

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Данный код используется для возврата к основной программе от подпрограммы или макрокоманды. Он также является причиной возврата цикла основной программы без остановки, даже в том случае, если использовалась подпрограмма без Р кода. Если используется М99 Pnnnn, это вызовет переход к строке, которая содержит Nnnnn с тем же числом.
Действии функция М99 в управлении HAAS отличается от управления FANUC. В FANUC М99 Pnnnn осуществляет возврат из подпрограммы в главную программу и дальше работает с номера блока как определенного с М99 Pnnnn. В управлении HAAS команда М99 будет осуществлять переход к определенному номеру блока в текущей программе.
Ниже приведены варианты программ для HAAS и FANUC с одинаковым результатом:
Главная программа:
HAAS FANUC
О0001; О0001;
… …
N50 М98 Р2; N50 М98 Р2;
N51 М99 Р00; …
… N100 (продолжение здесь)
N100 (продолжение здесь) …
… М30;
М30;...
Подпрограмма:
О0002; О0002;
М99; М99Р100;
Имея макрокоманды, Вы можете использовать глобальную переменную и обозначать блок для перехода в подпрограмме как #nnn=ddd. После вызова подпрограммы можно произвести скачок на установленный с помощью переменной номер блока (М99 P#nnn).
Примеры программ
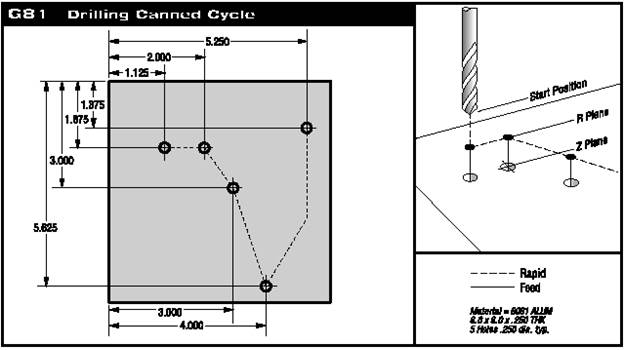
G 81 Сверление фиксированного цикла
|
|
Формат:
G81 Z-_F_R_;
Z = положение дна отверстия, которое будет сверлиться
F = скорость подачи в мм/мин.
R = отношение плоскости, или положение выше ZO
Примечание: Z, F, R коды необходимы для всех фиксированных циклов
Примечание: дополнительные X и У могут быть включены в строку предварительно запрограммированного цикла. В большинстве случаев это – положение первого отверстия для сверления.
Далее приведена программа сверления через алюминиевую пластину (рис. 8-1):
T1 M06
G00 G90 G54 X1.125 Y-1.875 S2500 M03
G43 H01 Z.1
G81 Z-.35 F15. R.1
X2.0
X3.0 Y-3.0
X4.0 Y-5.625
X5.250 Y-1.375
G00 G80 Z1.0
G28
M30
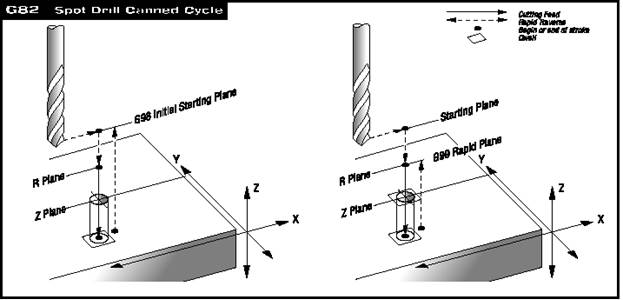
G 82, G 83, G 84 фиксированные циклы
Формат G82
G82 Z-___ F___ R____ Р____;
Это - рекомендуемые коды для сверления с задержкой.
Р = время задержки на дне отверстия в тысячных секунды
300= 300 миллисекунд
300.= 300 секунд
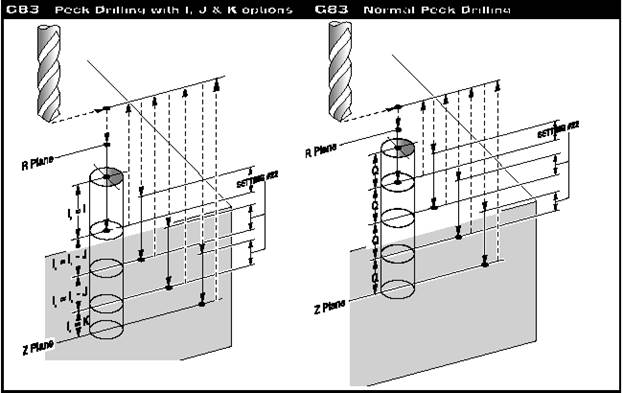
Формат G83
G83 Z-___ F___ R____ Q____
Это - рекомендуемые коды для глубокого сверления.
Q = глубина подачи на врезание с приращением в отрицательном Z направлении.
Пример: Q5 в строке G83 будет осуществлять определенную глубину сверления
разделенную на шаги в 5 мм.
Последняя подача на глубину соответствует остатку.
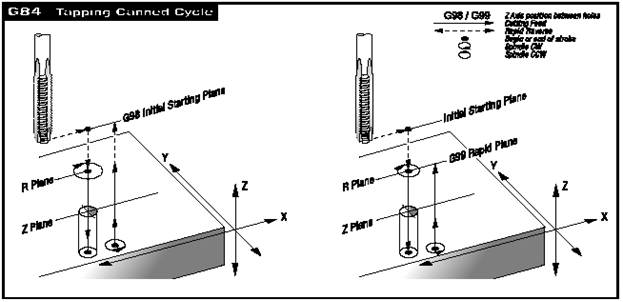
Формат G84
G84 Z- F R
Это - рекомендуемые коды для нарезания резьбы метчиком.
Нет никаких новых кодов для разъяснения.
Примечание: для метки необходим точный расчет частоты вращения и подачи.
Формула подачи: частота вращения шпинделя х шаг в мм за одно вращение = скорость подачи в мм/минуту.
Пример программы
%
O1234
T1 M06 (Инструмент 1.5 X 90 градусное сверление)
G00 G90 G54 X.565 Y-1.875 S1275 M03
G43 H01 Z.1 M08
G82 Z-.175 F10. R.1 P300 >(сверление на глубины половины диаметра фаски)
X1.115 Y-2.750
X3.365 Y-2.875
X4.188 Y-3.313
X5.0 Y-4.0
G00 G80 Z1.0 M09
G83 PROGRAM EXAMPLE HELPFULL NOTES
T2 M06 (Инструмент 2.3125 сверло)
G00 G90 G54 X.565 Y-1.875 S2500 M03
G43 H02 Z.1 M08
G83 Z-.700 F15. R.1 Q.175 (Точка сверления 1/3 диаметра сверла)
X1.115 Y-2.750
X3.365 Y-2.875
X4.188 Y-3.313
X5.0 Y-4.0
G00 G80 Z1.0 M09
G84
T3 M06 (Инструмент #3 3/8-16 метчик)
G00 G90 G54 X.565 Y-1.875 S900 M03
G43 H03 Z.2 M08
G84 Z-.600 F56.25 R.2 >(900 об/мин делится 16TPI = 56.25 IPM)
|
|
X1.115 Y-2.750
X3.365 Y-2.875
X4.188 Y-3.313
X5.0 Y-4.0
G00 G80 Z1.0 M09
G28 G91 Y0 Z0
M30
%
|
|
|

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!