Принцип можно понять, если произвести ручное перемещение всех осей станка. При проведении перехода в начало координат при запуске станка, все три оси приводятся в крайнее положительное направление до включения конечного ограничителя. Если это действие выполнено, единственно возможное направление смещения находится на всех трех осях в отрицательном направлении так так, при переходе станка в исходное положение, автоматически устанавливается новое начало координат для каждой из трех осей. Оно располагается на грани области перемещения каждой оси. Только установкой начала координат где-либо в диапазоне перемещения каждой оси могут быть сделаны новые квадранты.
Иногда при обработке заготовки полезным бывает использование более чем одного квадранта Х и Y. Хорошим примером для этого является круглое изделие, чьи характерные линии проходят через среднюю точку. Конфигурация такой заготовки может выглядеть следующим образом:
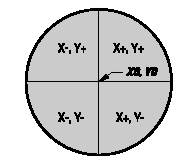
Рис. 3-5 При обработке данной заготовки необходимо захватывать все 4 квадранта.
Здесь приведены только некоторые примеры того, как могут использоваться квадранты Х и Y. При наработке дальнейшего опыта в программировании и оснащении металлообрабатывающих станков каждый программист и наладчик может развивать свои методы. Некоторые методы могут быть быстрее имеющихся, однако необходимо учитывать все требования и соответствующие задания, а также необходимо учитывать выполненные заказы.
Абсолютное и относительное позиционирование
До сих пор мы имели дело с системой инструментального позиционирования, которое известно как абсолютное позиционирование. При абсолютном позиционировании все координаты введены относительно оригинала (фиксированного начала координат), который может рассматриваться в качестве нулевой точки изделия.
Иным видом позиционирования является относительное позиционирование (позиционирование с приращением). Относительное указывает на расстояние перемещения и направление. Новая координата вводится ссылаясь на отношение к предыдущему положению, а не относительно фиксированного начала координат или исходной точки.
Другими словами, после выполнения информационного блока положение, которое сейчас имеет инструмент, представляет новое начало координат для дальнейшего перемещения.
Пример применения системы с приращением приведен ниже. Обратите внимание, что для смещения с Х4.25 в Х2.025 на шкале было проведено перемещение с приращением Х-2.225,однако, перемещением инструмент все еще позиционируется на положительной стороне шкалы.
Вместе с тем перемещение из последней точки определено без учета начала координат. Знаки + и - служат характеристиками направления без учета начала координат.
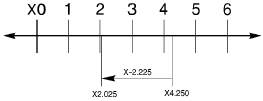
Рис. 3-6 Пример позиционирования с приращением
Следует учитывать, что мы сделали это при абсолютном позиционировании с указанием расстояния и направления от фиксированного начала координат, и что позиционирование с приращением ссылается на расстояние и направление относительно последнего положения.
Программирование с кодами
Программа написана как набор команд, который устанавливает последовательность
выполнения. Эти команды могут выглядеть следующим образом:
СТРОКА # 1 = ВЫБОР ИНСТРУМЕНТА
СТРОКА # 2 = ВКЛЮЧЕНИЕ ШПИНДЕЛЯ И ВЫБОР СКОРОСТИ ВРАЩЕНИЯ
СТРОКА # 3 = ВКЛЮЧЕНИЕ ПОДАЧИ СОЖ
СТРОКА # 4 = БЫСТРОЕ ПОЗИЦИОНИРОВАНИЕ В НАЧАЛЬНУЮ ТОЧКУ
СТРОКА # 5 = ВЫБОР ПОДВОДА И НАЧАЛО ОБРАБОТКИ
СТРОКА # 6 = ВЫКЛЮЧЕНИЕ ШПИНДЕЛЯ И СОЖ
СТРОКА # 7 = ИНСТРУМЕНТ В ПОЛОЖЕНИЕ ОСТАНОВА, ВЫБОР СЛЕДУЮЩЕГО
ИНСТРУМЕНТА и т.д.
Однако данные команды система управления станка может воспринимать только, если они введены как коды станка.
Перед тем как объяснить значения и применения кодов, необходимо изложить следующие правила:
1) Коды разделены на группы. Каждая группа кодов имеет свой специальный номер группы.
2) G - код одной и той же группы может быть заменен другим кодом из группы. При таких действиях программист устанавливает вид работы. Код одной группы на одной строке может использоваться не более одного раза.
3) Существуют модальные G-коды, которые остаются действенными после установки до тех пор, пока не будут заменены другим кодом из этой же группы.
4) Не существует модальных G-кодов, которые после произведенного вызова эффективны только в блоке вызова и, которые будут забыты незамедлительно управлением.
Данные правила являются действительными для применения общего программирования управления ЧПУ. Для написания эффективных программ, необходимо запомнить правила кодирования групп кодов.
G - КОДЫ:
G00 Быстрое перемещение, служит для позиционирования без обработки.
Примечание: скорость 18 м/мин.
G01 ЛИНЕЙНАЯ ИНТЕРПОЛЯЦИЯ, или прямая интерполяция. Процесс во
время обработки.
Примечание: Скорость подвода программируется 0 - 5000 мм/мин
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ - по часовой стрелке
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ - против часовой стрелке
G28 НАЗАД К ТОЧКЕ НАЧАЛА ОТСЧЕТА (с быстрой подачей)
G40 ВЫБОРКА КОРРЕКЦИИ РАДИУСА (нет коррекции радиуса инструмента)
G41 КОРРЕКЦИЯ РАДИУСА СЛЕВА (коррекции траектории инструмента
слева от контура)
G42 КОРРЕКЦИЯ РАДИУСА СПРАВА (коррекции траектории инструмента
справа от контура)
G43 КОМПЕНСАЦИЯ ДЛИНЫ ИНСТРУМЕНТА
G54 СМЕЩЕНИЕ НАЧАЛА КООРДИНАТ № 1
G80 ОТМЕНА РАНЕЕ ЗАДАННОГО ЦИКЛА
G81 ЦИКЛ СВЕРЛЕНИЯ
G82 ЦИКЛ СВЕРЛЕНИЯ С ВРЕМЕНЕМ ЗАДЕРЖКИ
G83 ЦИКЛ ГЛУБОКОГО СВЕРЛЕНИЯ ОТВЕРСТИЙ
G84 ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ
G90 АБСОЛЮТНЫЕ РАЗМЕРЫ
G91 РАЗМЕРЫ С ПРИРАЩЕНИЕМ (указание относительных размеров)
G98 НАЗАД В ИСХОДНУЮ ТОЧКУ
G99 НАЗАД В ПЛОСКОСТЬ ССЫЛКИ
М- КОДЫ:
МОО ОСТАНОВ ПРОГРАММЫ. Для продолжения процесса нажать СУС1-Е 5ТАРТ
(ЗАПУСК ЦИКЛА)
М01 ОПЦИОНАЛЬНЫЙ ОСТАНОВ. Нажать кнопку опциональной остановки на панели
управления
М02 КОНЕЦ ПРОГРАММЫ. Продолжаться не может.
МОЗ ВКЛЮЧЕНИЕ ШПИНДЕЛЯ CW (по часовой стрелке). С заданной скоростью вращения
М04 ВКЛЮЧЕНИЕ ШПИНДЕЛЯ ССW (против часовой стрелки). С заданной скоростью вращения
М05 ОСТАНОВ ШПИНДЕЛЯ
М06 СМЕНА ИНСТРУМЕНТА. Сюда относится номер инструмента на той же
строке. Данной командой шпиндель останавливается автоматически.
М08 ВКЛЮЧЕНИЕ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
М09 ВЫКЛЮЧЕНИЕ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
МЗО КОНЕЦ ПРОГРАММЫ. Конец программы и возврат к началу программы.
М97 LOCAL SUB. Вызов местной (локальной) подпрограммы.
М98 SUB PROG. Вызов глобальной подпрограммы.
М99 RETURN OD. JМР Конец подпрограммы и возврат на начало вставки одной
в другую.
Примечание: В одной строке может использоваться только один "М" - код. Будет выполнен последний "М" – код.






