Виды термической обработки
Основными видами термической обработки, различно изменяющими структуру и свойства стали и назначаемыми в зависимости от требовании, предъявляемых к полуфабрикатам (отливки, поковки, прокат и т. д.) и готовыми изделиями, являются: отжиг, закалка, отпуск.
Отжиг I рода
Отжиг I рода в зависимости от исходного состояния стали и температуры его выполнения может включать процессы гомогенизации, рекристаллизации и снятия остаточных напряжений. Характерная особенность этого вида отжига в том, что указанные процессы происходят независимо от того, протекают ли в сплавах при этой обработке фазовые превращения или нет. Поэтому отжиг I рода можно проводить при температурах выше или ниже температур фазовых превращений.
Этот вид обработки в зависимости от температурных условий его выполнения уменьшает в определенной степени химическую или физическую неоднородность, созданную предшествующими обработками.
Гомогенизация (диффузионный отжиг). Диффузионный отжиг применяют для слитков легированной стали с целью уменьшения дендритной или внутрикристаллитной ликвации, которая повышает склонность стали, обрабатываемой давлением, к хрупкому излому, к анизотропии свойств и возникновению таких дефектов, как шиферность (слоистый излом) и флокены (тонкие внутренние трещины, наблюдаемые в изломе в виде белых овальных пятен). Диффузионный отжиг способствует более благоприятному распределению некоторых неметаллических включений вследствие частичного растворения и коагуляции.
Диффузионный отжиг понижает пластичность и вязкость легированной стали. Поэтому не только слитки, но и крупные отливки также нередко подвергают гомогенизации. Нагрев при диффузионном отжиге должен быть высоким (1100-1200 °С), так как только в этом случае более полно протекают диффузионные процессы, необходимые дня выравнивания состава в отдельных объёмах стали.
Рекристаллизационный отжиг. Под рекристаллизационным отжигом понимают нагрев холоднодеформированной стали выше температуры рекристаллизации, выдержку при этой температуре с последующим охлаждением. Цель отжига — устранение наклепа и повышение пластичности. Этот вид отжига применяют перед холодной обработкой давлением и как промежуточную операцию для снятия наклепа между операциями холодного деформирования. В некоторых случаях рекристаллизационный отжиг используют и в качестве окончательной термической обработки.
Температура рекристаллизационного отжига стали зависит от ее состава и чаще находится в пределах 650—760 °С.
Отжиг для снятия остаточных напряжений. Этот вид отжига применяют для отливок, сварных изделий, деталей после обработки резанием и др., в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации и т. п. возникли остаточные напряжения. Остаточные напряжения могут вызвать изменение размеров, коробленне и подводку изделия в процессе его обработки (например резанием), эксплуатации или хранения. Отжиг стальных изделий для снятия напряжении проводят при 160-700 °С с последующим медленным охлаждением. Так, многие детали прецизионных станков (ходовые винты, высоконапряженные зубчатые колеса, червяки и др.) нередко проходят отжиг (отпуск) после основной механической обработки при 570-600 °С в течение 2-3 ч, а после окончательной механической обработки для снятия шлифовочных напряжений при 160—180 °С в течение 2—2,5 ч. Отжиг для снятия сварочных напряжений проводят при 650—700 °С.
Остаточные напряжения снимаются и при проведении других видов отжига (например, рекристаллизационного, с фазовой перекристаллизацией, а также при отпуске — особенно высоком закаленной стали).
Рисунок 1 - Схематические кривые различных видов отжига
Изотермический отжиг. В этом случае cталь, обычно легированную, нагревают до точки Ас3 + (50—70 °С) и сравнительно быстро охлаждают (обычно переносом в другую печь) до температуры, лежащей ниже точки Аc1 на 100—150 °С, в зависимости от характера кривой изотермического распада аустенита. При этой температуре назначают изотермическую выдержку, необходимую для полного распада аустенита, после чего следует охлаждение на воздухе.
Преимущество изотермического отжига состоит в уменьшении длительности процесса, особенно для легированных сталей, которые приходится очень медленно охлаждать для требуемого снижения твердости. Для наибольшего ускорения этого типа отжига температуру изотермической выдержки выбирают близкой к температуре минимальной устойчивости переохлажденного аустенита в перлитной области. Другое преимущество изотермического отжига заключается в получении более однородной структуры, так как при изотермической выдержке температура по сечению изделия выравнивается и превращение по всему объему стали происходит при одинаковой степени переохлаждения. После отжига при температуре до 930— 950 °С укрупняется зерно аустенита, улучшается обрабатываемость резанием и повышается чистота поверхности.
Изотермическому отжигу подвергают штамповки, заготовки инструмента и других изделий небольших размеров.
Неполный отжиг отличается от полного тем, что сталь нагревают до более низкой температуры (немного выше точки Ac1). При неполном отжиге доэвтектоидной стали происходит частичная перекристаллизация стали, а именно лишь переход перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит, поэтому значительная его часть не подвергается перекристаллизации. Для доэвтектоидной стали неполный отжиг применяется лишь тогда, когда отсутствует перегрев, ферритная полосчатость, а требуется только снижение твердости. Заэвтектоидные стали подвергают только неполному отжигу. В этих сталях нагрев несколько выше точки Ас1 (обычно на 10—30 °С) вызывает практически полную перекристаллизацию металлической матрицы.
Высокий отпуск («низкий отжиг»). После горячей механической обработки сталь чаще имеет мелкое зерно и удовлетворительную микроструктуру, поэтому не требуется фазовой перекристаллизации (отжига). Но вследствие ускоренного охлаждения после прокатки или другой горячей обработки легированные стали имеют неравновесную структуру: сорбит, троостит, бейнит или мартенсит и, как следствие этого, высокую твердость. Для снижения твердости на металлургических заводах сортовой прокат подвергают высокому отпуску при 650—680 °С (несколько ниже точки А1). При нагреве до указанных температур происходят процессы распада мартенсита и (или) бейнита, коагуляция карбидов в троостите и в итоге снижается твердость. Углеродистые стали подвергают высокому отпуску в тех случаях, когда они предназначаются для обработки резанием, холодной высадки или волочения. После высокотемпературного отпуска доэвтектоидная сталь лучше обрабатывается резанием, чем после полного отжига, когда структура — обособленные участки феррита и перлита. Структурно свободный феррит налипает на кромку инструмента, ухудшает качество поверхности изделия, снижает теплоотдачу, и поэтому снижает скорость резания и стойкость инструмента. Для высоколегированных сталей, у которых практически не отмечается перлитного превращения, высокий отпуск является единственной термической обработкой, позволяющей понизить их твердость.
Отжиг нормализационный (нормализация). Нормализация заключается в нагреве доэвтектоидной стали до температуры, превышающей точку Ас3 на 50 °С, заэвтектоидной выше Аст также на 50 °С непродолжительной выдержке для прогрева садки и завершения фазовых превращений и охлаждении на воздухе (рис. 1, режим 3). Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке или штамповке. Нормализацию широко применяют для улучшения свойств стальных отливок вместо закалки и отпуска......
По сравнению с печью ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной структуры и увеличивает количество перлита. Это на 10—15 % повышает прочность и твердость нормализованной средне- и высокоуглеродистой стали по сравнению с отожженной. Нормализация горячекатаной стали (по сравнению с отжигом) повышает ее сопротивление хрупкому разрушению, снижая порог хладноломкости и повышая работу развития трещины. Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига. Нормализация обеспечивает большую производительность при обработке резанием и получение более чистой поверхности. Для отливок из среднеуглеродистой стали нормализацию или нормализацию с высоким отпуском применяют вместо закалки и высокого отпуска. Механические свойства в этом случае будут ниже, но изделия будут подвергнуты меньшей деформации по сравнению с получаемой при закалке, и вероятность появления трещин практически исключается.
Цель нормализации — получение мелкозернистой структуры, выравнивание структурной неоднородности (в поковках, отливках или деталях после цементации), улучшение обрабатываемости резанием (для низкоуглеродистой стали), повышение твёрдости и механических свойств, устранение наклёпа после обработки резанием и подготовка структуры к последующей термообработке (закалке).
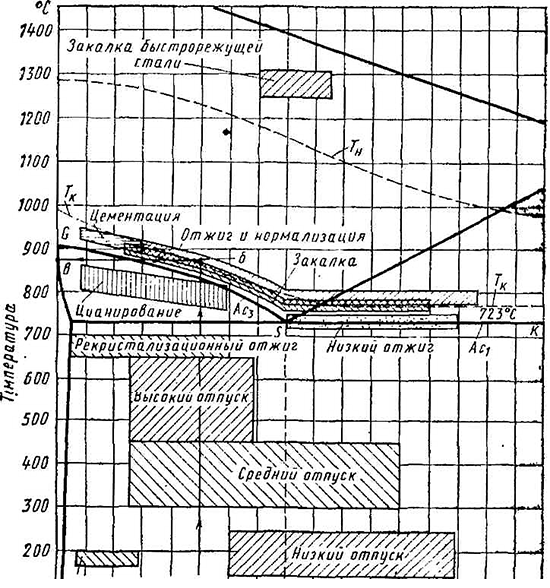
Рисунок 2 - Расположение различных зон термообработки на диаграмме железо-углерод
Закалка
Закалка заключается в нагреве стали на 30—50 °С выше Ас3 для доэвтектоидных сталей или на 30—50 °С выше Ас1 для заэвтектоидных сталей, выдержке для завершения фазовых превращений и последующем охлаждении со скоростью выше критической. Для углеродистых сталей это охлаждение проводят чаще в воде, а для легированных — в масле или других средах. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки подвергают отпуску.
Цель закалки с последующим отпуском — обеспечение работоспособности, длительной эксплуатационной стойкости изделий (получение высоких характеристик механических свойств, высокой износоустойчивости и коррозиеустойчивости) или изменение физических свойств (электрических и магнитных).
Инструментальную сталь подвергают закалке и отпуску для повышения твердости, износостойкости и прочности, а конструкционную сталь — для повышения прочности, твердости, получения достаточно высокой пластичности, вязкости (параметров вязкости разрушения), а для ряда деталей также и получения высокой износостойкости.
Охлаждающие жидкости
Вода как охлаждающая среда имеет некоторые существенные недостатки:
1) высокая скорость охлаждения в области температур мартенситного превращения нередко приводит к образованию закалочных дефектов;
2) с повышением температуры резко ухудшается закалочная способность. При температуре воды 80—90 °С пленочное кипение распространяется на большую область температур и занимает до 95 % всего периода охлаждения.
Наиболее высокой и равномерной охлаждающей способностью отличаются холодные 8—12 %-ные водные растворы NaCl и NaOH, которые хорошо зарекомендовали себя на практике. Для стали с низкой критической скоростью закалки рекомендуются растворы NaOH повышенной концентрации (30—50 %).
Для легированных сталей, обладающих высокой устойчивостью переохлажденного аустенита при закалке, применяют минеральное масло (чаще нефтяное).
Масло как закалочная среда имеет ряд преимуществ: неоольшую скорость охлаждения в мартенситном интервале температур, что уменьшает возникновение закалочных дефектов, постоянство закаливающей способности в широком интервале температур среды (20—150 °С). Перепад температур между поверхностью и центром изделия при закалке в масле меньше, чем при охлаждении в воде. К недостаткам следует отнести повышенную воспламеняемость (температура вспышки 165—300 °С), недостаточную стабильность и низкую охлаждающую способность в области температур перлитного превращения, образование пригара на поверхности изделий, а также повышенную стоимость.
Способы закалки
Прерывистая закалка (в двух средах). Изделие, закаливаемое по этому способу, сначала быстро охлаждают в воде до температуры несколько выше точки Мн, а затем быстро переносят в менее интенсивный охладитель (например, в масло или на воздух), в котором оно охлаждается до 20 °С. В результате охлаждения во второй закалочной среде уменьшаются внутренние напряжения, которые возникли бы при быстром охлаждении в одной среде (воде), в том числе и в области температур мартенситного превращения
Отпуск при температуре 150—240 °С называется низкотемпературным, при температурах от 400 °С до Ас1 — высокотемпературным. С повышением температуры отпуска закалённых изделий понижаются значения σв, Нв и повышаются значения δ, ψ.
Ступенчатая закалка. При выполнении закалки по этому способу (рис 137 а) сталь после нагрева до температуры закалки охлаждают в среде, имеющей температуру несколько выше точки Мн (обычно 180—250 °С), и выдерживают в ней сравнительно короткое время Затем изделие охлаждают до комнатной температуры на воздухе В результате выдержки в закалочной среде достигается выравнивание температуры по всему сечению изделия, но эта выдержка должна быть ограничена и не должна вызывать превращения аустенита с образованием бейнита.
Ступенчатая закалка углеродистых сталей может быть применена лишь для изделий диаметром не более 8—10 мм. Скорость охлаждения более крупных изделий в среде с температурой выше точки Мн оказывается ниже критической скорости закалки, и аустенит претерпевает распад на не мартенситные продукты превращения.
Закалка с самоотпуском. В этом случае охлаждение изделия в закалочной среде прерывают с тем, чтобы в сердцевине изделия сохранилось еще некоторое количество тепла. Под действием теплообмена температура в более сильно охладившихся поверхностных слоях повышается и сравнивается с температурой сердцевины — происходит отпуск поверхности стали (самоотпуск). Нередко в сердцевине остается больший запас тепла, чем это требуется для самоотпуска. Тогда во избежание излишнего разогрева поверхности изделие вновь погружают в закалочную среду. Сердцевина в случае закалки с самоотпуском имеет более низкую твердость, чем поверхностные слои.
Двойная термическая обработка стали, состоящая из закалки (или нормализации) и последующего высокотемпературного отпуска (при 500—670 °С), называется улучшением.
Цель улучшения — измельчение структуры, подготовка структуры к последующей окончательной термообработке и повышение вязкости.
Улучшение применяется главным образом для изделий из легированной стали в качестве предварительной и окончательной термообработки.
Нагрев стали до температуры выше Ас3. выдержка при этой температуре с последующим среднезамедленным охлаждением (в расплавленных металлах, расплавленных солях, обдувкой паровоздушной смесью или воздухом) называются одинарной термической обработкой (рис. 2, режим 2). После одинарной термической обработки сталь приобретает структуру троостита, троосто-сорбита или сорбита.
Цель одинарной термической обработки — получение минимальных деформаций, избежание трещин и повышение твёрдости и износоустойчивости изделий. Одинарную термическую обработку, применяемую при протяжке проволоки в качестве промежуточной операции с целью восстановления её пластических свойств, называют патентированием. Патентирование проволоки производится между операциями протяжки и заключается в нагреве до 850— 900 °С с последующим охлаждением в свинцовой ванне температурой 450—500 °С; при этом проволока получает сорбитовую структуру.
Нагрев стали (как и при обычной закалке) до температуры выше точки Ас3, выдержка при этой температуре и последующее охлаждение в закалочной среде температурой 180—350 °С, с выдержкой в этой среде в течение времени, необходимого для окончания изотермического превращения аустенита, называются изотермической закалкой (рис. 2, режим 4).
Цель изотермической закалки — получение минимальных внутренних напряжений, минимальных деформаций и высокой вязкости.
Отпуск
Отпуск заключается в нагреве закаленной стали до температуры ниже Ac1, выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которого сталь получает требуемые механические свойства. Кроме того, отпуск полностью или частично устраняет внутренние напряжения, возникающие при закалке. Эти напряжения снимаются тем полнее, чем выше температура отпуска. Так, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550 °С уменьшаются с 600 до 80 МПа.
Скорость охлаждения после отпуска оказывает большое влияние на величину остаточных напряжений. Чем медленнее охлаждение, тем меньше остаточные напряжения. Быстрое охлаждение в воде от 600 °С создает новые тепловые напряжения. Охлаждение после отпуска на воздухе дает напряжения на поверхности изделия в 7 раз меньшие, а в масле в 2,5 раза меньшие по сравнению с напряжениями при охлаждении в воде. По этой причине изделия сложной формы во избежание их коробления после отпуска при высоких температурах следует охлаждать медленно, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости, после отпуска при 500—650 °С во всех случаях следует охлаждать быстро.
Наиболее интенсивно напряжения снижаются в результате выдержки при 600 °С в течение 15—30 мин. После выдержки в течение 1,5 ч напряжения снижаются до минимальной величины, которая может быть достигнута отпуском при данной температуре.
Низкотемпературный (низкий) отпуск проводят при нагреве до 250 С. При этом снижаются закалочные макронапряжения, мартенсит закалки переводится в отпущенный мартенсит, повышается прочность и немного улучшается вязкость без заметного снижения твердости. Закаленная сталь (0,6—1,3 % С) после низкого отпуска сохраняет твердость в пределах HRC 58— 63, а следовательно, высокую износостойкость. Однако такое изделие (если оно не имеет вязкой сердцевины) не выдерживает значительных динамических нагрузок.
Низкотемпературному отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку, цементацию, цианирование или нитроцементацию. Продолжительность отпуска составляет обычно 1—2,5 ч, а для изделий больших сечений и измерительных инструментов назначают более длительный отпуск.
Среднетемпературный (средний) отпуск выполняют при 350—500 °С и применяют главным образом для пружин и рессор, а также для штампов. Такой отпуск обеспечивает высокие пределы упругости и выносливости и релаксационную стойкость. Структура стали после среднего отпуска — троостит отпуска или троостомартенсит; твердость стали HRC 40—50. Температуру от пуска надо выбирать таким образом, чтобы не вызвать необратимой отпускной хрупкости.
Охлаждение после отпуска при 400—450 °С следует проводить в воде, что способствует образованию на поверхности сжимающих остаточных напряжений, которые увеличивают предел выносливости пружин.
Высокотемпературный (высокий) отпуск производят при 500—680 °С. Структура стали после высокого отпуска — сорбит отпуска. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали.
Закалка с высоким отпуском (по сравнению с нормализацией или отжигом) весьма сильно одновременно повышает временное сопротивление, предел текучести, относительное сужение и особенно ударную вязкость. Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением.
Улучшению подвергают среднеуглеродистые (0,3—0,5 % С) конструкционные стали, к которым предъявляются высокие требования по пределу выносливости и ударной вязкости. Улучшение значительно повышает конструктивную прочность стали, уменьшая чувствительность к концентраторам напряжений, увеличивая работу развития трещин и снижая температуру порога хладноломкости. Однако износостойкость улучшенной стали вследствие ее пониженной твердости не высокая.
Закалённый поверхностный слой получается глубиной до 5 мм поверхностной твёрдостью до НRC =62—64 (после закалки).
Поверхностная закалка
Наиболее широко подвергаются поверхностной закалке детали из углеродистой стали марок 40, 45, 50, а также низколегированной марганцем или хромом среднеуглеродистой стали.
Наиболее совершенным методом поверхностной закалки является нагрез деталей токами высокой частоты до температуры выше Ас3 последующая закалка водой при помощи спрейера. Время нагрева (3-6 сек.) зависит от размеров закаливаемой поверхности, требуемой глубины закалённого слоя, частоты. тока и мощности установки. Во многих случаях целесообразно прекращение подачи охлаждающей воды до момента полного остывания закаливаемой детали. Это приводит к самоотпуску и освобождает от необходимости проведения специальной операции отпуска.
Тяжелонагружённые детали, требующие, кроме высокой поверхностной твёрдости, также и высоких механических свойств сердцевины, перед высокочастотной поверхностной закалкой подвергаются закалке и отпуску или нормализации и отпуску.
Высокочастотная поверхностная закалка применяется для весьма обширной номенклатуры деталей (шейки коленчатых валов, кулачки распределительных валов, гильзы цилиндров двигателей внутреннего сгорания, зубья различных шестерён, валики, пальцы гусеничных траков, шпиндели и направляющие различных станков и многие другие детали).
Ряд деталей машин и механизмов, работающих на износ, подвергают поверхностной закалке, осуществляемой различными методами. Поверхностная закалка позволяет применять менее легированную сталь, заменяет в ряде случаев трудоёмкие операции химико-термической обработки (цементация, азотирование) и значительно упрочняет поверхностный слой деталей, работающих, кроме трения, в условиях знакопеременных нагрузок.
Нагрев поверхностного слоя электротоком при помощи специальных токонесущих электродов роликов, соприкасающихся с закаливаемой поверхностью, с последующим охлаждением водой (или воздухом) называется контактным методом поверхностной закалки. Этот метод разработан проф. Н. В. Гевелингом и нашёл применение для закалки деталей с простыми конструктивными формами (тела вращения—шейки шпинделей станков, валы; плоские поверхности — направляющие станков, головки рельсов).Глубина закалки 3—6мм; поверхностная твёрдость HRC = 60
Для поверхностной закалки используется также нагрев кислородно-газовым пламенем (ацетилен или светильный газ) с последующим охлаждением водой при помощи спрейера. Этот метод успешно применяется для поверхностной закалки ряда ответственных деталей (шейки коленчатых валов танковых и тракторных двигателей, зубья различных шестерён, опорные кольца, бронедетали, паровозные параллели и т. п.
Метод поверхностной закалки со сквозным (объёмным) прогревом детали выше Ac3 и последующим охлаждением в резко закаливающем охладителе с выдержкой в нём в течение незначительного времени применяется в массовом производстве для деталей цилиндрической формы из стали марок 40,45,50 (коленчатые я распределительные валы автомобильных моторов, задние полуоси, промежуточные и карданные валы автомобилей)*. Глубина закалённого слоя 3—5 мм (при выдержке 10—40 сек. в охладителе — 10%-ный водный раствор NaOH температурой 30—35 °С). Поверхностная твёрдость Н%с =48—50. Непосредственно после закалки должен следовать отпуск деталей во избежание образования трещин
Метод поверхностной закалки с поверхностным нагревом выше Ac3 слоя требуемой глубины нашёл применение для закалки шестерён. При этом методе применяется легированная хромом и никелем сталь, содержащая около 0,75 — 0,85% углерода. Процесс заключается в следующем: деталь нагревается полностью в соляной ванне до температуры ниже Ас3, затем переносится на короткое время в свинцовую ванну, имеющую температуру значительно выше Ас3 где прогревается с поверхности до температуры закалки, после чего погружается в закалочную среду. Глубина закалённого слоя 0,5—1,0 мм
Обработка холодом
3) Обычная полная закалка всей детали и местный отпуск в свинцовой ванне, соляной ванне, в специальных печах или током промышленной частоты
Охлаждение стальных изделий (после предварительной закалки или закалки с отпуском) до температур ниже 0 °С (обычно минус 60-80 °С), выдержка при этой температуре для охлаждения по всему сечению изделия и последующее извлечение из холодильника с самонагревом до комнатной температуры называются обработкой холодом. Во время охлаждения в закалённой стали возобновляется мартенситное превращен
2) Местный нагрев детали выше точки Ас3 пропусканием тока промышленной частоты (метод сопротивления) или в соляной или свинцовой ванне и последующая закалка нагретой части
Цементация стали
Цементацией (науглероживанием) называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагревании в соответствующей среде — карбюризаторе. Как правило, цементацию проводят при температурах выше точки Ас3 (930—950 °С), когда устойчив аустенит, растворяющий углерод в больших количествах.
Окончательные свойства цементованные изделия приобретают в результате закалки и низкого отпуска, выполняемых после цементации.
Назначение цементации и последующей термической обработки — придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе и кручении.
Для цементации обычно используют низкоуглеродистые (0,1 — 0,18 % С), чаще легированные, стали. Для цементации крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,2—0,3 %). Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки.
На цементацию детали поступают после механической обработки с припуском на шлифование (50—100 мкм). Во многих случаях цементации подвергается только часть детали; тогда участки, не подлежащие упрочнению, защищают тонким слоем меди (20—40 мкм), которую наносят электрическим способом или изолируют специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, ленитом и др.
Азотация
Азотацией называют процесс диффузионного насыщения поверхностного слоя стали азотом при нагреве ее до 500—650 °С н аммиаке. Азотирование повышает твердость поверхностного слоя детали, его износостойкость, предел выносливости и сопротивление коррозии в атмосфере, воде, паре и т. д. Твердость азотированного слоя стали выше, чем цементованного и сохраняется при нагреве до высоких температур (450—550 °С), тогда как твердость цементованного слоя имеющего мартенситную структуру, сохраняется только до 200—225 °С.
Технологический процесс предусматривает несколько операций, приведенных ниже.
1. Предварительная термическая обработка заготовки. Эта операция состоит из закалки и высокого отпуска стали для получения повышенной прочности и вязкости в сердцевине изделия. Отпуск проводят при высокой температуре 600—675 С, превышающей максимальную температуру последующего азотирования и обеспечивающей получение твердости, при которой сталь можно обрабатывать резанием.
2. Механическая обработка деталей, а также шлифование, которое придает окончательные размеры детали.
3. Защита участков, не подлежащих азотированию, нанесением тонкого слоя (10—15 мкм) олова электролитическим методом или жидкого стекла. Олово при температуре азотирования расплавляется на поверхности стали в виде тонкой не проницаемой для азота пленки.
4. Азотирование.
5. Окончательное шлифование или доводка изделия.
Нитроцементация
Нитроцементацией называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при 840—860 °С в газовой среде, состоящей из науглероживающего газа и аммиака. Продолжительность процесса 4—10 ч. Основное назначение нитроцементации — повышение твердости и износостойкости стальных деталей.
После нитроцементации следует закалка непосредственно из печи, реже после повторного нагрева, применяют и ступенчатую закалку. После закалки проводят отпуск при 160—180 °С.
При оптимальных условиях насыщения структура нитроцементо ванного слоя должна состоять из мелкокристаллического мартенсита, небольшого количества мелких равномерно распределенных карбо-нитридов и 25—30 % остаточного аустенита.
Толщина нитроцементованного слоя составляет обычно 200— 800 мкм. Она не должна превышать 1000 мкм. При большей толщине в нем образуется темная составляющая и другие дефекты, снижающие механические свойства стали.
Нитроцементации обычно подвергают детали сложной конфигурации, склонные к короблению. Нитроцементация имеет следующие преимущества по сравнению с газовой цементацией. Процесс происходит при более низкой температуре (840—860 °С вместо 910— 930 °С): толщина слоя меньше; получаются меньшие деформации и коробление деталей; повышается сопротивление износу и коррозии.
Цианирование
Цианированием называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температуре 820—950 "С в расплавленных солях, содержащих группу CN.
При среднетемпературном цианировании детали нагревают до 820—860 С в расплавленных солях, содержащих NaCN. Для получения слоя небольшой толщины (150—350 мкм) процесс ведут при 820—860 °С в ваннах (20—25% NaCN, 25—50 % NaCl и 25—50 % Na2C03). Продолжительность процесса обусловлена требуемой толщиной слоя и составляет от 30 до 90 мин.
Закалку выполняют непосредственно из цианистой ванны. После закалки следует низкотемпературный отпуск (180—200 °С) Твердость циаиированного слоя после термической обработки HRC 58—62. Цианированный слои по сравнению с цементованным обладает более высокой износостойкостью и эффективно повышает предел выносливости. Этот вид цианирования применяют для упрочнения мелких деталей.
Строение цианированного слоя аналогично цементованному. После высокотемпературного цианирования детали охлаждают на воздухе, а затем для измельчения зерна закаливают с нагревом в соляной ванне или печи и подвергают низкотемпературному отпуску.
Процесс цианирования по сравнению с процессом цементации требует меньшего времени для получения слоя заданной толщины, характеризуется значительно меньшими деформациями и короблением деталей сложной формы и более высокими сопротивлениями износу и коррозии.
Недостатком цианирования является высокая стоимость, ядовитость цианистых солей и необходимость в связи с этим принятия специальных мер по охране труда.
Борирование
Борированием называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали бором при нагревании в соответствующей среде.
Борированный слой обладает высокой твердостью HV 1800—2000 (18 000—20 000 МПа), износостойкостью (главным образом, абразивной), коррозионной стойкостью, окалиностойкостью (до 800 °С и теплостойкостью. Борирование применяют для повышения износостойкости втулок грязевых нефтяных насосов, дисков пяты турбобура, вытяжных, гибочных и формовочных штампов, деталей пресс-форм и машин для литья под давлением. Стойкость указанных деталей после борирования возрастает в 2—10 раз.
Силицирование
Насыщение поверхности стали кремнием называют силицированием. Силицирование придает стали высокую коррозионную стойкость в морской воде, в азотной, серной и соляной кислотах и несколько увеличивает устойчивость против износа.
Силицированный слой отличается повышенной пористостью, толщина его 300-1000 мкм. Несмотря на низкую твердость HV 200—300 (2000—3000 МПа), силицированный слой обладает высокой износостойкостью после предварительной пропитки маслом при 170-200 °С.
Силицированию подвергают детали, используемые в оборудовании химической бумажной и нефтяной промышленности. Силицирование широко применяеся для сопротивления окислению при высоких температурах сплавов молибдена.
Дефекты закалки стали
| Наименование и характеристика дефекта
| Основные причины образования дефекта
| Основные мероприятия по исправлению дефекта
|
| Закалочные трещины
| Закалочные напряжения вследствие быстро протекающих с увеличением объёма структурных превращений
| Предупреждение дефекта: 1. Для изделий из конструкционной углеродистой стали: а) изотермическая закалка в расплавленной селитре температурой 450— 500 °С; б) прерывистая закалка—охлаждение в воде до 300—200 °С, а затем в масле; в) закалка с самоотпуском— охлаждение в воде до 250—200 °С, затем выдержка на воздухе до саморазогрева поверхности до 600 °С с последующей замочкой в воде; г) непрерывная закалка до полного охлаждения в водном растворе 5—10%-ного NaCl или КОН температурой 50—60 °С; д) закалка в масло. 2. Для изделия из инструментальной углеродистой стали: а) прерывистая закалка — охлаждение в воде до 200 °С, затем перенос в масло или медленный отпуск; б) ступенчатая закалка в расплавленной селитре с температурой 180-200 °С и далее на возтолщиной или температурой 180 — 200 °С на воздухе (для инструментов диаметром до 8 мм). 3. Для инструментов из заменителей быстрорежущей стали (ЭИ-184, ЭИ-260 и т. д.) подстуживание до 1000—950 °С и ступенчатая закалка в расплавленной селитре температурой 450—550° С
|
| Недогрев. Недостаточная твёрдость изделий из углеродистой и легированной стали; повышенная твёрдость после закалки и пониженная после нормального отпуска изделий из быстрорежущей стали
| Нагрев ниже нормальной температуры закалки стали
| Исправление дефекта: нормализация или отжиг с последующей закалкой с нормальной температуры
|
| Перегрев. Крупноигольчатая структура и крупнокристаллический излом. Низкие пластические свойства
| Нагрев выше нормальной температуры закалки
| То же
|
| Пятнистая закалка. Налячие на поверхности деталей участков с пониженной твёрдостью (мягких мест)
| 1. Неправильное погружение в закалочную среду. 2. Скопление пара в отдельных местах на поверхности изделий при закалке. 3. Малая скорость охлаждения в закалочной среде в интервале температур 650—500 °С. 4. Неоднородность исходной структуры в связи с первичной кристаллизацией. 5. Малая чувствительность стали к закалке 6. Местное обезуглероживание
| Предупреждение дефекта: нормализация с последующей закалкой в 5— 10%-ном водном растворе NaCl или непосредственная закалка в том же растворе. Исправление дефекта: нормализация и закалка в 5—10 %-ном водном растворе NaCl
|
| Нафталиновый излом в быстрорежущей стали. Крупнозернистая структура. Крупнокристаллический излом с блёстками
| Окончание ковки или прокатки при температуре выше 1100 °С или вторичная закалка без предварительного отжига
| Предупреждение дефекта: окончание ковки или прокатки при температуре ниже 1100 °С; отжиг перед вторичной закалкой. Исправление дефекта: перековка на новый профиль
|
| Деформация (изменение размеров)
| а) Термические напряжения, выэьмюшие пластическую деформацию; б) структурные превращения в интернале темпераратур 650—500 °С и ниже 300 °С, вызываю |






