Лекция 5
Варка стекла в ванных печах
При варке стекла в ванных печах непрерывного действия все процессы превращения шихты в осветленную и гомогенизированную стекломассу протекают на поверхности расплава стекла, заполняющего бассейн печи. Течение этих процессов осуществляется в условиях непрерывного смещения поверхностных слоев расплава. Главной причиной движения стекломассы в ванной печи является разность уровней, которая возникает в условиях отбора стекломассы на выработочном конце печи. По этой причине в ванной печи постоянно существует выработочный поток, который питается за счет свежих порций шихты, превращаемых в стекломассу. Кроме этого главного рабочего потока, вся остальная стекломасса вовлекается в конвекционное движение, причиной которого является разность температур расплава по зонам бассейна печи. Тепловые потоки совершают движение по весьма сложным трассам, которые затрудняют управление процессами тепло- и массопередачи в ванных печах.
В направлении продольной оси ванной печи от загрузочного кармана к выработке изменение температуры проходит через максимум. Этот максимум (квельпункт) образует пограничную линию, разделяющую зону, варки от зоны осветления. Квельпункт выполняет особую роль в свекловарении, создавая термическую преграду на пути рабочего и тепловых потоков стекломассы.
Тепловой барьер по линии температурного максимума образует в ванной печи границу раздела потоков стекломассы. От этой границы наиболее горячая стекломасса стекает к обоим концам ванной печи, там охлаждается, опускаясь вниз, и движется в придонной области обратно, создавая круговые потоки. Температурный градиент возникает не только в продольном направлении (квельпункт – концы ванной печи), но и в поперечном направлении, поскольку всегда существует некоторая разница температур у стен бассейна и в продольной осевой части ванной печи. Поэтому кроме продольных тепловых потоков имеются также и поперечные круговые потоки. Продольные имеют два цикла: сыпочный и выработочный. Сыпочный цикл образуется потоком охлаждающейся стекломассы у засыпочного конца печи, которая опускается вниз, течет в придонной области до линии квельпункта, где поднимается вверх и возвращается обратно к концу засыпки шихты. Выработочный цикл образуется рабочим потоком стекломассы, которая частью используется на формование, а частью, охлаждаясь, опускается в придонные слои и возвращается обратно, замыкая кpyг в области квельпункта.
Мощность потоков зависит от разности температур на отдельных участках ванной печи, от количества вырабатываемой стекломассы, глубины бассейна и других причин. Кроме этого, на интенсивность потоков влияют многие другие факторы: теплопрозрачность стекломассы, способ загрузки шихты, режим отопления печи, разделение варочной и студочной зон и др.
Стекломасса, передаваемая на выработку рабочим потоком, используется для формования только частично. Количественно это оценивается так называемым коэффициентом потока (число Новаки):
n = G/G1
где G, G1— количество соответственно циркулирующей и отформованной стекломассы.
Коэффициент потока для разных печей колеблется в значительных пределах – от единицы (проточные печи для тарного стекла) до 7–10 (большие печи листового стекла).
Скорости потоков зависят от конструкции печи и от места их циркуляции и составляют, м/ч: продольного (выработочный цикл) 8–15; продольного (сыпочный цикл) 5–7; в перешейке или протоке 20–25; поверхностного в канале выработки 1–3; поперечного у стен ~1.
Считают, что потоки приносят пользу, передавая тепло в глубинные слои стекломассы и способствуя термическому усреднению. Однако потоки могут оказывать и отрицательное влияние на процесс стекловарения, поскольку возможно перемещение дефектных слоевстекла в зону выработки, передача избыточного тепла в зону студки и вовлечение в рабочий поток термически неоднородного стекла при изменении пути движения потока по вертикали и горизонтали.
По данным А. А. Соколова, толщина верхнего потока в больших ванных печах составляет около 0,4 м, по другим данным она колеблется от 1/3 до 1/4глубины бассейна. А. А. Соколов предложил ряд приближенных формул для определения толщины, скорости и расхода потока. Так, например толщина верхнего потока может быть рассчитана по формуле
где  – толщина слоя стекломассы в бассейне;
– толщина слоя стекломассы в бассейне;  – вязкость стекломассы;
– вязкость стекломассы;  ,
,  – соответственно температуры в зонах высоких и низких температур (индексы: один штрих – верхний поток, два штриха – нижний поток).
– соответственно температуры в зонах высоких и низких температур (индексы: один штрих – верхний поток, два штриха – нижний поток).
Д. Б. Гинзбург рекомендует приближенно определять коэффициент потока по данным тепловых балансов.
Тепловой баланс выработочной части описывается уравнением:
Q1 – Q2 = Gc[(t1 – t2)n + (t2 – t3)],
где G=KF– количество вырабатываемой стекломассы, кг/ч; К– удельный объем вырабатываемой стекломассы, кг/(м2-ч); F– площадь печи, м2; с – удельная теплоемкость вырабатываемой стекломассы в интервале температур t1 – t2, кДж/(кг-°С); t1 – средняя температура стекломассы, поступающей в выработочную часть, °С; t2– средняя температура обратного потока, °С; t3 – температура вырабатываемой стекломассы, °С; Q1– количество тепла, теряемого выработочной частью печи в окружающую среду, кДж/ч; Q2 – количество тепла, передаваемого из варочной или студочной части печи в выработочную излучением и переносимого потоками газов, кДж/ч; п – коэффициент потока. При условии, если t2 = t3,
n = [Q1 – Q2] / [Gc[(t1 – t2)] = [Q1 – Q2] / [KFc[(t1 – t2)]
Применение разных устройств для регулирования потоков позволяет изменить коэффициент потока и корректировать обмен стекломассой между отдельными частями печи. Направление и скорости потоков зависят от распределения температур в стекломассе. Для обеспечения нормальной работы ванной печи необходимо поддерживать на постоянном уровне четко выделенный максимум температуры. Это позволяет активизировать сыпочный цикл, что улучшает условия провара шихты. Для этой же цели применяют дополнительный электронагрев и бурление стекломассы в области квельпункта.
Главное условие нормальной работы ванной печи – строгое соблюдение постоянства теплового режима, при этом потоки стекломассы сохраняют стабильность, их интенсивность и трассы остаются неизменными.
ПОРОКИ СТЕКЛОМАССЫ
Низкое качество готовых изделий может быть вызвано двумя причинами:
1) пороками стекломассы;
2) недостатками или нарушениями технологического режима процессов формования и последующей обработки изделий.
Пороки сте5кломассы – различные нарушения ее физической и химической однородности, возникшие в процессе варки стекла.
Все пороки стекломассы можно классифицировать по их агрегатному состоянию на три группы: газовые, стекловидные и кристаллические включения.
Газовые включения могут присутствовать в стекле в виде пузырей размерами от долей миллиметра до несколько миллиметров. Мельчайшие пузыри в практике называют мошкой. По форме газовые пузыри разнообразны: сферические, эллипсоидные, волосяные. По химическому составу пузыри могут содержать: CO2, O2, SO2, N2, оксиды азота, пары воды, воздух.
Пузыри в стекле ухудшают его внешний вид, прозрачность, химическую стойкость, механическую прочность. Основными причинами появления газов в стекломассе являются:
– неполное удаление газообразных продуктов разложения шихты;
– вторичное разложение составных частей стекломассы (например, разложение остатков сульфата натрия при варке сульфатной шихты);
– взаимодействие стекломассы с огнеупорами, например, при растворении в стекле SiO2 и Al2O3, содержащиеся в огнеупоре, происходит смещение равновесия между стекломассой и растворенными в ней газами в сторону выделения этих газов в пузыри;
– попадание металлического железа в стекломассу, которое начинает постепенно растворяться в стекломассе, сообщая ей окраску, а содержащийся в железе углерод окисляется, образуя пузыри газов.
Появление пузырей в значительной мере зависит также и от того, в какой период происходит разложение материалов шихты с выделением газов. Если шихта составлена из материалов, выделяющих газы при более низкой температуре, то часть их образует пузыри, а другая незначительная их часть растворяется в стекломассе. Так как при повышении температуры растворимость газов уменьшается, то жидкая стекломасса в этом случае будет пересыщена газами. Если при этом образование пузырьков газов вследствие не до конца завершившихся реакций разложения и стеклообразования еще продолжается, то эти пузырьки в дальнейшем увеличиваются в размерах за счет растворенных в стекле газов, что облегчает их удаление из стекломассы. Так как скорость подъема газовых пузырьков к поверхности стекломассы прямо пропорциональна квадрату их радиуса, то для удаления, например, пузырька диаметром 1 мм потребуется в 100 раз больше времени, чем для пузырька диаметром 10 мм.
Стекловидные включения отличаются от основного стекла своим составом, свойствами и называются свилями или шлирами, имеют вид нитей, прямых или изогнутых, одиночных или располагающихся пучками. Стекловидные включения нарушают однородность стекломассы, ухудшают свойства ее и готовых изделий: снижают механическую прочность, термическую стойкость и оптическую однородность.
Основными причинами появления свилей и шлиров являются: недостаточная гомогенизация; разъедание стекломассой огнеупоров, при этом может происходить неравномерное обогащение стекломассы оксидами кремния и другими соединениями как при механическом, так и при химическом разрушении огнеупоров, при этом возникают места, отличающиеся по составу и свойствам от основного расплава – появляются свили; капли со свода печи. Горячие газы, улетучивающиеся из шихты или стекломассы реагируют с огнеупором верхнего строения печи поверхность которого бывает остеклованна. Образующиеся на динасовом огнеупоре капли содержат большое количество кремнезема. Стекая вниз и попадая в стекломассу, такая капля начинает медленно растворяться, образуя свиль и шлиры.
Кристаллические включения представляют собой кристаллы различных соединений, разнообразных форм и размеров, вкрапленные в стекло, нарушающие его однородность. Это самый опасный порок стекломассы, резко снижающий оптическую однородность, механическую прочность и термическую стойкость, т.к. создает дополнительные внутренние напряжения в стекле. В случае, когда кристалл под действием высокой температуры расплавляется, но не растворяется в окружающем расплаве, образуя «узелок» – стекловидная капля в стекле, дающая начало свилю. Кристаллические включения классифицируются на шихтные камни («непровар»); продукты разрушения огнеупоров стекломассой; сводовые камни; продукты расстекловывания, возникающие в результате кристаллизации самого расплава: часто расстекловывание начинается вокруг шихтных и шамотных камней и в свилях.
Шихтные камни, как правило, состоят из кремнезема и имеют обычно белый цвет и сферическую форму. Образуются они в том случае, если какая-либо часть шихты остается в стекломассе нерастворенной.
Шихтные камни в стекле не имеют резко выраженных границ и постепенно переходят в стекло. Появляются они в результате неудовлетворительной подготовки и недостаточно тщательного перемешивания сырьевых материалов, а также плохого провара стекломассы. К этому роду пороков чаще всего относится так называемое «песчаное стекло», в котором по всей массе в большом количестве рассеяны мелкие песчинки. Это происходит как вследствие неудовлетворительного перемешивания шихты, так и в тех случаях, когда шихта составлена неправильно и содержит избыточное количество кварцевого песка. Шихтные камни помимо отдельных песчинок могут присутствовать в стекле в виде маленьких комочков известняка, доломита и т. п.
В результате повышенной влажности шихты твердые комки сульфата и соды также могут давать камни; при указанных условиях в этих включениях происходит наружное остекловывание, тогда как внутренняя часть не меняется. При варке стекла из сульфатных шихт необходимо принимать меры к устранению образующегося «щелока», состоящего в основном из расплавленного неразложившегося сульфата натрия. Попадая в стекломассу при ее перемешивании, включения плавающего «щелока» вызывают появление так называемых «хальмозных камней», имеющих вид белых хлопьев.
Камни из огнеупорных материалов обычно имеют неправильную форму и белый или беловато-серый цвет. Чаще всего они попадают в стекломассу во время варки, отделяясь от стенок горшка и брусьев бассейна печи или от плавающих в стекломассе заградительных лодок, наборных кранцев и т. п. Особенно часто они появляются при недостаточной механической прочности или термической стойкости огнеупора, когда стенки горшка или ванной печи сильно разъедены шихтой и имеют губчатое строение.
Разъедание огнеупоров в печи обусловливается главным образом действием у поверхности стекломассы непроварившихся еще щелочных компонентов шихты. Образованию камней способствуют также повышение температуры варки стекла, недостаточно тщательное смешивание материалов шихты, неравномерно разъедающей стенки горшков и стеновые брусья печи и, в особенности, колебания уровня стекломассы в бассейне ванной печи.
Если шамотный камень, даже очень мелкий, попадает в стекло на более поздней стадии его варки, то все же он вызывает в нем образование трещин, лучеобразно расходящихся во все стороны. Расстекловывание, или кристаллизация стекла в начальной стадии, проявляются в том, что образуются отдельные отложения кристаллов в виде коротких непрозрачных палочек или отдельных мелких сферолитов, рассеянных по всей стекломассе. При более сильном зарухании кристаллы собираются в узлы, вследствие чего поверхность стекла в изделии становится шероховатой. При полном зарухании вся стекломасса принимает кристаллическое строение и теряет прозрачность.
Склонность стекла к расстекловыванию зависит не только от температуры, но и от его состава. Чем богаче стекло оксидом кальция, тем более оно склонно к кристаллизации. Щелочи, присутствующие в стекле, различно влияют на его способность к заруханию; натриевое стекло зарухает легче, чем калиевое. Борный ангидрид противодействует расстекловыванию. Как правило, наиболее устойчивы к расстекловыванию составы стекол, близкие к эвтектическим.
Лекция 5
СТЕКЛОВАРЕННЫЕ ПЕЧИ. ТЕХНОЛОГИЯ ВАРКИ СТЕКЛА
Стекловаренные печи. Регенераторы, рекуператоры. Конструкция горшковой и ванной печей. Электрические печи.
Варка в горшковых печах. Варка в ванных печах. Теплообмен в шихте и стекломассе. Факторы, обуславливающие скорость процесса стекловарения. Пороки стекломассы (газовые включения, стекловидные включения и кристаллические включения).
Варка стекла проводится в печах разных конструкций, с газовым или электрическим обогревом.
В реальных условиях промышленного стекловарения в стекловаренных печах отдельные этапы протекают практически одновременно, взаимно влияя друг на друга (этапы силикатообразования, стеклообразования, осветления, гомогенизации).
Варка стекла проводится в печах разных конструкций, с газовым или электрическим обогревом. К газовым (пламенным) печам относятся горшковые и ванные печи, к электрическим – печи сопротивления и высокочастотные. Кроме этого применяют комбинированные газоэлектрические печи.
По режиму работы различают периодические (горшковые) и непрерывные (ванные) печи (кроме непрерывных, используются и периодические ванные печи) (табл. 1).
Выбор типа печи и ее производительности определяется типов стекла, мощностью линии и конкретными условиями производства. Для интенсификации стекловарения применяют высокотемпературную варку (для обычных стекол до 1600оС), перемешивание или барботаж стекломассы, дополнительный электроподогрев. Печи футеруют огнеупорами, для снижения потерь тепла используют внешнюю теплоизоляцию свода и варочного бассейна печи. Процесс стекловарения контролируют и регулируют с использованием автоматизированных и компьютеризированных систем, оснащенных датчиками температуры, давления, расхода воздуха и газа, состава отходящих дымовых газов и т.д. (рис.1, 2).
Работа печей разного типа характеризуется производительностью, коэффициентом полезного действия и расходом тепла на варку стекла. Коэффициент полезного действия печей колеблется в довольно больших пределах, %: горшковые 6–8, периодические ванные 15, непрерывные ванные 17–28, электрические ~60.
Работа каждой отдельной печи характеризуется определенным режимом, который зависит от расхода тепла, давления и состава газов. В зависимости от температуры по отдельным зонам печи устанавливают расход топлива. Уровень температуры определяют разностью приход — расход тепла: чем больше эта разность, тем выше температура печи.
Тепловое напряжение печи зависит от ряда причин: количества топлива, его теплотворной способности, полноты сгорания, температуры и количества воздуха, используемого для горения.
Расход тепла для поддержания одной и той же температуры в печи тем больше, чем больше потери тепла с отходящими газами, через неплотности кладки, с избытком воздуха и т.п. Этот расход зависит также от состава шихты (концентрация сульфата натрия и др.), влажности шихты, количества боя и др.
Давление и состав газов в печи определяется расходом топлива и воздуха, сгорающих в печи, интенсивностью тяги, а также составом шихты и типом топлива. Давление по высоте полости печи увеличивается, оно зависит от разрежения, создаваемого дымовой трубой, от соотношения воздух — топливо, от подсосов воздуха и засорения насадок регенераторов и вообще от уровня сопротивлений в газоходах.
Состав газов в печи может меняться в зависимости от условий сгорания. В продуктах горения обнаруживаются СО2, СО, О2, H2O, SO2 и др.
Характер газовой атмосферы определяется концентрацией СО и О2: окислительная—О2>2%; восстановительная СО=0,3—0,4%, нейтральная СО = 0 %.
Химический состав печных газов влияет на ход реакций в шихте, что необходимо учитывать и поддерживать в отдельных зонах печи нужную атмосферу.
Таблица 1 – Характеристика стекловаренных печей, применяемых в производстве листового и тарного стекла.
| Показатель
| Листовое
| Тарное
|
| Тип печи
| Ванные непрерывного действия, регенеративные, газопламенные, с поперечным направлением пламени
| Ванные непрерывного действия, регенеративные, газопламенные, с подковообразным направлением пламени
|
| Производительность, т/сут
| 150–900
| 40–400
|
| Площадь бассейна печи, м2
| 100–400
| 15–140
|
| Глубина бассейна в зоне варки, мм
| 1200–1500
| 1200–1700
|
| Количество стекломассы в объеме бассейна, т
| 300–2500
| 50–500
|
| Удельный съем стекломассы, кг/м2∙сут
| 2300–2700
| 2500–4000
|
| Удельный расход тепла, кДж/кг
| 6300 (при 20% стеклобоя)
| 3800 (при 70% стеклобоя)
|

Рисунок 1 – Ванная регенеративная стекловаренная печь с поперечным направлением пламени для производства листового стекла (план)
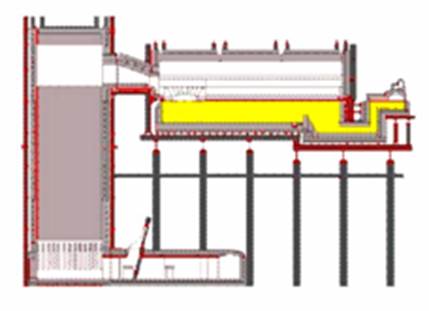
Рисунок 2 - Ванная регенеративная стекловаренная печь с подковообразным направлением пламени для производства стеклянной тары (продольный разрез)
Подогрев воздуха и газа, поступающих в печь горения, осуществляется за счет тепла газов, выходящих из рабочей камеры стекловаренной печи. Для подогрева воздуха и горючего газа перед их смешиванием и подачей в печь, применяют два вида теплообменных устройств – рекуператоры и регенераторы (рис.3).
Рекуператоры представляют собой теплообменные устройства. В которых подача тепла осуществляется от отходящих газов нагреваемым газам осуществляется непрерывно через разделительную стенку, прямотоком, противотоком или перекрестным потоком. Рекуператоры могут быть керамические, изготовленные из отдельных фасонных элементов – одно ходовые, двух ходовые, четырех ходовые и металлические, изготовленные из чугуна, стали и жаропрочных сплавов в виде труб или пластин.
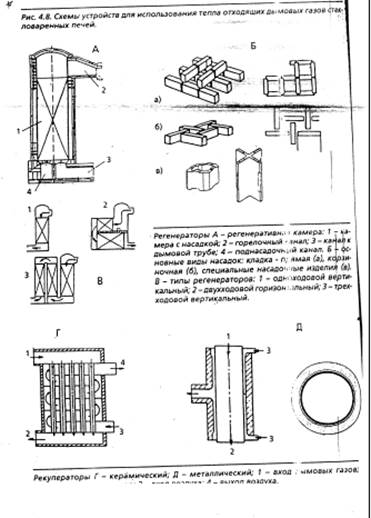
Рисунок 3 – Схемы устройства для использования тепла отходящих газов стекловаренных печей.
Регенераторы представляют собой камеры, заполненные решетчатой насадкой из огнеупорного кирпича, которая выполняет роль аккумулятора тепла. Работа их основана на периодической аккумуляции тепла отходящих газов с последующей отдачей его нагреваемому воздуху или газообразному низкокалорийному топливу.
Горшковые печи. Наиболее распространены регенеративные горшковые печи с нижним подводом пламени (рис. 4).
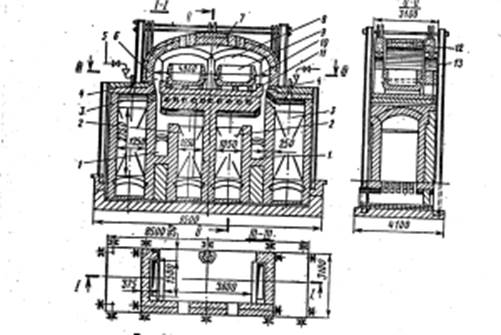
Рисунок 4 – Регенеративная двухгоршковая печь.
1– аварийные карманы для отвода стекломассы; 2, 3 – регенеративные камеры; 4 – горелка печи или кадь; 5 – капельники мазута; 6 – боковые стенки; 7 – рабочая камера; 8 – окна для вставки горшков; 9 – горшок; 10 – опоры; 11 – под печи; 12 – свод печи; 13 – рабочие окна для загрузки шихты и выработки стекла.
Горшкова печь состоит из рабочей камеры, внутри которой располагаются стекловаренные горшки. Печное пространство печи обогревается горючими газами. Горшки представляют собой сосуды из огнеупорного материала вместимостью от 100 до 1000 л; объем наиболее ходовых горшков 200-300 л; а количество вырабатываемой из них массы составляет 300–450 кг (~65 % общей вместимости горшка).
Рабочая камера горшковых печей (стойло) состоит из пода. Бокового ограждения – окружки, простенков – бычков, ограничивающих рабочие окна, перекрытых сводиками, и главного свода. Обвязывающий регулируемый каркас служит для закрепления элементов рабочей камеры.
В поду печи расположены горелки с камерами предварительного сгорания, ниже которых находится колодец, предназначенный для сбора стекломассы в случае поломки горшков. Для охлаждения пода печи предусмотрены воздушные каналы в окружке печи. Примерно на уровне верхней кромки горшков, имеются отверстия для загрузки шихты и выработки стекла. Горшки вставляют и вынимают из печи через специальные проемы, закрываемые заслонками. Печи бывают на 1, 2, 4, иногда на 8–12 горшков.
В печах с верхним подводом пламени тепло расходуется более рационально, т.к. шихта нагревается более интенсивно прямым излучением тепла от факела горящих газов.
Основные недостатки горшковых печей – их низкая производительность (3–6 т/сут) и КПД (8–10 %).
Преимущества – они позволяют варить одновременно несколько сортов стекла и получать некоторые стекла, варка которых в ванных печах невозможна.
Ванные печи. Представляют собой крупный горшок (рис.5). Применяются для варки специальных стекол, обычно тугоплавких, температура варки которых составляет 1500–1580оС, а выработки 1420–1500 оС.
Глубина бассейна таких печей периодического действия 400–700 мм. Высота вырабатываемого слоя стекла 150–250 мм. Длительность варки и дегозации тугоплавких стекол колеблется в пределах 30–40 ч, выработки 6–7 ч. Срок работы 3–4 месяца. При высококачественных огнеупорах для бассейна печи этот срок увеличивается. При варке тугоплавких стекол ванные печи периодического действия изнашиваются сильнее. Применяются ванные печи периодического действия с электронагревательными элементами.
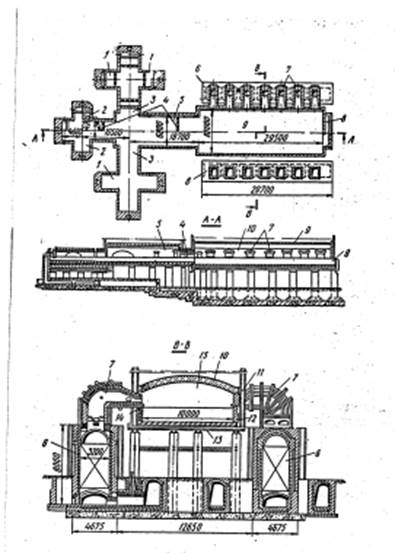
Рисунок 5 – Ванная печь непрерывного действия.
1, 2, 3 – выработочные каналы; 4 – разделительные устройства; 5 – студочная часть печи; 6 – регенераторы; 7 – горелки; 8 – загрузочный карман; 9 – варочная часть печи; 10 – свод печи; 11 – подвесные стены пламенного пространства; 12 – нижняя часть стен бассейна; 13 – под печи; 14 – верхняя часть стен бассейна; 15 – пламенное пространство.
Конструктивно печь делят на отапливаемую (варочную) и неотапливаемую (студочную и выработочную) части.
В отапливаемой части происходит провар шихты, осветление, гомогенизация и начальное охлаждение стекломассы, а в неотапливаемой части завершается охлаждение стекломассы.
По способу подвода к стекломассе тепла ванные печи непрерывного действия разделяются на группы: пламенные, электрические, пламенно-электрические. Пламенные печи могут иметь различное направление движения рабочего потока стекломассы: в регенеративных печах – поперечное или подковообразное; в рекуперативных – продольной, подковообразное или комбинированное; в печах прямого нагрева – прямоточное или противоточное.
Для торможения конвекционных потоков стекломассы перед поступление в зону студки или выработки служат специальные преграды. В печах открытого типа применяют плавающие заградительные устройства и пороги. В проточных печах преградой служит стенка с отверстием у дна. В печах открытого типа для листового стекла пламенное пространство разделяют сниженной аркой или сниженной секцией свода. Более совершенное разделение зон ванной печи достигается в проточных печах с раздельными бассейнами для варки и выработки стекла.
Проточные печи не обеспечивают достаточной однородности стекла по химическому составу и температуре, поэтому их не применяют для производства листового стекла. В каждой зоне печи поддерживается непрерывный во времени (стационарный) температурный режим.
Для предохранения печи от разъедания стекломассой применяют воздушное охлаждение снаружи.
Электрические печи. Применяют для стекол различного химического состава: тарного, листового, боросиликатного, малощелочного. Наиболее распространенны печи, в которых нагревательным элементом служит сама стекломасса. При температурах выше 1000–1100оС стекломасса представляет собой электролит, т.е. стекломасса становится проводником электрического тока. Во избежание электролиза стекломассы применяется только переменный ток обычной или повышенной частоты.
В электрических печах шихта получает все тепло от нижних слоев стекломассы. В результате сильных конвекционных потоков процесс варки в таких печах протекает более интенсивно.
Электрическая печь состоит из бассейна для стекломассы (одного или двух), электродов, загрузчика шихты, приспособлений для выработки стекла, системы электропитания (рис. 6).
Конструкция печи зависит от ее назначения, производительности, типа электродов и др. факторов. Процессы протекают последовательно в вертикальном направлении. Рабочий поток стекломассы может иметь как вертикальное, так и горизонтальное направление.
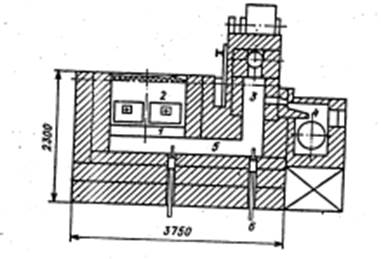
Рисунок 6 – Электрическая ванная печь
1 – пластинчатые молибденовые электроды; 2 – варочная часть печи; 3 – выработочная часть печи; 4 – подмашинная камера; 5 – проток; 6 – донные электроды.
Ток подводят с помощью электродов, погруженных в стекломассу. Материал электродов – графит или молибден. Тип и форму электродов выбирают в зависимости от производительности печи и ее конструкции. Электроды устанавливаются в боковых стенках или в поду бассейна и входят в стекломассу на различную глубину.
Ток проходит между противоположными пластинчатыми электродами и выделяет тепло в стекломассе. Осветленное стекло отбирается в нижней части варочного бассейна и проходит через проток в выработочный бассейн, где остывает и поступает на выработочное устройство. Производительность печи 10 т в сут, мощность 400 кВт. Напряжение на электродах 250–300 В, ток 1200–1500 А. Температура стекломассы 1480оС. При варке в электропечи нет улетучивания и уноса шихтных компонентов, и стекломасса не загрязняется сжигаемым топливом. Стекло получается однородным. КПД 40–60 % вследствие лучшего использования тепла и уменьшения тепловых потерь. Стоимость стекла значительно меньше. К преимуществам относится простота управления технологическим процессом и более продолжительный срок их службы по сравнению с газовыми печами.





