Введение
подшипник привод станок электродвигатель
Перед станкостроителями нашей страны стоят огромные задачи по: увеличению объёма производства металлорежущих станков и кузнечно - прессовых машин; обеспечению опережающего развития выпуска станков с числовым программным управлением, развитию производства тяжелых, уникальных и высокоточных станков; значительному увеличению выпуска специальных станков и автоматических линий, организации производства переналаживаемых на различные размеры деталей комплексных автоматических линий для отраслей с крупносерийным и массовым выпуском изделий: созданию комплектов высокопроизводительного металлообрабатывающего оборудования, управляемых с помощью электронных вычислительных машин, для организации на базе этого оборудования участков и цехов в отраслях с мелкосерийным и серийным выпуском изделий; разработке и производству оборудования для автоматизации сборки массовых изделий в машиностроении; организации серийного производства автоматических манипуляторов с программным управлением, позволяющих механизировать и автоматизировать тяжелые физические и монотонные работы.
Конструкции создаваемых станков должны быть перспективными, т.е. отвечать требованиям завтрашнего дня. При разработке нового станка необходимо заложить в проект определенный запас совершенства и новизны решений его основных элементов по сравнению с уже известными. При создании нового станка следует стремиться к сокращению сроков проектирования и освоения его производства. Вновь выпускаемая продукция должна быть конкурентоспособной.
Группа фрезерных станков занимает одно из ведущих мест в парке металлорежущих станков, что в свою очередь приводит к необходимости проектирования новых усовершенствованных моделей станков этой группы. Продольно-фрезерные станки предназначены для обработки заготовок типа призм, уголков и параллелепипедов сложной конфигурации в серийном производстве. Наружные поверхности обрабатываются фрезами различных типов, из различных материалов, с разным числом устанавливаемых зубьев.
При проектировании фрезерных станков следует обратить внимание на следующие положения:
· разработка технологического процесса обработки;
· определение предельных режимов обработки, сил резания и эффективной мощности, а также величин рабочих и холостых ходов рабочих органов станка;
· определение основных технических характеристик станка;
· выбор типа привода и разработка кинематической схемы станка.
Обоснование технической характеристики проектируемого станка
Подбор станков-аналогов
Используя литературу, указанную в списке, подбираем аналог к проектируемому станку
| Основные характеристики
| Модели станков
| Проектируемый станок
|
|
| 6Г610
| 6У612
| 6606
| 6Г608
|
|
| Размеры стола ВхH, мм
| 1000х 3150
| 1250х 4000
| 630х 2000
| 630х 2500
| 630х 2000
|
| Мощность главного электродвигателя N, кВт
| 18,5 (4)
| 22 (4)
| 11 (3)
| 15 (3)
| 8
|
| Максимальная частота вращения шпинделя nmax, об/мин
| 1250
| 1250
| 1600
| 1250
| 1600
|
| Минимальная частота вращения шпинделя nmin, об/мин
| 16
| 25
| 16
| 16
| 80
|
| Число скоростей шпинделя
| 20
| 18
| 21
| 20
|
|
| Число шпиндельных бабок: горизонтальных вертикальных
| 2 2
| 2 2
| 2 1
| 2 1
|
|
| Габаритные размеры, мм: длина ширина высота
| 8700 5000 4050
| 11070 5630 5200
| 6200 3750 3600
| 17435 4100 3800
|
|
| Масса, кг
| 35000
| 69500
| 21500
| 27500
|
|
В качестве аналога принимаем продольно-фрезерный станок 6606
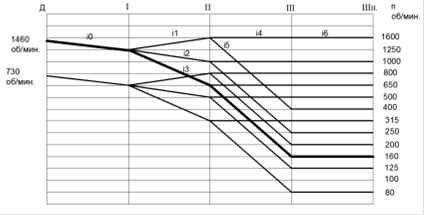
Определение ряда частот вращения шпинделя
Согласно стандартному ряду [по справочнику Г.А. Торзиманова] и данной структуре с выпадением выбираем и устанавливаем ряд частот вращения шпинделя, мин -1:
; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1600.
Выпали частоты вращения: 100 и 1250
Выбор электродвигателя
Выбираем двухскоростной двигатель с мощностью N эд = 8 кВт. Этой мощности соответствует двигатель асинхронный серии 4А модели 4А160S8 c номинальными частотами вращения nдв1 = 730 об/мин при использовании 8 пар полюсов, и номинальной частотой вращения nдв2 = 1460 об/мин при использовании 4 пар полюсов.
График частот вращения шпинделя
Построим график частот вращения по структурной сетке.
Прочностной расчет привода главного движения
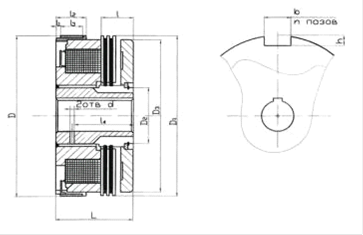
Выбор электрических муфт
Выбираем габаритные размеры муфты (по ГОСТ 21573-76) исполнение Э1ТМ…2 с контактным такопроводом.
| Вал
| I
| II
| III
|
| d мм
| 45
| 55
| 60
|
| Габариты муфты
| 11
| 12
| 13
|
Габаритные размеры электромагнитных муфт по ГОСТ 21573-76
| Вал
| Обозначения
| D
| D1
| D2
| D3
| L
| l
| d
| b
| n
| диск
|
| I
| Э1ТМ112
| 150
| 150
| 45
| 140
| 60
| 15
| 5
| 20
| 8
| 5/6
|
| II
| Э1ТМ122
| 170
| 170
| 55
| 160
| 68
| 15
| 5
| 20
| 8
| 5/6
|
| kIII
| Э1ТМ132
| 190
| 190
| 60
| 180
| 78
| 15
| 5
| 20
| 8
| 5/6
|
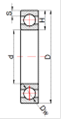
Выбор подшипников
Выбираем подшипники шариковые однорядные ГОСТ 8338-75 (легкая серия)
Таблица подшипников
| Номер вала
| I
| II
| III
|
| Диаметр вала
| 35
| 45
| 50
| 60
|
| Подшипник
| 207
| 209
| 210
| 212
|
Выбираем подшипники шариковые однорядные ГОСТ 8338-75 (особолегкая серия серия) под шестернями, закрепленными с муфтами.
| Номер вала
| I
| II
| III
|
| Диаметр вала
| 45
| 55
| 60
|
| Подшипник
| 7000109
| 7000111
| 7000112
|
Габаритные размеры подшипников по ГОСТ 8338-75
| Обозначение
| d
| D
| B
| r
|
| 207
| 35
| 72
| 17
| 2
|
| 209
| 45
| 85
| 19
| 2
|
| 210
| 50
| 90
| 20
| 2
|
| 212
| 60
| 110
| 22
| 2,5
|
| 7000109
| 45
| 75
| 10
| 1
|
| 7000111
| 55
| 90
| 11
| 1
|
| 7000112
| 60
| 95
| 11
| 1
|
Заключение
Спроектирована коробка скоростей продольно-фрезерного станка модели 6606. В процессе выполнения курсового проекта были получены необходимые знания для конструирования привода главного движения. Изучил технические характеристики, назначение основных узлов, механизмов и органов управления. Приобрел важные знания о движениях в станке и принципах его работы. Также я ознакомил с кинематикой продольно-фрезерного станка. Была изучена его кинематическая структура и кинематическая настройка. Провел построение и сделал описание кинематической схемы станка по заданной структурной формуле, построил кинематические варианты включения и выбрал оптимальный вариант. Далее построили график чисел оборотов шпинделя и определили параметры кинематических передач привода. Вследствие проведённой работы рассчитал оценку точности кинематического расчёта привода продольно-фрезерного станка. Выбрал электрические муфты и подшипники для валов и под шестернями, закрепленными с муфтами. По расчетам был сделан чертеж.
Список литературы
1. Тарзиманов Г.А. Проектирование металлорежущих станков. - М.: Машиностроение. 1980. - 288 с.
2. Кучер А.М. Металлорежущие станки. - М.: Машиностроение. 1972. - 305 с.
. Металлорежущие станки и автоматы: учебник для втузов. Под ред. А.С. Проникова. - М.: Машиностроение. 1981. - 479 с., ил.
. Анурьев В.И. Справочник конструктора - машиностроителя. - М.: Машиностроение. 1979. - Т.2 - 559 с.
Введение
подшипник привод станок электродвигатель
Перед станкостроителями нашей страны стоят огромные задачи по: увеличению объёма производства металлорежущих станков и кузнечно - прессовых машин; обеспечению опережающего развития выпуска станков с числовым программным управлением, развитию производства тяжелых, уникальных и высокоточных станков; значительному увеличению выпуска специальных станков и автоматических линий, организации производства переналаживаемых на различные размеры деталей комплексных автоматических линий для отраслей с крупносерийным и массовым выпуском изделий: созданию комплектов высокопроизводительного металлообрабатывающего оборудования, управляемых с помощью электронных вычислительных машин, для организации на базе этого оборудования участков и цехов в отраслях с мелкосерийным и серийным выпуском изделий; разработке и производству оборудования для автоматизации сборки массовых изделий в машиностроении; организации серийного производства автоматических манипуляторов с программным управлением, позволяющих механизировать и автоматизировать тяжелые физические и монотонные работы.
Конструкции создаваемых станков должны быть перспективными, т.е. отвечать требованиям завтрашнего дня. При разработке нового станка необходимо заложить в проект определенный запас совершенства и новизны решений его основных элементов по сравнению с уже известными. При создании нового станка следует стремиться к сокращению сроков проектирования и освоения его производства. Вновь выпускаемая продукция должна быть конкурентоспособной.
Группа фрезерных станков занимает одно из ведущих мест в парке металлорежущих станков, что в свою очередь приводит к необходимости проектирования новых усовершенствованных моделей станков этой группы. Продольно-фрезерные станки предназначены для обработки заготовок типа призм, уголков и параллелепипедов сложной конфигурации в серийном производстве. Наружные поверхности обрабатываются фрезами различных типов, из различных материалов, с разным числом устанавливаемых зубьев.
При проектировании фрезерных станков следует обратить внимание на следующие положения:
· разработка технологического процесса обработки;
· определение предельных режимов обработки, сил резания и эффективной мощности, а также величин рабочих и холостых ходов рабочих органов станка;
· определение основных технических характеристик станка;
· выбор типа привода и разработка кинематической схемы станка.
Обоснование технической характеристики проектируемого станка
Подбор станков-аналогов
Используя литературу, указанную в списке, подбираем аналог к проектируемому станку
| Основные характеристики
| Модели станков
| Проектируемый станок
|
|
| 6Г610
| 6У612
| 6606
| 6Г608
|
|
| Размеры стола ВхH, мм
| 1000х 3150
| 1250х 4000
| 630х 2000
| 630х 2500
| 630х 2000
|
| Мощность главного электродвигателя N, кВт
| 18,5 (4)
| 22 (4)
| 11 (3)
| 15 (3)
| 8
|
| Максимальная частота вращения шпинделя nmax, об/мин
| 1250
| 1250
| 1600
| 1250
| 1600
|
| Минимальная частота вращения шпинделя nmin, об/мин
| 16
| 25
| 16
| 16
| 80
|
| Число скоростей шпинделя
| 20
| 18
| 21
| 20
|
|
| Число шпиндельных бабок: горизонтальных вертикальных
| 2 2
| 2 2
| 2 1
| 2 1
|
|
| Габаритные размеры, мм: длина ширина высота
| 8700 5000 4050
| 11070 5630 5200
| 6200 3750 3600
| 17435 4100 3800
|
|
| Масса, кг
| 35000
| 69500
| 21500
| 27500
|
|
В качестве аналога принимаем продольно-фрезерный станок 6606





