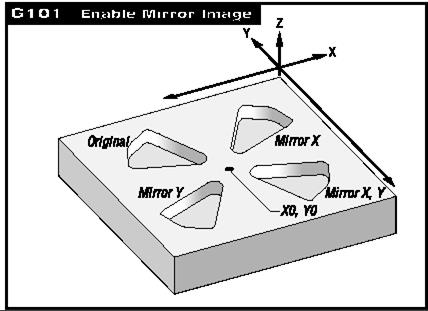
Программируемое зеркальное изображение может быть включено или выключено отдельно для любой из четырех осей. Два кода - немодальные, но зеркальное состояние каждой оси - модальное. Внизу экрана показывается, когда ось в зеркальном отражении. Эти коды должны использоваться в командном блоке без любых других G-кодов, и они не вызовут никакого движения оси. G101 включит зеркальное изображение для любой оси, перечисленной в этом блоке. Фактическое значение, заданное для X, Y, Z, или А-кода, не имеет влияния и должно быть введено как нулевое значение.
Пример:
G101 ХО = Включит зеркальное изображение для Х-оси.
G100 ХО = Выключит зеркальное изображение для Х-оси.
Большинство применений зеркального изображения - это сложные карманы и контуры, и, в основном, собраны в подпрограммы для удобства.
Примечание: После завершения первого элемента нужно сделать зазор Z-оси. Затем нужно включить зеркальное изображение с определением оси. Следующая строка требует координат исходного положения первичного кармана. Следующая строка произведет подачу на требуемую глубину Z-оси, следующая строка содержит вызов подпрограммы или определение контура, и, последняя, положительное движение зазора Z-оси.
Карманы должны быть расположены вокруг данного начала отсчета, обычно описываемого как Х0, Y0.
Примечание: При фрезеровании формы с X-Y перемещениями включение MIRROR IMAGE (зеркальное изображение) даже для одной из X и Y изменит фрезерование против подачи на фрезерование по подаче и/или фрезерование по подаче на фрезерование против подачи. В результате вы можете не получить желаемый тип резки или чистовой обработки. Зеркальное изображение обеих X и Y устранит эту проблему.
Код программы зеркального отображения оси Х

%
O3600
T1 M06 (Инструмент #1 торцевая фреза диаметром.250)
G00 G90 G54 X-.4653 Y.052 S5000 M03
G43 H01 Z.1 M08
G01 Z-.25 F5.
F20.
M98 P3601
G00 Z.1
G101 X0.
X-.4653 Y.052
G01 Z-.25 F5.
F20.
M98 P3601
G00 Z.1
G100 X0.
G28 G91 Y0 Z0
M30
%
%
O3601 (Подпрограмма контура)
G01 X-1.2153 Y.552
G03 X-1.3059 Y.528 R.0625
G01 X-1.5559 Y.028
G03 X-1.5559 Y-.028 R.0625
G01 X-1.3059 Y-.528
G03 X-1.2153 Y-.552 R.0625
G01 X-.4653 Y-.052
G03 X-.4653 Y.052 R.0625
M99
%
ПРОГРАММА ДЛЯ ЗЕРКАЛЬНОГО ИЗОБРАЖЕНИЯ В X, Y, И XY-ОСЯХ
О3700 (Зеркальное изображение X, Y и XY-осей)
Т1 М06 (Инструмент № 1 - концевая фреза диаметром.250)
G00 G90 G54 Х-.2923 Y.3658 S5000 М03
G43H01 Z.1 М08
G01 Z-.25 F5.
F20.
М98 Р3701
G00 Z.1
G101 Х0. (Включить зеркальное изображение Х-оси)
Х-.2923 Y.3658 (Положение на начальных координатах)
G01 Z-.25 F5. (Подача на Z глубину)
F20. (Скорость подачи кармана)
М98 Р3701 (Вызов подпрограммы контура кармана)
G00 Z. 1 (Зазор детали)
G100 Х0. (Отменить зеркальное изображение Х-оси)
G101 Y0. (Включить зеркальное изображение Y-ocu)
Х-.2923 Y.3658
G01 Z-.25 F5.
F20.
М98 Р3701
G00 Z. 1G100 Y0. (Отменить зеркальное изображение Y-оси)
G101 Х0. Y0. (Включить зеркальное изображение X и Y осей)
Х-.2923 Y.3658
G01 Z-.25 F5.
F20.
М98 Р3701
G00Z.1
G100 Х0. Y0. (Отменить зеркальное изображение X и Y осей)
G28 G91 Y0 Z0
М30
%
03701 ( Подпрограмма контура)
G01 X-.469Y1.2497
G03X-.5501 Y1.2967 R.0625
G01 X-1.0804Y1.12
G03 Х-1.12 Y1.0804 R.OG25
G01X-1.2967Y.5501
G03 Х-1.2497 Y.469 R.0625
G01 Х-.3658 Y.2923
G03 Х-.2923 Y.3658 R.0625
М99
%
Фрезерование резьбы
Мы будем использовать следующий пример и пройдем процедуры фрезерования резьбы шаг за шагом для достижения желаемого результата:
ДАННЫЕ:
· Фрезерование резьбы внутреннего диаметра по 1.5 х 8 TPI отверстие
· Использование диаметра.750 х 1.0 резьбовая червячная фреза
· Взять диаметр отверстия 1.500
· Вычесть диаметр фрезы.750 =.750 Затем разделить на 2 =.375
ЭТАП 1: Здесь мы должны включить коррекцию инструмента и ввести в обрабатываемый цикл.
ЭТАП 2: Выполнить весь цикл при одновременном перемещении по Z-оси на один полный шаг резьбы. Это называется винтовая интерполяция.
ЭТАП 3: Вывести цикл и выключить коррекцию инструмента. Примечание: Всегда поднимайте фрезу
I.D. (внутренний диаметр) будет G03; O.D. (наружный диаметр) будет G02. I.D. правая резьба будет двигаться вверх по Z-оси на 1 шаг резьбы. O.D. правая резьба будет двигаться вниз по Z-оси на 1 шаг резьбы.
ШАГ = 1.0/резьба на дюйм
Пример 1.0 разделенный на 8 TPI =.125
Коррекция инструмента не может быть выключена или включена во время дугового перемещения. Линейное включающее и выключающее перемещение должно быть выполнено либо по Х-оси, либо по Y-оси. Это будет максимальная коррекция, которая может быть отрегулирована.
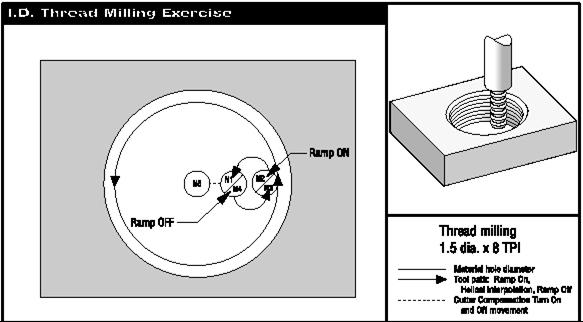
Пример фрезерования внутреннего диаметра I.D.
I.D. Thread Milling Exercise.
ПРИМЕР ПРОГРАММЫ ОПИСАНИЕ
О2300 (Резьбофрезерование 1.5 диам. х 8 TPI)
(Х0, Y0 в центре отверстия)
(Z0 на вершине детали)
(Использование толщины материала.5)
G00 G90 G54 Х0 Y0 S400 М03
G43 H01 Z.1 М08
Z-.6
N1 G01 G41 D01 X.175F25. (Включить коррекцию инструмента)
N2 G03 Х.375 R. 100 F7. (Введение перемещения)
N3 G03 I-.375 Z-.475 (Один полный оборот с Z-движением вверх. 125)
N4 G03 X. 1 75 R. 1 00 (Выведение перемещения)
N5 G01 G40 Х0 Y0 (Отменить коррекцию на режущий инструмент)
G00 Z1.0M09
G28 G91 Y0 Z0
М30
Примечание: Максимальная регулируемость коррекции инструмента равна.175, что более чем достаточно для этого применения.
Начните с нуля в колонке коррекции на диаметр и введите отрицательное число для увеличения диаметра резьбы.
Внешнее нарезание резьбы

ПРИМЕР ПРОГРАММЫ ОПИСАНИЕ
%
О2400 (Резьбофрезерование штыря 2.0 диам.х16ТР1)
(Х0, Y0 в центре штыря)
(Z0 есть на вершине детали)
(Высота штыря 1.125 дюймов)
G00 G90 G54 Х0 Y2.0 S2000 М03
G43 Н01 Z.1 М08
Z-1.0
G41 D01 Х-1.5 Y1.125 (Включение коррекции на режущий инструмент)
G01 Х0. F15. (Линейная интерполяция на штырь)
G02 J-1.125 Z-1.0625 (360 ° винтовой цикл; отрицательное движение Z)
G01 Х1.5 (Линейная интерполяция вне штыря)
G00 G40 Х0 Y2.0 (Выключение коррекции на режущий инструмент)
Z1.0 M09
G28 G91 Y0 Z0
М30
%
Примечание: Включенное перемещение коррекции инструмента может состоять из любого X или Y перемещения с любой позиции на длину, на которую перемещение больше, чем корректируемая величина. Это же правило относится к выключению коррекции на режущий инструмент.






