| Группа
поковок
| Виды испытаний
| Условия комплектования партии
| Сдаточные характеристики
|
| I
| Без испытаний
| Поковки одной или разных родов стали
| –
|
| II
| Определение твердости
| Поковки одной марки стали, совместно прошедшие термическую обработку
| Твердость
|
| III
| Определение твердости
| Поковки одной марки стали, прошедшие термическую обработку по одинаковому режиму
| Твердость
|
| IV
| 1. Испытание на растяжение.
2. Определение ударной вязкости.
3. Определение твердости.
| Поковки одной плавки стали, совместно прошедшие термообработку
| Предел текучести. Относительное сужение.
Ударная вязкость.
|
| V
| То же, что в IV
| Принимается индивидуально каждая поковка
| То же, что в IV
|
Размеры и допуски поковок. При выполнении курсового проекта номинальные размеры поковок следует определять расчетом. Линейные размеры должны быть установлены от исходных баз механической обработки. Допуски на размеры поковок содержатся в отраслевом стандарте ОСТ 1.41187–78 и в ГОСТ 7505–89.
Значение допусков на размеры штампованных
поковок по ОСТ 41187–78
Допуски, указанные в отраслевом стандарте, относятся к линейным размерам штампованных заготовок из стали, титановых сплавов и цветных сплавов (алюминиевых, магниевых, медных), изготовляемых на молотах, прессах и горизонтально-ковочных машинах. Кроме того, в стандарте указаны допустимые величины смещений частей штампа, допустимые коробления заготовок (кривизна, прогиб), допустимые отклонения от соосности прошиваемых отверстий, допуски на штамповочные уклоны и незакоординированные радиусы.
Отраслевой стандарт предусматривает шесть классов точности изготовления заготовок. Первый и второй классы предназначены для элементов штамповок, подвергаемых холодной плоскостной калибровке (чеканке), третий класс – для элементов заготовок, подвергаемых горячей плоскостной калибровке, четвертый класс – для штамповок, изготовляемых обычными методами горячей штамповки с последующей горячей калибровкой. Пятый и шестой классы точности относятся к заготовкам, получаемым обычными методами горячей штамповки.
Для назначения допусков размеры разделяются на вертикальные (H, s, h, h 1) – перпендикулярные плоскости разъема штампа, и горизонтальные – параллельные плоскости разъема штампа (рис. 1).
Допуски на вертикальные размеры назначаются в зависимости от площади проекции штампованной заготовки на плоскость разъема штампа (табл. 2, 3), а допуски на горизонтальные размеры – в зависимости от абсолютной величины размера (табл. 4).

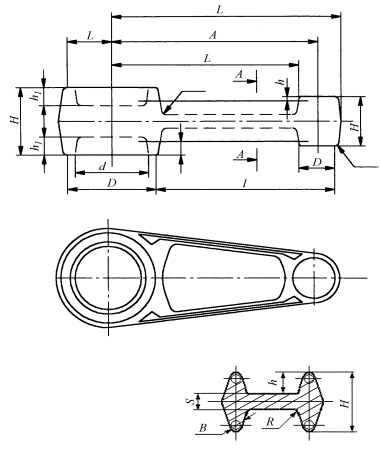
Рис. 1. Поковка штампованная
Кроме того, линейные размеры разделяют по характеру влияния на них износа штампов на пять групп:

1. Размеры
D, d, H, s, b, изменяющие величину при износе штампа с двух сторон в противоположных направлениях, назначают по табл. 2 (вертикальные размеры) и табл. 4 (горизонтальные размеры) для двухстороннего износа штампа. При этом если размер относится к охватываемой (наружной) поверхности заготовки, то отклонение назначают со знаками, указанными в табл. 4. Например, для стальной заготовки 5-го класса точности на размер
D = 90 мм следует назначать допуск

. Если же размер относится к охватывающей (внутренней) поверхности (к выемке)
заготовки, то отклонения принимаются по табл. 4 с обратными знаками. Например, для стальной заготовки 5-го класса точности
на размер
d = 65 мм следует назначить допуск

.
2. Вертикальные размеры h и h 1, изменяющие величину при износе штампа с двух сторон, но в одном направлении. Допуск
на них назначают:
а) если размер h определяет высоту элемента штампованной заготовки и обусловливает износ штампа в одном направлении (по табл. 2);
б) если размер h 1 определяет глубину выемки в штампованной заготовке и обусловливает износ штампа в одном направлении (см. табл. 2), то значение принимается с коэффициентом 1,5
и с обратным знаком. Например, для стальной заготовки 6-го класса точности при площади проекции заготовки на плоскость разъема штампа, равной 180 см2, допуск на размер h 1 составляет  .
.
3. Горизонтальные размеры (b), определяющие длину или ширину элемента штампованной заготовки (ширину ребра, ширину
и длину бобышки и т.д.) и обусловливающие двухсторонний износ штампа. Допуски на них определяются по табл. 4.
4. Горизонтальные размеры (L и L 1) изменяются при износе штампа с одной стороны. Отклонения на них назначаются равными половинным значениям отклонений удвоенных размеров (2 L, 2 L 1), взятым по табл. 4 (двухсторонний износ). Для размера L 1 отклонения принимаются с противоположными знаками.
Например:
а) для L = 60 мм (стальная заготовка, 6-й класс точности) допуск определяется по табл. 4 на размер 2 L = 2 ´ 60 = 120 и будет равен  .
.
б) Для размера L 1 = 70 мм (стальная заготовка 6-го класса точности) допуск следует принимать по размеру 2 L 1 = 2 ´ 70 = 140. Половина допуска с обратными знаками отклонений равна  .
.
5. Горизонтальные размеры (А), на которые не влияет износ штампа. Допуск на них назначают по табл. 5.
Примечание. Допуски на размеры закоординированных радиусов равны половине допусков на соответствующие диаметры.
Таблица 2
Допуски на вертикальные (перпендикулярные плоскости разъема) размеры штамповочных заготовок (двухсторонний износ) ОСТ 1.41187–78
| Площадь штампованной заготовки на плоскость разъема штампа, см2
| Заготовки
|
| из стали и титановых сплавов
| из цветных
сплавов
|
| Классы точности
|
| Свыше
| До
| 4
| 5
| 6
| 4
| 5
| 6
|
| Отклонения, мм
|
|
| 16
| +0,25
–0,10
| +0,4
–0,2
| +0,6
–0,3
| +0,2
–0,1
| +0,3
–0,2
| +0,5
–0,3
|
|
16
| 25
| +0,3
–0,15
| +0,5
–0,3
| +0,7
–0,35
| +0,25
–0,15
| +0,4
–0,2
| +0,6
–0,3
|
| 25
| 40
| +0,35
–0,2
| +0,6
–0,3
| +0,85
–0,4
| +0,3
–0,15
| +0,4
–0,2
| +0,7
–0,4
|
Окончание табл. 2
| Площадь штампованной заготовки на плоскость разъема штампа, см2
| Заготовки
|
| из стали и титановых сплавов
| из цветных
сплавов
|
| Классы точности
|
| Свыше
| До
| 4
| 5
| 6
| 4
| 5
| 6
|
| Отклонения, мм
|
| 40
| 80
| +0,45
–0,2
| +0,7
–0,4
| +1,1
–0,5
| +0,35
–0,2
| +0,5
–0,3
| +0,9
–0,5
|
| 80
| 160
| +0,55
–0,25
| +0,9
–0,4
| +1,4
–0,7
| +0,45
–0,2
| +0,7
–0,35
| +1,1
–0,6
|
| 160
| 320
| +0,7
–0,35
| +1,1
–0,5
| +1,8
–0,9
| +0,55
–0,35
| +0,85
–0,6
| +1,4
–0,9
|
| 320
| 480
| +0,85
–0,4
| +1,3
–0,6
| +2,1
–1,1
| +0,7
–0,35
| +1,1
–0,35
| +1,8
–0,6
|
Таблица 3
Допуски на вертикальные (перпендикулярные плоскости разъема) размеры штампованных заготовок (износ в одном направлении), ОСТ 1.41187–78
| Площадь проекции штампованной заготовки на плоскость разъема штампа, см2
| Заготовки
|
| из стали и титановых сплавов
| из цветных
сплавов
|
| Классы точности
|
| Свыше
| До
| 4
| 5
| 6
| 4
| 5
| 6
|
| Отклонения, мм
|
|
| 16
| +0,05
–0,10
| +0,10
–0,15
| +0,15
–0,20
| +0,05
–0,05
| +0,10
–0,10
| +0,15
–0,15
|
| 16
| 25
| +0,10
–0,10
| +0,15
–0,20
| +0,20
–0,25
| +0,05
–0,10
| +0,10
–0,15
| +0,15
–0,20
|
| 25
| 40
| +0,10
–0,15
| +0,15
–0,25
| +0,20
–0,30
| +0,10
–0,10
| +0,15
–0,15
| +0,20
–0,20
|
| 40
| 80
| +0,10
–0,20
| +0,20
–0,25
| +0,30
–0,40
| +0,1
–0,15
| +0,15
–0,20
| +0,25
–0,30
|
| 80
| 160
| +0,15
–0,20
| +0,20
–0,30
| +0,35
–0,5
| +0,1
–0,15
| +0,28
–0,25
| +0,30
–0,40
|
| 160
| 320
| +0,20
–0,25
| +0,25
–0,40
| +0,45
–0,60
| +0,15
–0,2
| +0,25
–0,36
| +0,35
–0,40
|
| 320
| 480
| +0,20
–0,30
| +0,30
–0,40
| +0,55
–0,70
| +0,20
–0,20
| +0,30
–0,40
| +0,45
–0,65
|
Таблица 4
Допуски на горизонтальные (параллельные плоскости разъема)
размеры штампованных заготовок (двухсторонний износ), ОСТ 1 41187–78
| | Размеры штампованной заготовки, мм
| Заготовки
|
| | из цветных сплавов, алюминиевых, магниевых, медных
| из стали и титановых сплавов
|
| | Классы точности
|
| Свыше
| До
| 4
| 5
| 6
| 4
| 5
| 6
|
| Отклонения, мм
|
|
| 16
| +0,25
–0,10
| +0,30
–0,20
| +0,40
–0,20
| +0,30
–0,15
| +0,40
–0,20
| +0,50
–0,30
|
| 16
| 25
| +0,30
–0,15
| +0,4
–0,20
| +0,60
–0,30
| +0,35
–0,20
| +0,50
–0,30
| +0,60
–0,40
|
| 25
| 40
| +0,35
–0,15
| +0,50
–0,30
| +0,70
–0,40
| +0,40
–0,25
| +0,60
–0,40
| +0,70
–0,50
|
| 40
| 60
| +0,40
–0,20
| +0,60
–0,30
| +0,80
–0,50
| +0,55
–0,30
| +0,70
–0,50
| +0,90
–0,60
|
| 60
| 100
| +0,55
–0,30
| +0,70
–0,40
| +0,90
–0,60
| +0,70
–0,40
| +0,90
–0,60
| +1,10
–0,70
|
| 100
| 160
| +0,70
–0,40
| +0,90
–0,50
| +1,10
–0,70
| +0,85
–0,55
| +1,10
–0,70
| +1,30
–0,90
|
| 160
| 250
| +0,85
–0,55
| +1,10
–0,70
| +1,40
–0,90
| +1,10
–0,70
| +1,30
–0,90
| +1,60
–1,10
|
| 250
| 360
| +1,10
–0,70
| +1,30
–0,80
| +1,60
–1,10
| +1,30
–0,85
| +1,50
–1,1
| +1,80
–1,30
|
| 360
| 500
| +1,3
–0,85
| +1,50
–1,10
| +2,10
–1,40
| +1,50
–1,10
| +1,8
–1,3
| +2,10
–1,60
|
| | | | | | | | | | | |
Таблица 5
Допуски на горизонтальные (параллельные плоскости разъема) размеры штампованных заготовок (не зависящие от износа штампа) ОСТ 1.41187 - 78
| | Размер штампованной заготовки
| Заготовки
|
| | из стали и титановых сплавов
| из цветных металлов
|
| | Классы точности
|
| | Свыше
| До
| 4
| 5
| 6
| 4
| 5
| 6
|
| | Отклонения, мм
|
|
| 40
| 0,10
| 0,15
| 0,20
| 0,05
| 0,10
| 0,15
| |
| 40
| 60
| 0,15
| 0,20
| 0,30
| 0,10
| 0,15
| 0,20
| |
| 60
| 100
| 0,20
| 0,25
| 0, 35
| 0,15
| 0,20
| 0,30
| |
| 100
| 160
| 0,20
| 0,35
| 0,5
| 0,20
| 0,30
| 0,50
| |
| 160
| 250
| 0,35
| 0,5
| 0,7
| 0,25
| 0,40
| 0,70
| |
| 250
| 360
| 0,45
| 0,70
| 0,9
| 0,35
| 0,55
| 0,90
| |
| 360
| 500
| 0,55
| 0,90
| 1,2
| 0,45
| 0,70
| 1,10
| |
| | | | | | | | | | | | | | | | | |
Допуск на незакоординированный радиус R устанавливается в зависимости от величины радиуса по табл. 6.
Таблица 6






