1. Осциллятор
Схемы могут быть различны. Осциллятор может быть как отдельным элементом, так и встроенный в источник блок.
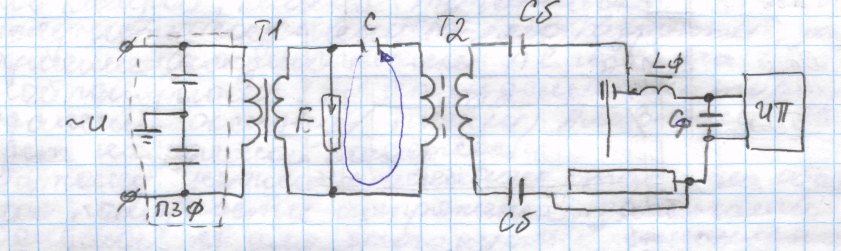
ПЗФ – помехозащитный фильтр от помех, создаваемых осциллятором.
~U – подается на Е1 повышающий трансформатор с увеличенным рассеянием.
U2 ~ 1-2 кВ. и это напряжение обеспечивает прохождение I2 С-конденсатора заряжается пока не будет достигнуто U пробоя разрядника U пробоя – регулируется в зависимости от зазора разрядниками.
С и Т2 образуют колебательный контур с собственной колебательной частотой f = 0,1¸2 мГц. Чем Uпроб вышеU на выходе осциллятора. Чтобы ток Т1 был небольшой здесь имеется большое индуктивное сопротивление рассеяния.
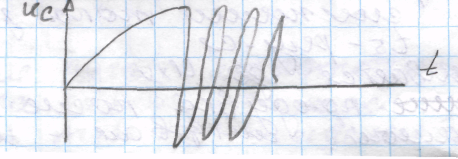
Осциллятор выдает пачки.
| - не стальной сердечник
| - это ферритный сердечник
| - повышение в 8 раз
Сб – блокировочные разделительные конденсаторы, которые защищают горелку от попадания на нее высокого напряжения, низкой частоты, в случае пробоя конденсатора С. Хс = 1/ 2¶fС
Фильтр защищающий источник питания Это осциллятор параллельного включения.
Так же возможно использование осцилляторов последовательного включения.
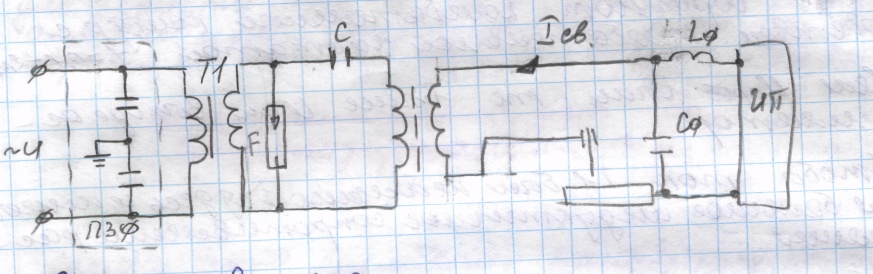
Сб не ставиться. Марка осциллятора ОП
2. Импульсный стабилизатор горения дуги
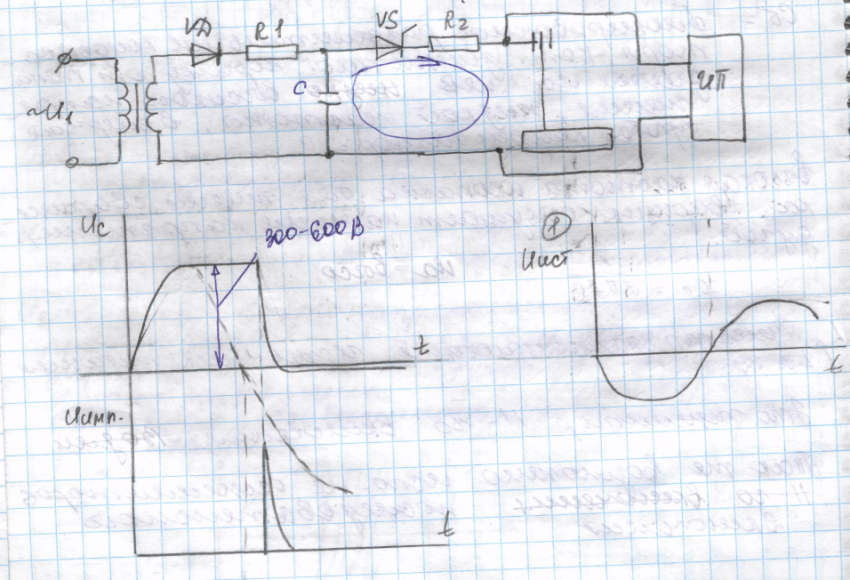
В источниках питания самого осциллятора нет. Повышающий трансформатор U2 не менее 220В.
Uисп – полярность прямая. На конденсатор через диод подается положительное напряжение. Когда конденсатор зарядился Uс = const. При переходе на обратную полярность конденсатор разряжается на дуговой промежуток.
Импульс короткий t = 80 ¸ 100мкс
Uзар. = 300-600 В
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ им. Р.Е. АЛЕКСЕЕВА»
Кафедра «Машиностроительные технологические комплексы»
ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ
ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
И МЕТОДАМ ИХ ИСПЫТАНИЙ
Методические указания к лабораторной (практической) работе №1
по курсу "Источники питания"
для студентов специальностей
15.03.01 и др. всех форм обучения
Нижний Новгород
2015 г.
Составитель: И.К. Козлов
УДК 621.791.03:006.354
Современные требования к источникам питания для электродуговой сварки и методам их испытаний: Методические указания к лабораторной работе по дисциплине «Источники питания» для студентов специальностей 15.03.01 и др. всех форм обучения /НГТУ; Сост.: И.К. Козлов. Н. Новгород, 2015.. – 15 с
Приведены краткие сведения по современным требованиям к источникам питания для электродуговой сварки и рассмотрены методы их испытаний.
Нижегородский государственный технический университет.
Типография НГТУ. 603600, Н. Новгород, ул. Минина, 24.
©Нижегородский государственный
технический университет, 2015
1 Цель работы
Ознакомиться с нормативными и общетехническими требованиями к источникам питания электродуговой сварки и методам их испытаний
Общие положения
Реформа технического регулирования в Российской Федерации осуществляется в рамках общего реформирования российской экономики и в рамках мероприятий, проводимых при вступления России в ВТО.
С 1 июля 2003 года вступил в силу Федеральный закон Российской Федерации “О техническом регулировании”.
Законодательство о техническом регулировании вводит следующие принципиальные положения:
Обязательные требования к продукции и процессам, связанные с повышенным риском для общества, граждан, окружающей среды, устанавливаются в технических регламентах, а показатели качества продукции и услуг, важные для бизнеса и потребителей, устанавливаются в стандартах и являются добровольными.
Соответствие продукции требованиям технических регламентов, стандартов или хозяйственных договоров подтверждаются органами по сертификации, испытательными лабораториями и другими органами. Общество и бизнес должны быть уверенны в компетентности этих органов.
К основным направлениям реформы в сфере технического регулирования, которые обеспечивают достижение целей, поставленных в Федеральном законе “О техническом регулировании”, следует отнести:
- разделение в нормативных документах обязательных и добровольных требований, повышение правового уровня принятия технических регламентов, содержащих обязательные требования, и придание стандартам статуса документов для добровольного применения;
- установление обязательных требований только в отношении защиты и здоровья людей, животных и растений, защиты имущества, охраны окружающей среды, предупреждения действий, вводящих в заблуждение приобретателей и электромагнитной совместимости.
В настоящее время требования к объектам технического регулирования устанавливаются Техническими Регламентами, разрабатываемыми непосредственно конкретными предприятиями и организациями. При этом Государственные стандарты Российской Федерации из основного инструмента государственного технического регулирования трансформируются в российские национальные стандарты – признанные обществом технические правила.
В соответствии с требованиями Закона “О техническом регулировании” предъявляемыми к разработке, производству и обязательной сертификации оборудования для сварки, пайки, наплавки и резки (код ОКП 344100-344199),
источники питания (344180) должны соответствовать требованиям ниже указанных регламентов:
“О безопасности машин и оборудования”;
“О низковольтном оборудовании”;
“Об электромагнитной совместимости”;
ГОСТ Р МЭК 60974-1:2004 “Источники питания для дуговой сварки. Требования Безопасности”; а также ГОСТ Р МЭК 60974-11:2004 “Электрододержатели”;ГОСТ Р МЭК 60974-12:2003 “Соединительные части сварочных кабелей”.
Промышленное сварочное оборудование, кроме агрегатов передвижных сварочных (344183), принадлежностей к электросварочному оборудованию (344193) не подлежит обязательной сертификации. Следует иметь в виду, что оборудование для газопламенной обработки металлов (3645..), а также любое сварочное оборудование относящееся к категории «бытовое» подлежат обязательной сертификации.
Промышленное сварочное оборудование не подлежащее обязательной сертификации в соответствии с Постановлением Правительства РФ № 982 от 01.12.2009 г. подлежит декларированию соответствия. Обязательным условием декларирования является наличие технических условий на изделие.
Сварочное оборудование применяемое при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов подлежит аттестации в соответствии с РД 03-614-03 структурами НАКС.
Требования к источникам питания
Определяющим с точки зрения требований к источникам питания является ГОСТ Р МЭК 60974-1-2004, который соответствует принятому во всем мире стандартуIEC 60974-1:1989/ Однако, в РФ до настоящего времени в число основных нормативных документов входит ГОСТ 12.2.007.8-75 «Устройства электросварочные и для плазменной обработки. Требования безопасности». В данном стандарте, в отличии от ГОСТ 60974, представлены требования по безопасности не только для дуговой и плазменной сварки, но и для контактной, электроннолучевой и других способов.
Стандарты определяют требования техники безопасности к конструкции источников питания и требования к их рабочим характеристикам
Применение указанных стандартов не исключает требований действующих нормативных документов, дополняющих этот стандарт, переведенных в настоящее время в категорию “добровольных”.
В стандарте представлены основные термины и определения, а так же нормативные ссылки и условия эксплуатации источников питания.
В стандарте ГОСТ 60974 определены формулировки понятий:
- падающая внешняя характеристика источника питания – внешняя статическая характеристика, которая в своем нормальном сварочном диапазоне является такой, что при увеличении тока нагрузки напряжение уменьшается более чем 7 В/100 А.
- жесткая внешняя характеристика источника питания – внешняя статическая характеристика, которая в своем нормальном сварочном диапазоне является такой, что при увеличении тока нагрузки напряжение либо уменьшается менее чем на 7 В/100 А или возрастает менее чем на 10 В/100 А.
Продолжительность включения ПН (Х) определена как отношение продолжительности работы под нагрузкой (время сварки) к продолжительности полного цикла работы (время сварки и холостого хода). При продолжительность одного полного цикла работы 10 мин и ПН 60% время непрерывной нагрузки должно составлять 6 мин, а период холостого хода – 4 мин.
Определены условия испытания источников питания, в соответствии которым испытания должны проводиться при температуре окружающего воздуха от 10 °С до 40 °С, при этом разрешен доступ измерительной аппаратуры только через отверстия с крышками, смотровые люки или легкоснимаемые панели, предусмотренные изготовителем.
Класс точность электроизмерительных приборов при типовых испытаниях должен быть равен 0,5, а при стандартных – 1,5. Исключение составляют измерения сопротивления изоляции и электрической прочности диэлектрика, где точность измерения не установлена.
Условием соответствия источника питания нормативной документации является проведение типовых периодических испытаний в следующей последовательности:
1. Внешний осмотр, в том числе на наличие отклонений от технической
документации;
2. Сопротивление изоляции;
3. Термические требования;
4. Термическая защита;
5. Проверка корпуса;
6. Ударопрочность;
7. Устройства для перемещения;
8.Устойчивость к падению;
9. Защита, обеспечиваемая корпусом;
10. Диэлектрическая прочность
При приемосдаточных операциях дополнительно контролируется:
1. Отсутствие обрывов, в том числе в защитной цепи;
2. Номинальное напряжение холостого хода;
3. Номинальный, минимальный и максимальный сварочный ток.
ГОСТ 12.2.007.0-75 устанавливает пять классов электротехнических изделий по способу защиты человека от поражения электрическим током: 0; 01; I; II; III.
К классу 0 должны относиться изделия, имеющие, по крайней мере, рабочую изоляцию и не имеющие элементов для заземления. К классу 01 – изделия, имеющие, по крайней мере, рабочую изоляцию, элемент для заземления и провод без заземляющей жилы для присоединения к источнику питания. К классу I должны относиться изделия, имеющие, по крайней мере, рабочую изоляцию и элемент для заземления. В случае если изделие класса I имеет провод для присоединения к источнику питания, этот провод должен иметь заземляющую жилу и вилку с заземляющим контактом. К классу II должны относиться изделия, имеющие двойную или усиленную изоляцию и не имеющие элементов для заземления. К классу III – изделия, не имеющие ни внутренних, ни внешних электрических цепей напряжением свыше 42 В.
Большинство источников питания для сварки по защите от поражения электрическим током относятся к классам 01 и 1 по ГОСТ 12.2.007.0 (II и III по МЭК 60664-1). Все передвижные сварочные агрегаты относятся к классу 0 (II по МЭК 60664-1).
Возле места присоединения заземляющего проводника должен быть нанесен не стираемый при эксплуатации знак заземления.
Сопротивление изоляции входной и сварочной цепи (в том числе и присоединенных к ним цепей управления) не должно быть ниже 5 МОм, а для цепей управления и открытых проводящих деталей всех цепей не ниже 2,5 МОм.
Методы испытаний
При испытаниях на диэлектрическую прочность изоляция должна выдерживать следующие испытательные среднеквадратичные значения напряжения синусоидальной формы частотой 50 Гц без пробоя:
- все цепи к открытым проводящим деталям, входная цепь ко всем цепям кроме сварочной: класс защиты I – 1875 В, класс защиты II – 3750 В;
- входная цепь к сварочной цепи – 3750 В.Время действия испытательного напряжения:60 с для типовых периодических испытаний;5 с для стандартных приемосдаточных испытаний.
При распространении этого требования на источники питания после техобслуживания или ремонта без оснащения новыми обмотками, испытательное напряжение должно снижаться на 30% по сравнению с приведенным выше.
Испытательное напряжение переменного тока (среднеквадратичное значение) между входной и выходной цепью должно быть не менее 1500 В.
Минимальная степень защиты источников питания для эксплуатации внутри помещения по ГОСТ 14254 должна быть IP 2 1 (2 -Защита от проникновения внутрь оболочки пальцев или предметов длиной 80 мм и твердых тел размером свыше 12 мм, 1 -защита от капель воды), а для работы на открытом воздухе под навесом – IP 2 2 (2 -защита от капель воды при наклоне 15°).
Источники питания для сварки должны быть сконструированы в соответствии с классом защиты I или II согласно МЭК 60536. Класс защиты источников питания для работы на открытом воздухе должен быть не хуже 1Р23.
В соответствии с требованиями стандартов источники питания должны работать при температуре окружающего воздуха от от - 10 °С до + 40 °С и относительной влажности воздуха до 50% при + 40 °С и до 90% при + 20 °С.
К классу I оборудования по способу защиты от поражения электрическим током относиться оборудование с основной изоляцией между токоподводящими частями и внешними проводящими частями при подсоединении внешних проводящих частей к внешнему защитному проводу. Также оборудование с защитой класса I может включать в себя детали с двойной или усиленной изоляцией.
Оборудование, в котором защита от непрямого контакта осуществляется не только за счет основной изоляции и присоединения к внешнему защитному контуру, но и в котором предусмотрены дополнительные меры, чтобы избежать возможности соприкосновения с доступными токоведущими частями относиться к классу II оборудования по способу защиты от поражения электрическим током.
Сварочная цепь не должна соединяться внутри с защитным заземлением, корпусом, рамой или сердечником источника питания для сварки, за исключением, если это необходимо, цепи подавления радиопомех или защитного конденсатора. Ток утечки между сварочными выводами и зажимами защитного провода (заземления) не должен превышать 10 мА переменного тока (среднеквадратичное значение).
При испытаниях на нагрев источник питания должен испытываться при неизменном токе продолжительностью (10,0±0,2) мин для механизированной сварки и (5,0±0,2) – при ручной дуговой сварке с номинальным сварочным током (I2) при 60% и/или 100% ПН соответственно;
Испытание нагревом должно проводиться до тех пор, пока скорость повышения температуры на испытуемом элементе не превысит 2 °С/ч за период не менее 60 мин.
Температура должна определяться в средней точке времени нагрузки последнего цикла методом сопротивления (более предпочтителен) или с помощью температурных датчиков.
Сущность метода сопротивления заключается в определении превышения температуры обмоток за счёт увеличения их сопротивления и для медных проводников рассчитывается по следующей формуле:
 ,
,
где
t1 – температура обмотки в момент измерения R1, °С;
t2– рассчитанная температура обмотки в конце испытания °С;
tа – температура окружающего воздуха в конце испытания °С;
R1 – исходное сопротивление обмотки, Ом;
R2 – сопротивление обмотки в конце испытания, Ом;
235 – коэффициент для медных проводников.
Для алюминиевых проводников коэффициент 235 заменяют на 225.
Температура t1 должна быть в пределах ±3°С от температуры окружающего воздуха.
Превышение температуры обмоток, переключателей при изоляции класса F(155) не должно быть более 110 °С.
Температура наружных поверхностей окрашенных металлических корпусов не должна быть более 35 °С.
Сеть источника питания для сварки должна быть оснащена термической защитой для предотвращения перегрева обмоток.
Источники питания для сварки должны функционировать при номинальном напряжении питания ±10%.
На источнике питания и внутри него, при наличии вывода нейтрального провода, не должно быть электрического контакта между этим выводом и выводом для соединения защитного провода. Вывод для внешнего защитного провода должен быть маркирован символом заземления.
Номинальное напряжение холостого хода при всех возможных режимах работы должно быть не более:
Среда с повышенной опасностью поражения электрическим током:
113 В, пиковое значение постоянного тока
68 В, пиковое значение переменного тока
48 В, среднеквадратичное значение
Среда без повышенной опасностью поражения электрическим током:
113 В, пиковое значение постоянного тока
113 В, пиковое значение переменного тока
80 В, среднеквадратичное значение
Механизированные головки (горелки) с повышенной защитой оператора:
141 В, пиковое значение постоянного тока
141 В, пиковое значение переменного тока
100 В, среднеквадратичное значение
Плазменная резка
500 В, пиковое значение постоянного тока
В случае неисправности защитная система должна отключать напряжение на выходных зажимах в течении 0,3 с.
Устройства, снижающие уровень опасности поражения электрическим током должны применяться в помещениях с повышенной опасностью поражения электрическим током и снижать допустимое значение напряжения холостого хода, для всех режимов работы, до 12В эффективного значения в течение 1 с.
Соответствие проверяется путем измерения времени между прерыванием сварочного тока и срабатыванием устройства снижения опасности поражения электрическим током.
Устройство снижения напряжения должно автоматически снижать номинальное напряжение холостого хода до уровня, не превышающего значений для сред с повышенной опасностью поражения электрическим током, в момент, когда сопротивление внешней сварочной цепи свыше 200 Ом. Рекомендуется номинальное напряжение холостого хода поддерживать на возможно низком уровне.
В стандарте определены типовые значения выходного напряжения при испытаниях на нагрузку.
По всему диапазону настройки источника питания для сварки должны быть в состоянии обеспечить номинальный сварочный ток (I2) при номинальных напряжениях на зажимах при нагрузке (U2) в соответствии с:
Ручная дуговая сварка покрытыми электродами - падающие характеристики:
I2 до 600 А при U2=(20+0,04×I2) В; I2 свыше 600 А при U2=44 В
Дуговая сварка вольфрамовым электродом в инертном газе и плазменно-дуговая сварка - падающие характеристики:
I2 до 600 А при U2=(10+0,04×I2) В; I2 свыше 600 А при U2=34 В
Сварка металлическим электродом в инертном/активном газе и сварка порошковой проволокой - жесткие характеристики:
I2 до 600 А при U2=(14+0,05×I2) В; I2 свыше 600 А при U2=44 В
Дуговая сварка под флюсом - жесткие характеристики:
I2 до 600 А при U2=(20+0,04×I2) В; I2 свыше 600 А при U2=44 В
Также в стандарте определены механические требования к источнику питания.
Корпус источников питания для сварки, в том числе вентиляционные решетки, должны выдерживать удар 10 Н×м, нанесенный перпендикулярно поверхности корпуса/решетки сферическим телом радиусом кривизны (50±2) мм и твердость 60…80 HRC.
Устройства управления, измерительные приборы, ручки, кнопки и т.д. должны выдерживать удар энергией (0,50±0,05) Н×м, нанесенный перпендикулярно их поверхности.
Источники питания для сварки должны иметь устройства для надежного подъема и перемещения.
Собранный источник питания для сварки должен выдержать испытание на падение. Для такого испытания источник питания должен быть оборудован соответствующими креплениями.
Конструкция источника питания для сварки должна обеспечить его устойчивость от опрокидывания при наклоне до 10°.
Погрешность показания указателя при номинальном напряжении не должна быть более ±10% максимального значения тока или напряжения соответствующей шкалы.
В соответствии с ГОСТ 12.1.003-83 уровень звукового давления сварочного оборудования (кроме сварочных преобразователей), измеренный на опорном радиусе (1 м), должен быть не более значений, приведенных в табл. 1
Таблица 1
| Октавные полосы со среднегеометрическими частотами, Гц
| 63
| 125
| 250
| 500
| 1000
| 2000
| 4000
| 8000
|
| Уровень звукового давления, дБ
| 99
| 92
| 86
| 83
| 80
| 78
| 76
| 74
|
Величина эквивалентного уровня звука на рабочих местах сварочного оборудования не должна быть более 85 дБА.