

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
Инструкция по сварке пластика
Инструкция по сварки пластиков промышленным феном
Общие положения сварки термопластов
В отличие от таких синтетических материалов, как дурапласты и эластомеры, термопласты обладают важным преимуществом: под воздействием тепла они размягчаются и становятся пластичными, что позволяет использовать их для сварки. По сравнению с другими способами соединения материалов, например при помощи винтов и заклепок и т.п., сварка позволяет получить адгезивный шов с ровной, неповрежденной поверхностью, без засечек и надрезов, с равномерным распределением напряжения. Подобный способ соединения пользуется популярностью при обработке многих видов полимеров. Так, например:
Полиэтилен (РЕ): резервуары для воды, канистры, облицовка стен бассейнов
Полипропилен (РР): садовая мебель, сточные трубы, ведра, контейнеры
Поливинилхлорид (PVC): облицовка стен бассейнов, сточные трубы, водостоки
АБС (ABS): чемоданы, запасные части для велосипедов
Кроме того, сварка используется при изготовлении различных изделий из плит: ящиков, перил, PVC-полов. А также для изготовления и ремонта труб, шлангов, соединения и ремонта пленки.
Сварка горячим воздухом (горячим газом)
Термин «сварка горячим газом» имеет историческое происхождение.
В самом начале, когда способы обработки пластиков только разрабатывались, воздух в сварочных аппаратах действительно подогревался при помощи газовой горелки. Подобный способ сварки нельзя было назвать безопасным или практичным. Со временем появились аппараты с электрическим подогревом, которые позволяли регулировать температуру воздуха.
Однако, обозначение «сварка горячим газом» осталось.
Сварка пластиков состоит из следующих этапов:
1. Подготовка поверхности свариваемых деталей,
2. Разогрев зон сварки,
3. Сварка деталей,
4. Охлаждение сварочного шва (сваренные детали находятся под давлением),
5. Освобождение сваренных деталей от давления,
6. Обработка сварочного шва
Качество сварочного шва выражается валентным соотношением. Под валентным соотношением понимается соотношение прочности сварочного шва и прочности основного материала. Как правило, удовлетворительным считается валентное соотношение от 0,6 до 0,8. Это означает, что прочность шва составляет 60-80% от прочности основного материала. Однако хороший сварщик достигает более высоких значений, до 100% в зависимости от свариваемого материала.
Общая информация о способах сварки горячим воздухом
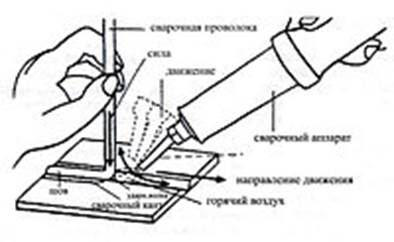
При сварке горячим воздухом соединяемые поверхности и сварочная проволока (сварочный пруток из пластика) разогреваются при помощи горячего воздуха до температуры плавления и свариваются под давлением. Горячий воздух поступает из круглой фильеры сварочного аппарата, при этом аппарат направляется одной рукой вертикальными маятникообразными движениями, а сварочный материал придерживается другой рукой.
Подобный способ сварки, который называют веерным, не является продуктивным, т.к. скорость сварки за счет повторяющихся маятникообразных движений невелика. Именно поэтому был разработан скорый способ сварки, в котором вместо круглой фильеры применяется фильера для быстрой сварки, а свариваемые поверхности и сварочный материал разогреваются предварительно, при этом сварочная проволока из пластика вплавляется фильерой в сварную зону.
Веерный способ сварки применяют, как правило, только для сварки деталей с маленьким радиусом или для сварки в труднодоступных местах, т.к. данный способ не очень удобен и требует определенного навыка.
Веерный способ сварки
Разогрев производится круглой фильерой. Сначала конец сварочного материала обрезается наискосок бокорезами. Затем, конец удерживается перпендикулярно у начала кромок материала, предназначенного для сварки, и начинает разогреваться вместе с материалом. Для того чтобы горячий воздух равномерно попадал на плиты и сварочную проволоку, фильера должна совершать маятникообразные движения. Сварочная проволока с нажимом ведется вдоль направления шва. Т.к. проволока продолжает удерживаться перпендикулярно, она нагревается только в области изгиба.
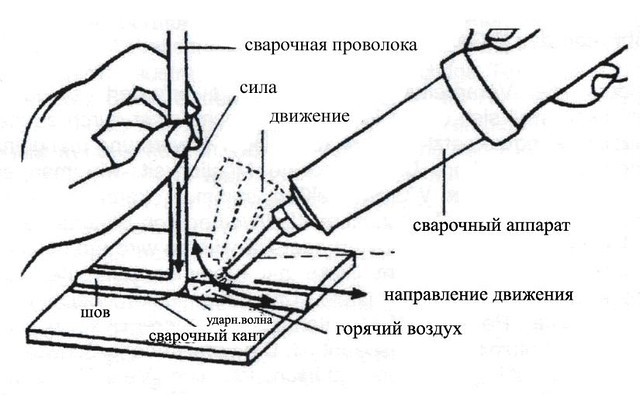
Рис.1
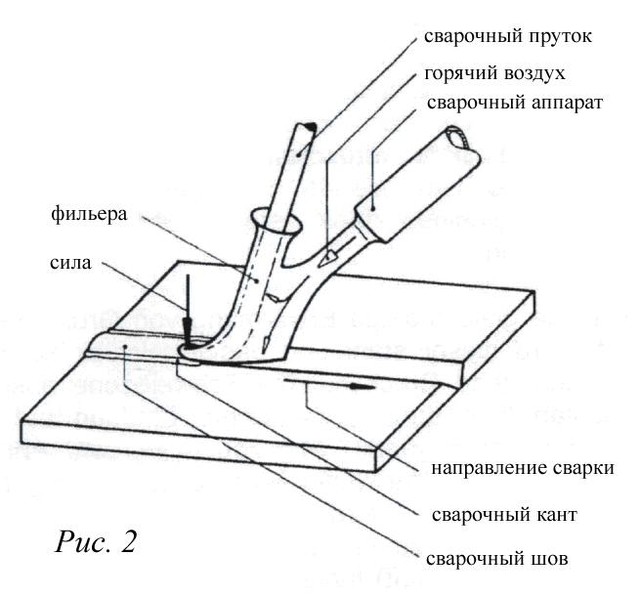
Сварка протяжкой
Прежде всего, следует вставить конец сварочного прутка в ведущее отверстие фильеры для скорой сварки так, чтобы он выглядывал из отверстия на 2 см. Затем следует разогреть горячим воздухом основной материал в том месте, с которого начнется сварка. Старайтесь при этом начать сварку прямо с края. Рассмотрите при ярком свете материал. PVC сначала поблескивает, потом появляются мелкие пузырьки, слегка меняющие цвет. РЕ и РР становятся матовыми. Это самый подходящий момент для начала сварки. Разогретый сварочный материал заостренным концом плотно прижимается к основному, фильера с равномерным нажатием ведется вдоль стыка основного материала.
При сварке PVC пруток следует придерживать рукой, при сварке РЕ и РР это делать не обязательно. Если пруток обрывается или же начинает вытекать сбоку из сварочной фильеры, то скорость сварки слишком низка. При слишком высокой скорости пруток и плиты разогреваются недостаточно, и, следовательно, соединение получается непрочным. Шов легко снимется после окончания сварки.
Если сварочный аппарат отрегулирован правильно и температура нагрева воздуха нормальная, то перед прутком и сбоку от него должен образоваться маленький наплыв пластика (сварочный кант). Образование этого наплыва обеспечивает прочность сварочного шва.
Для тренировки приварите по всей длине отрезка плиты сварочный пруток, затем, вплотную к нему, второй. Ведите пруток до внешнего края плиты, затем чисто обрежьте его по краю бокорезами или горячим ножом. Второй пруток с легким нажимом вплавляется в желоб, образованный первым наваренным прутком и поверхностью плиты. Таким же образом навариваются и остальные прутки.
Прерывание сварочного шва
Если возникла необходимость прервать сварочный шов (например, в случае, если сварочный пруток закончился и нужно заправить новый), конец прутка под минимальным углом наискосок срезают слегка нагретым ножом. Новый равным образом заточенный пруток прижимают к шву. Место стыка сплавляется.
Подготовка зон сварки
Определяющими параметрами при выборе способа соединения являются плотность материала и тип нагрузки. В общем и целом виды швов, применяемых при сварке термопластов горячим воздухом, сходны со швами, применяемыми для сварки металлов.
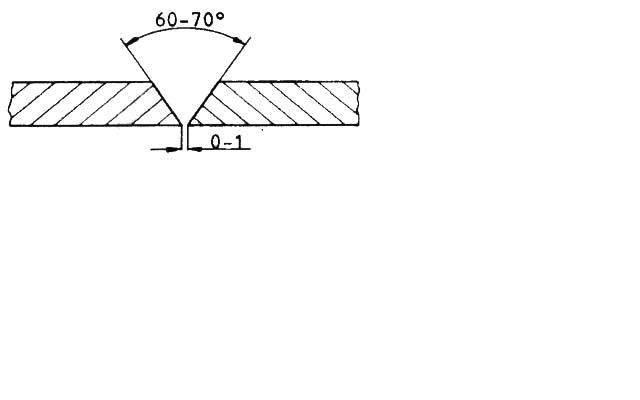
Рис.3
Особое внимание хотелось бы обратить на V- образный шов.Для сварки плит встык применяются следующие виды швов: V- образный и X-образный, а для тавровой сварки – полу-V-образный или K-образный шов.
Вся информация, приведенная ниже, касается также других видов сварочных швов. При раскрое термопластов следует обратить внимание на то, чтобы сварочный шов перекрыл расстояние 0,5-1,0 мм. Кромки плит следует срезать так, чтобы при составлении плит встык между кромками образовался угол 60° (см. рис.3). Если толщина плиты более 6 мм, то угол должен составлять 70°. Кроме того, для сварки толстых плит рекомендуется применять Х-образный шов. Плиты следует зафиксировать зажимами на теплоустойчивой поверхности таким образом, чтобы при применении сварочной проволоки толщиной 2 мм у «основания», расстояние между плитами было 0,5 мм.
Если для заполнения основания используется сварочная проволока диаметром 3 мм, расстояние между плитами увеличивается до 1 мм.
Фиксация
Зачастую бывает достаточно сложно фиксировать свариваемые плиты струбцинами. Именно поэтому мы рекомендуем применять сметывание. В этом случае обе плиты скрепляются друг с другом при помощи специальной фильеры для сметывания без сварочного прутка. Фильера, имеющая форму заостренной трубочки, с легким нажатием ведется вдоль стыка обеих частей так, что они свариваются друг с другом. Если результат сметывания Вас не устраивает, Вы сможете легко разделить плиты и повторить операцию. В случае если сметывание прошло успешно, можно начинать сварку. Обращаем Ваше внимание на то, что прочность сметочного шва никогда не достигает прочности сварки, произведенной с помощью дополнительного материала (сварочного прутка), поэтому сметывание может использоваться только для фиксации плит.
Температурные установки при сметывании соответствуют температуре сварки материала. Скорость сварки следует выбирать с учетом того, чтобы, с одной стороны, можно было соединить кромки плит, и, с другой стороны, чтобы фильера аппарата не поддевала свариваемый пластик, т.к. в этом случае она засорится, и горячий воздух будет поступать в недостаточном количестве.
Перед сметыванием плит необходимо всегда проводить подготовку зон сварки.
Рис.4
При этом следует обратить внимание на то, чтобы при сварке справа и слева от шва образовывалась «сварочная пена». Только в этом случае удастся достичь необходимой плотности и прочности первого шва. На рис.2 показано, как следует держать аппарат. Ни в коем случае не должны образовываться пустоты между закладываемыми швами. Если при сварке PVC из-за слишком высокой температуры образуются темно-коричневые или же черные участки, их следует удалить трехгранным шабером. Когда V-образный шов будет готов, и Вы захотите убедиться, что в процессе сварки не образовались пустоты, и не было сожженных участков, посмотрите поперечный срез сварочного шва. Если сварка была произведена правильно, то Вы едва сможете различить границы между тремя швами. Если же границы отчетливо видны или если заметны темные участки, то это свидетельствует о том, что сварщику еще не хватает опыта и сожженный материал следует удалить.
Обработка сварочного шва
На практике сварочные швы обычно не обрабатываются из экономических соображений.
Однако при желании обработку шва можно произвести при помощи специального ножа для обработки швов. При обработке шва следует обратить внимание на то, чтобы нож не оставлял засечек. Оставшиеся неровности следует обработать циклей, увлажнив материал достаточным количеством воды.
Рис. 5
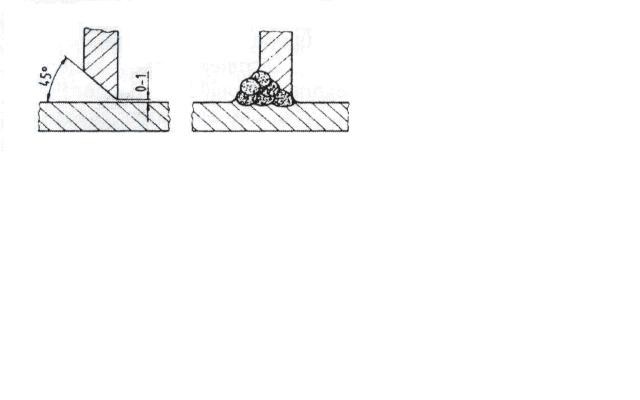
Рис. 6
Сварка полов из PVC
Половое покрытие на базе мягкого PVC уже давно применяется в жилых помещениях, кухнях и на производстве. Подобное покрытие кладется встык и склеивается с основанием. Однако данная техника не обеспечивает абсолютной водонепроницаемости полов. Если покрытие из PVC применяется в комнатах с повышенной влажностью или же в комнатах, где велика вероятность попадания большого количества жидкости на пол, таких, как ванные комнаты, кухни, прачечные, мы предлагаем применить сварку стыков покрытия. Если сварочный шов выполнен по всем правилам, то полы становятся полностью водонепроницаемыми. Сварочный шов может также служить украшением полов, если он выполнен при помощи прутка другого цвета. Помимо инструментов, упомянутых в главе Оборудование и вспомогательные средства для сварки горячим воздухом, Вам потребуется фуганок или шабер для подготовки стыков у ранее приклеенного покрытия и специальный нож с лезвием полусерповидной формы. Давление на пруток при сварке обеспечивается сварочной фильерой, которая также ведет пруток. Необходимая сила давления составляет 1-3 kp в зависимости от диаметра сварочного прутка. Зоны сварки должны быть чистыми. Ни в коем случае не допускается попадание на них влаги или масла. Механический способ очистки является в данном случае оптимальным, и только в случае сильного загрязнения возможна очистка зон сварки мыльным раствором. При сильных масляных загрязнениях применяется денатурированный спирт или медицинский бензин (петролейный эфир). Допускается только кратковременный контакт вышеперечисленных средств с PVC. Для очистки ни в коем случае не следует применять органические жидкости, такие, как трихлорэтилен, эфир уксусной кислоты или ацетон, т.к. они способствуют растворению PVC.
Прежде всего, швы покрытия растачиваются фуганком или шабером таким образом, чтобы между листами покрытия можно было заложить шов.
Пожалуйста, ориентируйтесь на пример, представленный на рис.7. Диаметр прутка должен быть на 1 мм больше, чем диаметр канала «а». Обычно диаметр прутка 4-5 мм. Глубина канала «t» должна составлять 2/3 от толщины покрытия «d». Как правило, сварка производится слева направо.
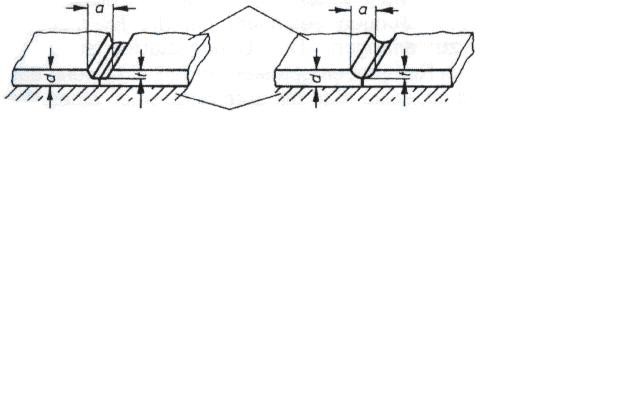
Рис. 7
Отработка навыков сварки
В случае, если Вы никогда не занимались сваркой пластика, рекомендуем Вам потренироваться. Для этого можно прикрепить кнопками или гвоздями отрезок PVC-покрытия к доске. После этого по металлической линейке фуганком протачивается канал. На нем и будут отрабатываться навыки.
Обработка сварочного шва
Выступающий над поверхностью полов шов срезается острым ножом с лезвием полусерповидной формы.
Сварка пленки
Для сварки пленки из РЕ или PVC также применяется сварка горячим воздухом.
Для этого Вам потребуется специальная фильера, т.н. фильера с широким щелевым отверстием, и ролик из резины для прижима сварочного шва.
Перед сваркой отрезки пленки располагаются внахлестку на 3-5 см.
Сварка производится следующим образом: одной рукой ведется сварочный аппарат, а другой, при помощи ролика, прижимается шов. Если температура сварки и сила давления ролика выбраны правильно, то на краю верхнего отрезка пленки образуется небольшое утолщение (ребро).
Чтобы пленка при сварке не скатывалась, ее следует предварительно сметать в нескольких местах.
Начинающим мы рекомендуем потренироваться. Получившийся в результате шов следует проверить на разрыв.
Для ремонта пленки также применяется вышеописанный метод. Заплатка выкраивается из того же материала, из которого изготовлено требующее ремонта полотно. Для того чтобы полотно не сместилось в процессе сварки, мы рекомендуем прижать его в середине.
Окантовка
Когда возникает необходимость изготовить держатели, уголки и U-образный профиль, можно воспользоваться методом угловой сварки, но для некрупных предметов (шириной до 60 см), мы рекомендуем применять окантовку.
Прежде чем приступить к сварке, в детали под углом 90° при помощи фрезы протачивается паз. Глубина паза меньше толщины материала на 2-3 мм. После этого паз следует очистить от стружек и зафиксировать деталь на подложке.
Сварка производится аппаратом без насадки. Поток горячего воздуха медленно и равномерно направляется вдоль паза, от начала к концу. После того, как стенки паза размягчатся (проверить это можно при помощи любого заостренного предмета, например, гвоздя), незакрепленный конец детали осторожно отгибается в нужную позицию и придерживается до той поры, пока шов не застынет. При этом в месте стыка возникает небольшое утолщение.
Таб. 1. Обработка
| Термопласт | Температура горячего воздуха (С°)* | Мощность сварки (N) Сварочный пруток 3 мм | Мощность сварки (N) Сварочный пруток 4 мм |
| РЕ твердый | 220-280 | 10 - 16 | 25 – 35 |
| РЕ мягкий | 190-250 | ||
| РР | 230-280 | 10 - 16 | 25 – 35 |
| PVC твердый | 300-350 | 8 - 12 | 15 - 25 |
| PVC мягкий | 250-300 | 4 - 8 | 7 - 12 |
| * - измерения проводились на расстоянии 5 мм от выходного отверстия сварочной насадки | |||
Практическая работа №2
| Тема: Технология сварки металлических композиционных и пористых материалов. Композиционные материалы (КМ). Самым распространенным композитным материалом является железобетон, широко используемый в строительстве. В нем металлические стержни являются армирующими наполнителями, а бетон связующим компонентом - матрицей. В машиностроении используются композиционные материалы, в которых связующими компонентами являются металлы (МКМ), керамика (ККМ), полимеры (ПКМ). В данном разделе рассмотрены вопросы сварки МКМ. В качестве наполнителей в металлических композитах используют: сплавы алюминия, магния, меди, никеля, тирана и т.д. В качестве армирующих материалов - высокопрочные материалы: углеродные, борные, кар-бидокремниевые волокна, нитевидные кристаллы, металлическую проволоку. Армирующие материалы в композитах находятся в виде частиц различной дисперсности (дисперсионно-упрочненные ДУКМ), волокон длинной или короткой резки или слоев. КМ, армированные нитевидными кристаллами, по своим свойствам находятся между композитами, упрочненными длинными волокнами и порошком. МКМ позволяют получать герметичные и высокопрочные сварные соединения при различных комбинациях сплавов, экономить дефицитные и дорогостоящие металлы, существенно упрощать конструкции ответственных узлов, повышать надежность и долговечность работы изделий. Эти материалы обладают комплексом совершенно новых (по сравнению с металлами и сплавами) характеристик. Использование композиционных материалов позволяет повысить прочность, жесткость, сопротивление ударным нагрузкам, снизить массу конструкций, дает возможность регулировать в широких пределах тепло- и электропроводность, магнитные, ядерные и другие свойства. |
|
| Схема композиционных материалов. Армирующий материал в виде: а - частиц; б - волокон; в - слоев. Изготовление деталей из МКМ проводится по двум схемам. При первой схеме совмещается изготовление КМ и формирование детали. При второй схеме вначале с помощью прокатки, прессования, диффузионной сварки и т.д. получают полуфабрикаты (листы, профили, трубы и т.п.), из которых изготовляются детали. Например, подобным образом изготовляют детали из МКМ, армированных непрерывными волокнами (из бор-алюминия и углеалюминия с матрицей из алюминиевого сплава или беззольного клея). Волокна могут собираться в жгуты, составляющие основу, которые переплетаются поперечными жгутами из того же или другого материала (проволока и др.). Матрица наносится пропиткой, плазменным напылением и другими способами. Полученные монослойные полуфабрикаты соединяются в блоки различными способами, в том числе и сваркой. При производстве теплообменников широко используется слоистая композиция из слоев высокотеплопроводного алюминия и низкотеплопроводного многокомпонентного сплава оксидов свинца, бора цинка и т.д., являющихся соединительной, силовой и теплоизолирующей компонентой. В результате теплопроводность вдоль алюминиевых слоев сохранена, а в ортогональном направлении уменьшена в десятки раз. Для сварки композитных материалов применяются лучевые способы (электронно-лучевая и лазерная сварка) и дуговая сварка плавящимся и неплавящимся электродом в среде аргона или гелия. Основные трудности сварки этих материалов связаны с различными теплофизическими свой ствами наполнителя и матрицы. При воз действии источника тепла в большинстве случаев в первую очередь плавится металл матрицы, как имеющий более низкую температуру плавления. Наполнитель может расплавиться частично. При лучевых способах сварки в верхней части шва армирующий материал полностью расплавляется. Значительные изменения свойств композита происходят при дуговой сварке в зоне термического влияния. Изменения в шве и зоне термического влияния неблагоприятно сказываются на свойствах сварного соединения. При сварке плавлением требуется расплавляемый элемент (присадочная вставка), а в некоторых случаях и присадочная проволока, материалом которых заполняются зазоры стыка. Расплавляемый элемент может быть прямоугольной, тавровой или двутавровой формы. |

|
| Формы расплавляющихся присадочных вставок. Сварку композитов дугой выполняют в среде аргона или смеси аргона с гелием с минимальным тепловложением. При использовании вольфрамового электрода рекомендуется применять импульсный режим сварки, что позволяет регулировать длительность воздействия дуги на металл сварочной ванны, т.е. температурный режим плавления основного и присадочного материалов. Опасность расплавления армирующих волокон устраняется увеличением длительности пауз. Этот способ рекомендуется для композиционных материалов с термодинамическими совместимыми компонентами (Cu-W, Cu-Mo, Sb-W) или армированных термостойкими наполнителями, например, волокнами карбида кремния, бора (покрытиями карбида бора или кремния). В качестве присадочного материала используют проволоки или прутки с объемным содержанием армирующей фазы 15... 20 %. При сварке соединения образуются в основном по металлической матрице. Более благоприятными свойствами обладают сварные соединения при сварке вдоль армирования. Сложной является проблема сварки композиционных материалов системы алюминий - бор между собой и с алюминиевыми сплавами типа Д16Т; 1420. Объемное содержание нитей бора в этих материалах 30... 55 %, толщина 0,8... 2,0 мм, условный плакирующий слой 50... 200 мкм. Подготовку поверхности под сварку производят только химическим путем, включая операции травления, осветления и пассивирования. Наилучшие результаты достигаются при сварке вращающимся вольфрамовым электродом, на переменном токе в смеси аргона и гелия (20:80) при использовании технологических проставок из алюминиевых сплавов типа АМг, 1420, 1201. При электронно-лучевой и лазерной сварке малая протяженность зоны термического влияния позволяет получать сварные соединения с более высокими свойствами, чем при дуговой сварке. При сварке алюминиевых композиционных материалов, армированных борными и стальными волокнами, возникают две проблемы. Первая -это трудность образования сварного соединения без повреждения волокон и снижения их прочности при расплавлении алюминиевой матрицы. Прямое воздействие источника нагрева (дуги, луча при ЭЛС) приводит к разрушению и плавлению волокон. Второе - это то, что наличие волокон изменяет перемещение теплоты в сварочной ванне и затрудняет перемещение в ней расплавленного металла. Основными дефектами швов являются пористость, несплавление, повреждение волокон. Устранению дефектов при аргонодуговой и электронно-лучевой сварке способствует применение импульсных режимов и использование тавровых и двутавровых проставок из матричного алюминиевого сплава между свариваемыми кромками. Этим способом можно изготовлять элементы конструкций типа балок, труб и т.п. |
| Пористые материалы на металлической основе |
| Пористые материалы на металлической основе могут быть порошковыми (ППМ) и сетчатыми (ПСМ) на основе коррозионно-стойких сталей. Получают их холодным прессованием или прокаткой с последующим спеканием в контролируемой газовой среде. Их свойства определяются химическим составом, способом изготовления и величиной образующейся пористости. Основное назначение - фильтроэлементы, смесители, глушители шума и т.д. Образующаяся при сварке литая структура шва значительно отличается по свойствам от структуры основного металла. Основным дефектом при сварке (особенно ППМ) материалов является пористость. При сварке ПСМ ввиду низкой теплопроводности по толщине возможно образование прожогов и подрезов у линии сплавления. Сварку осуществляют вольфрамовым электродом в среде аргона с присадочной проволокой (для ППМ - Св-04Х19Н9, а ПСМ - металла, аналогичного сетке). Возможна электронно-лучевая и лазерная сварка. |
Инструкция по сварке пластика

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!