Базовая настройка (значение по умолчанию) - это автоматическая функция управления металлообрабатывающего станка. При включении станка система управления устанавливает исходное положение всех осей, затем значения по умолчанию или предварительно введенные G-коды. Если однажды к вашему удивлению станок вернулся к нулю детали заданному в G54, хотя это не было запрограммировано в программе. Это происходит потому что станок автоматически считывает G54 во время запуска. Это происходит по умолчанию.
Значения по умолчанию HAAS помечены звездочкой в главе «подготовительные функции (G коды)» данного руководства.
Система управления считывает эти G - коды автоматически при включении.
000 УСКОРЕННЫЙ ХОД
017 ПЛОСКОСТЬ Х,Y выбор плоскости Х,Y
040 ОТМЕНА ВЫБОРА КОРРЕКЦИИ РАДИУСА
049 ОТМЕНА ВЫБОРА G43/G44
054 СМЕЩЕНИЕ НАЧАЛА КООРДИНАТ
064 ОТМЕНА ТОЧНОЙ ОСТАНОВКИ
080 ОТМЕНА ФИКСИРОВАННОГО ЦИКЛА
090 АБСОЛЮТНЫЙ РАЗМЕР
098 НАЗАД В ИСХОДНУЮ ТОЧКУ
Не существует значения по умолчанию для скорости подачи F-кода, но если F-код однажды запрограммирован, он является действительным до тех пор, пока не будет введен новый код.
Формат программы
Формат программы или стиль - это важная часть обработки станков ЧПУ. Каждая отдельная программа формируется по-разному, и в большинстве случаев программист не смог бы идентифицировать программу, которую он сам написал. Желательно чтобы программист был постоянным, и, вводил коды таким образом, чтобы потом можно было их прочесть, и в таком порядке, как он видит это в программе.
Например:
X, Y, Z - это порядок появления. Станок будет считывать Х, Y в любом порядке, но мы
хотим постоянно сначала писать X, затем на втором месте Y, а на третьем - Z..
На первой строке или первым блоком в программе, где применяется активный G-код, должен быть номер инструмента и команда смены инструмента. Это было бы самым оптимальным мероприятием по безопасности.
Во второй строке или во втором блоке в программе существует команда быстрой подачи (G00), абсолютная или команда с приращением (G91), рабочая координата ноль Х и Y (G54), координаты позиционирования Х и Y, команда частоты вращения шпинделя (S___), а также команда включения шпинделя по часовой стрелке (МОЗ).
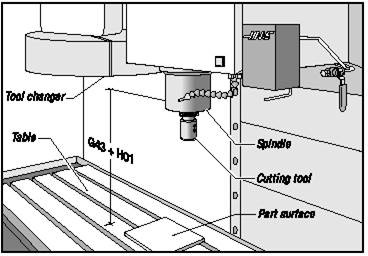
Третья строка или третий блок содержит команду "Считывание компенсации длины инструмента" (G43), а также номер коррекции длины инструмента (H01), движение позиционирования оси Z, (Z.1), и еще опциональная команда включения охлаждающей
жидкости (М08).
Первые три строки программы выглядят следующим образом:
T1 M06;
G00 G90 G54 X0 Y0 S2500 M03;
G43 H01 Z.1 M08;
Все необходимые коды для каждой операции приведены выше.
Вопрос:
Если G00, G90, G54 являются базовыми значениями, тогда почему мы приводим их во второй строке одной программы и для каждого инструмента?
Ответ:
G00, G90, G54 приведены в качестве помощи для оператора/наладчика таким образом, чтобы они смогли определить, нужно ли станок быстро позиционировать, находится ли станок действительно в режиме абсолютных координат, и, как самое важное - в рабочей системе координат. Она всегда разная при различных настройках значений по умолчанию.
Вопрос:
Можем ли мы скомбинировать вторую и третью строчки? Если да, то почему мы пишем строчки отдельно?
Ответ:
Да, четыре G-кода G00, G90, G54 и G43 принадлежат к различным группам. Помните о том, что никакие два G-кода одной и той же группы нельзя приводить на одной строке. Основной причиной для использования 2 строк является безопасность. Помните о том, что за один раз выполняется только одна строка. Координаты Х и Y позиционируются, а затем выполняются длина инструмента и координата Z. Если их уложить вместе, тогда в движении будут все три оси одновременно, и находящееся на пути зажимное приспособление может привести к столкновению. Также находящиеся вместе X, Y, Z при позиционировании увеличивают вероятность столкновения.
Номер инструмента всегда необходимо сопоставить с номером коррекции длины инструмента. Параметр пользователя 15 устанавливает, что номер инструмента и коррекция длины инструмента согласованы. (Пример: Т1 в строке 1 необходимо иметь Н01 в строке #3, и Т2 необходимо иметь Н02 в строке #2).
Циклы обработки
Предварительно запрограммированный цикл применяется для упрощения программирования заготовки. Предварительно запрограммированные циклы определяются для наиболее часто используемых повторяемых процессов на оси Z, как, например, сверление, нарезание резьбы метчиком и расточка. По прошествию выбора один цикл действует, пока не будет отменен кодом G80. В каждом заранее запрограммированном цикле имеется шесть операций:
1) Позиционирование осей Х и Y (в качестве опции А, ось вращения).
2) Быстрый переход в плоскость ссылки
3) Сверления, расточка или нарезание резьбы
4) Операции на дне отверстия
5) Обратный ход в плоскость ссылки
6) Быстрый переход к первоначальной исходной точке
Ранее запрограммированный цикл ограничен в настоящее время операциями в оси Z, т.е. допустима только плоскость G17. Это означает, что при каждом новом выборе позиции на осях Х или Y ранее запрограммированный цикл выполняется на оси Z .. Выполнение цикла варьируется в зависимости от того, является ли активным программирование с приращением (G91) или абсолютное программирование (G90).
Примечание: Если в ранее запрограммированном цикле находится L0, то цикл выполняться не будет, пока управление считывает позицию Х или Y.
Дальнейшую информацию о ранее запрограммированных циклах Вы найдете в разделе
G - коды.
Процедуры настройки
При настройке станка рекомендуется строго придерживаться следующей последовательности действий:
1. Загрузите программу через интерфейс RS 232, или введите вручную, или перепишите ее с гипкого диска в память.
2. Подготовьте инструменты, предназначенные для обработки.
Примечание: Если станок оснащен устройством смены инструмента, необходимо учитывать следующее:
* максимальный вес инструмента может составлять 5 кг.
* необходимо убедиться что существует достаточный зазор между инструментами.
Это расстояние должно быть не меньше 10 см для устройства с 10 ячейками.
* тяжелые инструменты необходимо распределить равномерно по объему
магазина инструмента
3. Используйте тиски или зажимное приспособление, чтобы закрепить заготовку на столе станка.
4. Установите начало координат на закрепленную заготовку. Установленное на заготовке начало координат должно быть идентично с установленной программированием относительной точкой на чертеже изделия. Для установки начала координат, также называемой исходной точкой, может быть применено устройство центрирования или клавиатура. Вспомогательными средствами определяется начало координат при режиме работы вручную с помощью маховика. Если центр фрезерного шпинделя стоит в осях Х и Y над началом координат изделия, нажмите кнопку "OFFSET" и кнопками курсоров "PAGE UP" и "PAGE DOWN" листайте до тех пор, пока на экране не появится начало координат G54. Двигайте курсор пока он не станет в G54 на колонку для оси X. Нажатием кнопки "PART ZERO SET" запоминается положение оси Х относительно станочного начала отсчета на положении курсора. Теперь переместите курсор дальше к колонке оси Y. Новым нажатием кнопки "PART ZERO SET" запоминается положение оси Y относительно станочного начала отсчета на положении курсора. Обычно значения Z и A не изменяются и остаются в нуле.
5. Удалите все инструменты из магазина инструментов. Выберите режим работы MDI, и введите команду Т1 М06 для установки инструмента 1 в шпиндель (он должен быть пустой). Вложите в шпиндель используемый инструмент №1 с помощью клавиши TOOL RELEASE. Нажмите клавишу OFSET и пролистайте вниз до страницы с настройками офсета инструмента, установите курсор на инструмент 1. Не устанавливайте никакие другие инструменты напрямую в магазин. Используйте MDI и ATC FWD/REV для получения инструмента.
6. Выберите ручной режим работы "HANDLE JOG", нажмите и держите клавишу Z- до достижения поверхности детали (верхняя точка детали должна иметь координату 0). Нажмите кнопку "TOOL OFFSET MEASUR", значение Z будет сохранено в офсете инструмента 1. Помните, это значение коррекции работает только с командой G43.
7. Нажмите кнопку "NEXT TOOL", этой кнопкой в фрезерный шпиндель загружается следующий инструмент, инструмент № 2. Если место магазина № 2 еще пустое, инструмент № 2 можно вложить в шпиндель вручную. Затем маховиком двигаем инструмент №2 в ось Z на базовую поверхность.
Курсор автоматически движется дальше к инструменту № 2. Теперь можно опять ввести в память значения коррекции на длину нажатием кнопки "TOOL OFFSET MEASUR".
8. Этот процесс необходимо повторять до тех пор, пока не будут установлены значения коррекции длины всех используемых инструментов.
9. Дайте команду Т1 М06 для загрузки инструмента 1.
10. Теперь станок готов выполнить программу ЧПУ.
11. Обратите внимание, что для оснащения магазина и для определения значений коррекции длины инструмента нельзя нажимать никакие кнопки кроме кнопок "JOG", "TOOL OFSET MEASUR” "NEXT TOOL". Следует также обратить внимание, что значения коррекции длины инструмента активизируются командой G43.
Панель управления оператора

Рис 3-8. Панель управления оператора
При эксплуатации станка с ЧПУ важным является определиться, какой режим работы выбрать. В данном ЧПУ существует шесть видов работы и один синхронный режим.
EDIT Редактирование программ находящихся в памяти
MEM Запуск программы находящейся в памяти
MDI/DNC Ручной ввод программы или выбор режима DNC
HANDLE JOG Использование клавиш прямого управления осями или маховика
ZERO RET Установка нуля станка
LIST PROG Для просмотра, приема или передачи программы
Графическая имитация производится в режиме DISPLAY.
В режимах работы МЕМ или МDI программа может быть запущена кнопкой СYСLЕ START. В то время, когда выполняется программа, режим изменить невозможно. Вам необходимо подождать, пока она закончится, или нажать кнопку RESET, чтобы остановить программу.
Если режим МDI уже выбран, режим работы DNC выбирается повторным нажатием кнопки МDI, в случае, если параметрами пользователя активизирован режим DNС.
В каждом из приведенных режимов работы, используя шесть кнопок дисплея, Вы можете выбрать любые нижестоящие показания:
PROGRAM / CNVRS Показание выбранной программы
POSIT Показание положения оси
OFSET Показание или ввод значений коррекции инструмента и
нулевой точки изделия
CURNT COMDS Показание текущих команд и времени
ALARM / MESMGS Показание сигналов тревоги и сообщений пользователя
PARM / DGNOS Показание установленных параметров или выбор режима
графического моделирования
HELP / CALC Показание справочника пользователя и калькулятора
Если программа уже выполняется, вы можете дополнительно к вышеуказанным показаниям выбрать кнопку LIST PROG для выбора списка программ в памяти. Это может пригодиться для определения, какая программа может быть отредактирована в режиме фонового редактирования BACKGROUND EDIT. Клавиша BACKGROUND EDIT в Вашем распоряжении и может быть выбрана с помощью дисплея программ.
Вся работа станка с ЧПУ управляется пользователем с панели управления. Она охватывает монитор, клавиатуру, выключатель, амперметр, маховик, а также кнопки EMERGENCY STOP (аварийный останов), CYCLE START (запуск цикла), FEED HOLD (останов подачи).
Клавиатура - это плоская мембранная панель, которая приводится в действие лёгким нажатием. При нажатии кнопки SHIFT изменяется функция кнопки согласно голубому знаку в левом верхнем углу. Для каждого переключенного знака кнопку SHIFT необходимо нажать один раз. Если нажать второй раз переключение отменяется. Амперметр - показывает потребляемую мощность двигателя шпинделя. При 100% потребляемой мощности двигатель может работать непрерывно. При мощности в 150% двигатель шпинделя не может работать более 10 минут. После определенного времени уменьшается частота оборотов, и наконец шпиндель может остановиться. Нагрузку шпинделя, которая требует 180 % потребляемой мощности, необходимо уменьшить до 150 %, где уменьшается подача или частота оборотов. Потребляемая мощность может периодически увеличиваться, если изменяется частота оборотов шпинделя.
Маховик - служит для ручного перемещения осей. Каждое деление маховика может составлять 0.001, 0.01, 0.1 или 1 мм. Ось вращения 0.001, 0.01 или 0.1° на шаг. У маховика 100 шагов на одно вращение. Маховик может использоваться также для движения курсора на мониторе в режиме работы EDIT. Как опция предлагается портативный маховик. С портативным маховиком возможны все применения стандартного маховика. Для более подробной информации смотри раздел "Ручное управление".
При нажатии кнопки EMERGENCY STOP (аварийный останов) прекращаются всяческие движения станка, включая серводвигатели, шпиндель, сменщик инструментов и насос охлаждающей жидкости. Если включена внутренняя подача охлаждающей жидкости. Тогда появляется слегка измененное поведение при нажатии этой кнопки. Описание смотри в разделе TSC.
При нажатии кнопки CYCLE START (начало цикла) запускается программа, которая проходит в режиме работы МЕМ или MDI для продолжения движения после остановки подачи FEED HOLD или после поблочного режима SINGLE BLOCK.
При нажатии кнопки FEED HOLD (остановка подачи) останавливаются все движения осей, пока не будет нажата кнопка CYCLE START (запуск цикла).
Внимание!
Кнопкой FEED HOLD шпиндель, сменщик инструмента или насос охлаждающей жидкости не останавливаются. Движения некоторых вспомогательных осей не прекращаются.
Кнопкой SINGLE BLOCK (поблочный режим) включается и выключается состояние SINGLE BLOCK на клавиатуре. В состоянии SINGLE BLOCK устройство управления обрабатывает один блок и затем останавливается. При каждом нажатии кнопки CYCLE START обрабатывается следующий блок.
Кнопкой RESET (сброс) на клавиатуре всегда останавливается движение серводвигателей, шпинделя, насоса охлаждающей жидкости и сменщика инструмента. Она служит также для остановки текущей программы. Однако этот метод не рекомендуется для остановки станка, поскольку с такого положения слишком тяжело будет продолжать. SINGLE BLOCK и FEED HOLD предусмотрены для прерывания работы с продолжением программы. Кнопкой RESET не останавливают движения вспомогательных осей, но они останавливаются после выполнения операции перемещения. Если внутренняя подача охлаждающей жидкости включена, нажатием RESET поведение станка слегка изменяется (См. раздел внутренней подачи охлаждающей жидкости).
Дисплей является единственным наглядным средством управления. На нем можно
увидеть все данные.
Кнопками F1, F2, FЗ и F4 выполняются различные функции, в зависимости от выбора
параметров и режима. Ниже следует обзор кнопок F:
F1 В режиме работы EDIT и при показаниях PROGRAM DISPLAY будет активирован выбор блока. В режиме LIST PROG кнопкой F1 дублируется находящаяся в памяти программа и опознается с новым именем из командной строки.
В экране офсета устанавливает введенное значение.
F2 В режиме работы EDIТ и при показаниях PROGRAM DISPLAY будет деактивирован выбор блока.
F3 В режиме работы EDIT и MDI кнопкой FЗ копируется выделенная вспомогательная строка для круговых движений в строке ввода данных в нижнем краю дисплея. Это необходимо тогда, когда Вы хотите применить решение, которое будет создавать круговые движения. Нажмите кнопку INSERT (вставка), чтобы внести эти команды для кругового движения в вашей программе.
F4 В режиме работы МЕМ и при показании PROGRAM DISPLAY выбирается или
фоновое редактирование BACKGROUND EDIT или обзор программы PROGRAM REVIEW. BACKGROUND EDIT выбирается с вводом Оnnnn с подлежащим редактированию номером программы. PROGRAM REVIEW выбирается только нажатием F4. При этом обзор текущей программы показан с левой стороны дисплея, а справа программист может посмотреть программу.
Во вспомогательной функции калькулятор служит для загрузки, суммирования, умножения или деления данных для угловых, круглых форм или фрезерования с калькулятором.
Клавиатура имеет 132 кнопки. Они разделены на группы:
Кнопки RESET 3 кнопок
кнопки FUNCTION 8 кнопок
Кнопки JOG 15 кнопок
Кнопки OVERRIDES 15 кнопок
Кнопки DISPLAYS 8 кнопок
Кнопки CURSOR 8 кнопок
Кнопки ALPHA 30 кнопок
Кнопки MODE 30 кнопок
Цифровые кнопки 15 кнопок
Более точное описание, как и когда применять эти кнопки, можно найти в перечне тем. Ниже вы найдете краткое описание кнопок на панели управления:
Кнопки RESET: Кнопки RESET находятся в верхнем левом углу панели.
RESET останавливает все движения станка и управление становится на начало действующей программы
Power UP/ после включения машины нажатием этой кнопки каждая ось
RESTART перемещается в ноль станка и затем инструмент №1
загружается в фрезерный шпиндель.
TOOL CHANGER после прерывания процесса смены инструмента с помощью представ-
RESTORE: ленного на дисплее диалога магазин приводится в основное
положение.
Функциональные кнопки:
Под кнопками RESET находятся функциональные кнопки. Существует восемь функциональных кнопок, которые служат для выполнения специальных функций, имеющихся в программном обеспечении управления.
F1 -F4 Используются для редактирования, графики, фонового редактирования
и вспомогательного расчета при выполнении специальных функций.
TOOL OFSET Служит для запоминания значений коррекции длины инструмента в
MESUR памяти коррекции во время настройки.
NEXT TOOL Предназначена для замены следующим инструментом во время установки
детали.
TOOL RELEASE Выталкивание инструмента из шпинделя в режим MDI, (также кнопка
установлена на крышке шпиндельной бабки). Время реакции
захватного узла при загрузке и разгрузке составляет 0,5 секунд. Во
время загрузки и разгрузки конус продувается.
PART ZERO RET Служит для автоматической установки действительных позиций осей в
качестве нулевой точки изделия во время настройки.






