных деталей, мм
| Допускаемый наибольший размер включения, мм
| Максимально допускаемое число включений на любых 100 мм протяженности сварного соединения
| | 8,0
| 1,0
| 5
| | Примечание – Включения с наибольшим фактическим размером до 0,2 мм не учитываются.
| |
| |
Карту разработал_____________________________________
Карту прверил________________________________________
4.3. Заключение по результатам контроля ВИК
Юниоры AERSkills
ЗАКЛЮЧЕНИЕ № 01
РЕЗУЛЬТАТЫ КОНТРОЛЯ
| №
п/п
| № шва/сторона
| Тип несплошности/
дефект
| Координаты, мм
| Размеры
мм
факт
(норма)
| Соответствие нормам оценки (да/нет)
|
| Х1
| Х2
| | |
|
|
| Внутренняя сторона (корень шва)
|
|
|
|
|
|
|
| 1
| 2
| Подрез
| 25
| 38
| | 16
|
| нет
|
| 2
|
| Непровар корня
| 42
| 50
| | 8
|
| нет
|
| 3
|
| Подрез
| 50
| 62
| | 12
|
| нет
|
|
|
| Вогнутость корня
| 50
|
|
|
| 2,0 (1,6)
| нет
|
| 4
|
| Подрез
| 67
| 144
|
| 77
|
| нет
|
| 5
|
| Выпуклость корня
| 89
|
|
|
| 3,2 (2,5)
| нет
|
| 6
|
| Выпуклость корня
| 101
|
|
|
| 2,8 (2,5)
| нет
|
|
Заключение о качестве объекта контроля
| не годен
|
|
| (годен/не годен)
|
|
|
|
| Оценку выполнил_______________
| |
|
|
| | | | |
Дата_________________
4.4 Дефектограмма (местонахождение дефектов) по результатам ВИК
Юниоры AERSkills
ДЕФЕКТОГРАММА
Конкурс профессионального мастерства
«Юниоры AERSkills -2022»
Регламент проведения






