Сварочного трансформатора ТД-500
 Сварочный трансформатор ТД-500 служит для питания одного сварочного поста при ручной дуговой сварке. Принципиальная электрическая схема сварочного трансформатора ТД-500 представлена на рис. 5.
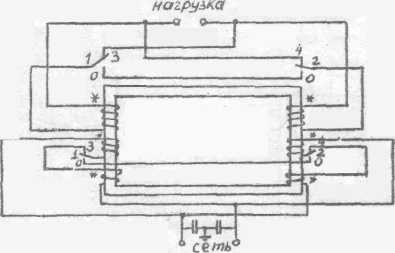
Сварочный трансформатор ТД-500 служит для питания одного сварочного поста при ручной дуговой сварке. Принципиальная электрическая схема сварочного трансформатора ТД-500 представлена на рис. 5.
Рис. 5. Принципиальная электрическая схема ТД-500
Сварочный трансформатор - однофазный. Обмотки трансформатора имеют по две катушки. Катушки вторичной обмотки подвижные. ТД-500 имеет два диапазона: больших токов и малых токов. Попарное параллельное соединение катушек обмоток (рис. 5) дает диапазон больших токов. Диапазоны тока устанавливаются переключателем барабанного типа, рукоятка которого выведена на крышку. При этом контакты 1-3, 2-4 размыкаются и замыкаются контакты 1-0, 2-0 (диапазон малых токов).
При последовательном соединении катушек в обмотках (сравнить с параллельным) ступенчато возрастает сопротивление обмоток, сварочный ток ступенчато уменьшается. При: последовательном соединении небольшая часть витков первичной обмотки отключается, и напряжение холостого хода повышается. Это благоприятно отражается на зажигании и горении дуги при сварке на малых токах.
Плавное регулирование силы сварочного тока в каждом диапазоне осуществляется с помощью рукоятки, находящейся сверху трансформатора. Вращением рукоятки перемещаются вторичные катушки, и тем самым плавно изменяется расстояние между обмотками и I св. При сближении обмоток I св увеличивается.
Для ручной дуговой сварки от источника питания требуется падающая внешняя характеристика. На рис. 6 показана падающая внешняя характеристика источника тока (1) и статическая дуги (2).
А – точка зажигания дуги;
В – точка устойчивого горения дуги;
U хх – напряжение холостого хода;
U з – напряжение зажигания дуги;
U д – напряжение дуги в процессе сварки;
I св – сварочный ток;
I кз –ток короткого замыкания
Рис. 6. Внешняя характеристика источника питания (1) и ВАХ дуги (2)
Падающая внешняя характеристика источника питания при ручной дуговой сварке необходима для устойчивого горения дуги, так как при этом на пересечении ВАХ источника и дуги имеется точка В, в которой происходят саморегулирование процесса изменения U д и I св. Например, при увеличении I св. в дуге (точка 3) напряжение источника питания (кривая 1) оказывается меньше U д, что приводит к уменьшению I св. При уменьшении I св (точка 4) напряжение источника питания становится больше U д, что автоматически приводит к увеличению тока (возврату в точку В).
Для ручной дуговой сварки более желательны источники питания с крутопадающей внешней характеристикой, так как в этом случае при одной и той же величине колебания напряжения на дуге (длины дуги) обеспечивается меньшее изменение сварочного тока.
Внешняя характеристика сварочного трансформатора ТД-500 показана на рис.7.
______ диапазон больших токов,
_ _ _ _ диапазон малых токов
1 и 3 при раздвинутых обмотках;
2 и 4 при сдвинутых обмотках
Рис. 7. Внешняя характеристика трансформатора ТД-500
Основные технические данные ТД-500
| 1
| Номинальный сварочный ток
| 500
| А
|
| 2
| Пределы регулирования I св
|
|
|
| а) в диапазоне малых токов
| 85 – 240
| А
|
| б) в диапазоне больших токов
| 240 – 650
| А
|
| 3
| Напряжение холостого хода
|
|
|
| а) в диапазоне больших токов
| 60
| В
|
| б) в диапазоне малых токов
| 76
| В
|
| 4
| Продолжительность цикла сварки (продолжительность горения дуги плюс пауза)
| 5
| мин
|
| 5
| Отношение продолжительности рабочего периода (горения дуги) к продолжительности цикла (ПР)
| 60
| %
|
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, МАТЕРИАЛЫ
Сварочный трансформатор ТД-500 с электроизмерительными приборами, балластный реостат.
ОХРАНА. ТРУДА
Перед началом работы лаборанту необходимо проверить:
1. Наличие в лаборатории противопожарного инструмента: (ящик с песком, ведро, огнетушитель, совок и др.).
2. Заземление корпуса источника питания и балластного реостата.
3. Схему электрической цепи и плотность присоединения наконечников и клемм источника питания и балластного реостата.
4. Исправность источника питания и реостата. Категорически запрещается применять провода с поврежденной изоляцией. Студенты не должны открывать панели и крышки источника питания
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Внешняя характеристика трансформатора ТД-500 снимается по показаниям вольтметра и амперметра, включенных во вторичную цепь сварочного трансформатора (рис.8, а). Эта схема неудобна в работе, так как непрерывно колеблются напряжение и ток дуги, связанные с колебаниями длины дуги. Гораздо удобнее для работы схема, изображенная на рис. 8, б, где электрическая дуга заменена сопротивлением балластного реостата. Изменяя сопротивление балластного реостата, изменяем силу тока нагрузки, а следовательно, и напряжение на вторичной обмотке. Замеряя для разных сопротивлений U и I, получаем зависимость U от I.
В работе необходимо снять четыре внешних характеристики:
1, 2 В диапазоне малых и больших токов при максимально сдвинутых обмотках h =30 мм.
3, 4 В диапазоне малых и больших токов при максимально раздвинутых обмотках h = 230 мм.
Для выполнения работы
Начертить в тетрадь табл. 1.
Поставить ручку переключения диапазонов в положение "М".
Сблизить обмотки трансформатора до предела с помощью ручки плавного регулирования силы сварочного тока (h =30 мм),
Включить схему в работу кнопкой ТД при всех выключенных рубильниках балластного реостата и записать по показаниям вольтметра значения напряжения холостого хода U хх.
Замыкая рубильники балластных реостатов, записать значения тока I и напряжения U по показаниям амперметра и вольтметра. Последний опыт соответствует всем включенным рубильникам балластных реостатов.
Раздвинуть обмотки сварочного трансформатора на расстояние 230 мм повторить п.п. 5.4, 5.5.
Переключить обмотки трансформатора с последовательного на параллельное включение передвижением ручки переключения диапазонов тока из положения "М" в положение "Б" и повторить п.п. 5.3 – 5.6.
На основании полученных замеров построить четыре ВАХ трансформатора ТД-500.
а) б)
Рис. 8. Схема снятия внешней характеристики источника питания
Таблица 1
| Диапазон МТ
| h =30 мм
| I, А
|
|
|
|
|
|
|
|
| U, В
|
|
|
|
|
|
|
|
| h = 230 мм
| I, А
|
|
|
|
|
|
|
|
| U, В
|
|
|
|
|
|
|
|
| Диапазон БТ
| h =30 мм
| I, А
|
|
|
|
|
|
|
|
| U, В
|
|
|
|
|
|
|
|
| h = 230 мм
| I, А
|
|
|
|
|
|
|
|
| U, В
|
|
|
|
|
|
|
|
СОДЕРЖАНИЕ ПИСЬМЕННОГО ОТЧЕТА
1. Основные требования, предъявляемые к источникам питания.
2. Принципиальная электрическая схема ТД-500.
3. Внешняя характеристика источника питания и ВАХ дуги (схема).
4. Внешняя характеристика трансформатора ТД-500.
5. Таблица полученных результатов.
6. График зависимости напряжения от величины тока (по таблице 1).
ВОПРОСЫ ДЛЯ САМОПОДГОТОВКИ
1. Основные требования, предъявляемые к источникам питания.
2. Принципиальные электрические схемы сварочных трансформаторов.
3. Основные узлы сварочного выпрямителя-, эл. схемы.
4. Принципиальная электрическая схема ТД-500.
5. Получение падающих внешних характеристик в трансформаторах и регулирование I св в ТД-500,
6. Внешняя характеристика источника питания и ВАХ дуги.
7. Внешние характеристики трансформатора ТД-500 и как они получаются.
8. За счет чего обеспечивается устойчивое горение дуги?
СПИСОК ЛИТЕРАТУРЫ
1. Браткова, О.Н. Источники питания сварочной дуги. - М.: Высшая школа, 1982. - 182 с.
2. Оборудование для дуговой сварки: справочное пособие./ под ред. В.В.Смирнова. - Л.: Энергоатомиздат, 1966. – 656 с.
МИНИСТЕРСТВО ОБРАЗВОАНИЯ И НАУКИ РФ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им Р.Е. Алексеева»
Кафедра: «Технологические машиностроительные комплексы»






