Марка проволоки
Среднее содержание элементов, %
|
Область применения
| | С
| Mn
| Si
| Cr
| Ni
| W
| V
| Mo
| S
| P
|
|
Углеродистые
|
|
Нп-25
|
0.25
|
0.65
|
0.27
|
0.25
|
0.30
|
–
|
–
|
–
|
0.04
|
0.04
| Оси, шпиндели, валы
НВ = 160… 220
|
|
Нп-40
|
0.40
|
0.65
|
0.27
|
0.25
|
0.30
|
–
|
–
|
–
|
0.04
|
0.04
| Оси, шпиндели, валы
НВ = 170… 230
|
|
Нп-85
|
0.85
|
0.65
|
0.27
|
0.25
|
0.30
|
–
|
–
|
–
|
0.04
|
0.04
| Коленчатые валы
НВ = 200… 340
|
|
Легированные
|
|
Нп30ХГСА
| 0.31
| 0.95
| 1.10
| 0.95
| 0.40
| –
| –
| 1.0
| 0.04
| 0.04
| Крановые колеса
НВ = 220… 300
|
|
Нп40Х2Г2М
|
0.39
|
2.1
|
0.55
|
2.10
|
0.40
|
–
|
–
|
–
|
0.04
|
0.04
| Детали машин работающих при динамических нагрузках
HRC = 54… 56
после закалки
|
|
Нп105Х
|
1.05
|
0.30
|
0.25
|
1.45
|
0.35
|
–
|
–
|
–
|
0.03
|
0.03
| Обрезные штампы для холодной штамповки
HRC = 32… 38
|
|
Нп50ХФА
|
0.50
|
0.65
|
0.27
|
1.00
|
0.40
|
–
|
0.15
|
–
|
0.04
|
0.04
| Шлицевые валы и другие детали с твердостью:
HRC = 43… 50
|
|
Высоколегированные
|
|
Нп40Х13
|
0.40
|
0.80
|
0.80
|
13.0
|
<0.60
|
–
|
–
|
–
|
0.03
|
0.035
| Опорные ролики экскаваторов, детали транспортеров
HRC = 45… 52
|
|
Нп45Х2В8Т
|
0.45
|
1.2
|
0.55
|
2.60
|
<0.60
|
8.50
|
0.4
|
–
|
0.04
|
0.04
| Ножи для резки горячего металла, прессовый инструмент
|
|
НпГ13А
|
1.1
|
13.0
|
0.40
|
0.60
|
<0.60
|
–
|
–
|
–
|
0.04
|
0.04
| Железнодорожные крестовины, зубья ковшей экскаваторов
|
|
НпХ20Н80Т
| 0.12
| 0.70
| 0.80
| 20.0
| ост.
| –
| –
| –
| 0.015
| 0.02
| Выхлопные клапаны дизелей
|
Для механизированной наплавки используется проволока сплошного сечения диаметром 1.2 - 2 мм, а наплавка в основном выполняется в среде углекислого газа (СО2), при наплавке под слоем флюса 2 - 3 мм.
Кроме проволоки сплошного сечения, для механизированной наплавки применяю порошковую проволоку и ленту холодного проката, литую и порошковую.
Для механизированной наплавки под слоем флюса часто применяют флюсы плавленые и керамические. Плавленые флюсы получают сплавлением компонентов шихты в электрических или пламенных печах.
Керамические флюсы изготовляют спеканием частиц флюсовой шихты без их расплавления.
Химические составы некоторых плавленых флюсов (ГОСТ 9087-89) приведены в табл. 3.
Флюсы АН-60, АН-348А, ОСЦ-45 являются сильно окислительными и применяются для наплавки углеродистых и низколегированных сталей преимущественно в сочетании с углеродистой и низколегированной проволокой.
Флюсы АН-20, АН-22 и АН-26 - слабоокислительные флюсы применяют для наплавки легированных и аустенитных хромоникелевых сталей легированной проволокой.
Таблица 3
Химический состав флюсов
Марка флюса
Содержание компонентов, %
| | SiO 2
|
MnO
| CaF2
| Al2O3
|
CaO
|
MgO
| Fe2O3
| Na 2 O, K 2 O
|
|
АН348-А
| 41- 44
| 34- 38
| 4 - 5.5
| 4.5
| 6.5
| 5 – 7.5
| 2.0
| -
|
|
ОСЦ 45
| 38- 44
| 38- 44
| 6 – 9.0
| 5.0
| 6.5
| 2.5
| 2.0
| -
|
|
АН-60
| 42- 46
| 36- 41
| 5 – 8.0
| 5.0
| 3 – 11
| 0.5 - 3
| 1.5
| -
|
|
АН-20
| 19- 24
| 0.5
| 25- 32
| 27- 32
| 3 - 9
| 9 – 13
| 1.0
| 2 – 3
|
|
АН-26
| 29 - 33
| 2.5–4.0
| 20 -24
| 19 - 23
| 4 - 7
| 15 - 18
| 1.5
|
|
|
АН-8
| 33 - 36
| 21 - 26
| 13 - 19
| 11 - 15
| 4 - 7
| 5 – 7.5
| 1.5-3.5
| -
|
В ряде случаев применяют керамические флюсы и гранулированные порошки.
На сервисных предприятиях железнодорожного транспорта широко используется восстановление деталей методом ручной и механизированной наплавки. Наплавка применяется для ремонта рельс, бандажей вагонных и локомотивных колес, деталей автосценного устройства и др.
Ручная дуговая наплавка выполняется широкими валиками, при этом ширина валика должна составлять – в = (3 – 5) d эл, и валики должны перекрывать друг друга не менее чем на 1/3 своей ширины.
При восстановлении плоских изношенных поверхностей применяются различные способы ручной дуговой наплавки.
| 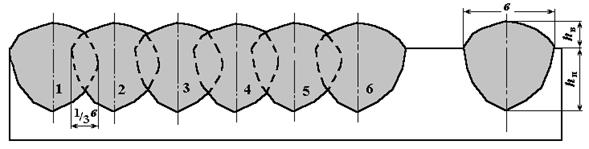
Рис.1. Схема наплавки одиночными валиками, перекрывающими друг друга
|
При наплавке одиночными валиками, перекрывающими друг друга (рис.1) требуется время на кристаллизацию и охлаждение шлаковой корки на поверхности предыдущего валика, что увеличивает общую продолжительность процесса восстановления.
Преимуществом данного способа является получение более ровной поверхности детали и уменьшение припуска на последующую механическую обработку.
При наплавке одиночными валиками, расположенными на расстоянии (рис.2) не требуется время для остывания шлака на предыдущем валике.
Шлак удаляется сразу с первой группы валиков (1,2,3), в промежутки между которыми наплавляется вторая группа валиков (4,5,6).
Это обеспечивает повышение производительности процесса восстановления детали.
| 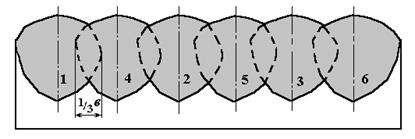
Рис.2. Схема наплавки одиночными валиками расположенными на расстоянии
|
Недостатком данного способа является б о льшая шероховатость поверхности, меньшая высота наплавленного слоя и увеличение припуска на последующую механическую обработку.
Наибольшую производительность при наплавке плоских поверхностей деталей обеспечивает челночный способ (рис.3). Валики накладываются непрерывно по траектории движения электрода, указанной стрелкой. При этом способе шлак не успевает закристаллизоваться, и его удаляют после наплавки всей полосы, т.е. наплавка производится по жидкому шлаку.
Ограничением для данного способа наплавки является ширина поверхности (длина валика) 40… 80 мм. При большей длине валика есть вероятность затвердевания шлака в начале валика.
| 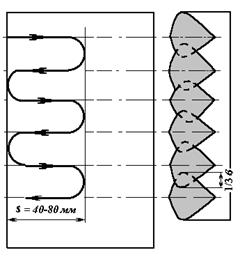
Рис.3. Челночный способ наплавки
|
Многослойную наплавку применяют в тех случаях, когда необходимо получить достаточно слой большой толщины наплавленного металла.
Наплавка выполняется послойно одним из выше перечисленных способов, но при этом каждый последующий слой должен наплавляться перпендикулярно предыдущему (рис.4).
| 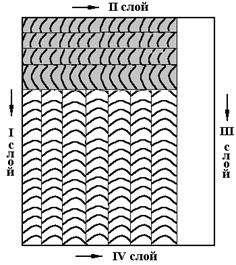
Рис.4. Схема многослойной наплавки
|
Это связано со значительными деформациями, возникающими в процессе наплавки. Данная последовательность наложения слоев дает возможность уравновешивать деформации, возникающие при наложении предыдущих слоев.
Поэтому при многослойной ручной дуговой наплавке плоской поверхности образуется более ровная поверхность и припуск на механическую обработку минимальный.
В задачу лабораторной работы входит ознакомление с техникой наплавки плоской поверхности деталей из низкоуглеродистой и высокоуглеродистую рельсовую сталь наплавочными электродами и изучение свойств наплавленного металла.






