Расчет ожидаемой точности сводится к прогнозированию погрешности, которая возникает в результате изготовления изделия. В процессе расчета определяем разницу между Т.К. и Д.К. Разница – погрешность, которая характеризует ожидаемую точность. Т.К. – это номинальный размер, задается мат. моделью агрегата, Д.К. – то, что получилось в результате нашей работы. Оценка погрешности изделия осуществляется на основе знаний о техпроцессе изготовления конструкции.
Погрешность изготовления обшивки.
При оценке погрешности изготовления обшивки δо все обшивочные детали удобно разделить на три типа, отличающиеся конструктивным исполнением и жесткостью:
- обшивки малой толщины с линейчатой поверхностью (цилиндрической или конической формы), которая разворачивается на плоскость;
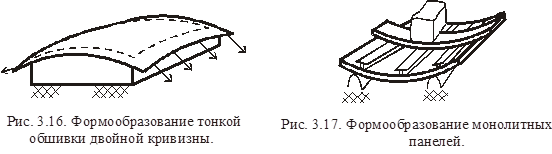
- обшивки малой толщины, представляющие собой оболочки сложной формы (но разворачивающиеся на плоскость);
- обшивки в виде монолитных панелей.
1. Обшивочные детали первой группы, как правило, могут быть прижаты к обводообразующим элементам приспособления практически без зазора (рис.7), поэтому под погрешностью изготовления обшивки здесь следует понимать только допуск на изготовление листа при прокате его на металлургическом заводе. Для тонкой обшивки с линейчатой образующей:
| δо = [δлиста] ≈ ± 0,15 мм.
| 
|
2. Детали второй группы, имея сложную форму, даже при незначительной толщине листа, могут иметь значительную жесткость. При этом дефект отклонения формы такой детали от заданной поверхности не всегда удается исключить путем более частого расположения прижимов приспособления. Поэтому погрешность изготовления такой обшивки δо можно представить как сумму допуска на катаный лист δл и погрешность формообразования оболочки δф.
δo = δ л + δф.
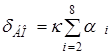
Для определения δф необходимо рассмотреть цепь переноса размера с первоисточника на отформованную оболочку. Например, при инструментально-шаблонном методе увязки и изготовлении обшивки обтяжкой по пуансону (рис.8.) схема будет следующей:


 погрешность формообразования будет складываться из погрешностей на каждом этапе переноса размера:
погрешность формообразования будет складываться из погрешностей на каждом этапе переноса размера:

3. Для третьей группы обшивочных деталей (монолитных панелей) δо будет зависеть от технологии изготовления плоских заготовок δз (механическим фрезерованием и т.п.) и от метода пластического формообразования δф (свободной гибкой, гибкой - прокаткой, гибкой дробеударным методом и т.п.):
δо = δз + δф
Наиболее распространенный метод получения плоских панелей - механическое фрезерование, точность определяется возможностями станка (δз ≈ ± 0,15 мм).
Точность определения формообразования, например, гибкой (рис. 9.), может быть определена из рассмотрения схемы увязки размеров:

Погрешность базирования обшивки.
При рассмотрении вопроса базирования обшивки следует выделить три случая: базирование по рубильникам, по макетным элементам и по деталям каркаса.
Во всех случаях погрешность базирования - это зазор между установочной базой и обшивкой. Величина зазора определяется рассогласованием их увязки, т.е. суммой погрешностей, возникающих на несвязанных этапах переноса размеров при изготовлении объекта, реализующего установочную базу (рубильник, деталь каркаса), и обшивкой.
1. При установке обшивки по рубильникам (рис. 10,а) с использованием ИШМ схема увязки может быть представлена в виде:

Верхняя ветвь схемы увязки относится к изготовлению рубильника, а нижняя - к изготовлению обшивки обтяжкой по пуансону. Погрешность базирования δБО определяется по формуле:
 ,
,
где к - коэффициент, учитывающий поджатие обшивки к рубильнику.
Если поджатие осуществляется в нескольких точках, то к приблизительно может быть определен по таблице. Если же обшивка прижимается по всему контуру рубильника, например, упругой прокладкой ложемента, то к стремится к нулю.
2. При установке обшивки по макетным элементам (рис.10,б) схема увязки может быть следующая:
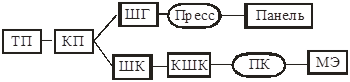
Верхняя ветвь относится к изготовлению монолитной панели на прессе свободной гибкой, нижняя ветвь показывает перенос размера на макетный элемент с помощью инструментально-шаблонного метода увязки.
3. Определение величины погрешности базирования при установке обшивки на каркас (рис.10,в) может быть осуществлено с помощью схемы:

Верхняя ветвь характеризует накопление погрешностей при изготовлении пояса каркаса, на который будет устанавливаться обшивка, нижняя ветвь показывает возникновение погрешностей при изготовлении обшивки обтяжкой по пуансону. Погрешность базирования можно рассчитать по формуле:
 ,
,
где к 1 - коэффициент, учитывающий поджатие обшивки к каркасу, может быть определен по таблице;
к 2 - коэффициент, учитывающий способ базирования деталей каркаса при сборке непосредственно самого каркаса.






